一、配合饲料生产
(一)饲料工业体系
饲料工业是指以工业化方式生产饲料产品的工业行业。现代饲料行业已经是一个产业化的、具有高效率与高效益的完整而规范的庞大的工业部门,在我国40个行业中饲料行业按产值位居19位(1996年总产值900亿元),为我国经济发展和社会进步作出了巨大贡献。
饲料工业包括饲料加工业、饲料添加剂工业、饲料资源(原料)工业和饲料设备(机械)制造业等四大工业部门。以饲料加工业为中心,为其服务的还有:质量监督与检测、原料供应、产品销售、饲料科研教育等环节与部门。
1997年,我国生产配混合饲料5474万吨,居世界第二位。1990~1997年间,年增长速度为8.4%,与养殖业基本保持同步增长。1997年生产浓缩饲料701万吨,年增长45%;生产添加剂预混合料125万吨,年增长29%。在配混合饲料中,颗粒状全价配合饲料占40%左右,预计2000年将达到50%左右。在配合饲料中,猪料占39%、蛋禽料占26%、肉禽料占25%、鱼虾料占5%。
饲料企业的规模变大,1996年全国饲料厂总数为12107个,其中时产5吨以上的饲料厂为1503个,还出现了不少时产30、40吨和60吨的大型饲料厂。
饲料机械制造业也已取得突破性进展,基本可以满足国内建设饲料厂的需要,基本上改变了过去关键设备依赖进口的局面。有些产品性能与质量已接近或达到国外先进水平,有的产品开始进入国际市场。在激烈的市场竞争中,涌现出一批像正昌、牧羊、申德等知名企业。
(二)饲料加工厂
根据产品,可将饲料工厂分为添加剂预混合饲料厂和配合饲料厂(饲料加工厂)。大中型饲料厂往往设有预混合饲料车间,生产自用或商品用添加剂预混合料。配合饲料厂可以生产浓缩饲料、粉状和颗粒状全价配合饲料。
饲料加工厂(简称饲料厂)的生产规模系列,按GB321-80“优先数和优先数系”派生系列R10/3选取。R10基本系列的优先数系为:1.00、1.25、1.60、2.00、2.50、3.15、4.00、5.00、6.30、8.00。派生系列R10/3的意思是,在上述系列数中每隔两个数取一个。R10/3优先数系为:1.00,2.00,4.00,8.00。但在实际使用中,为了需要是使用R10的选择数列,见表1-1。
表1-1饲料加工厂规模系列
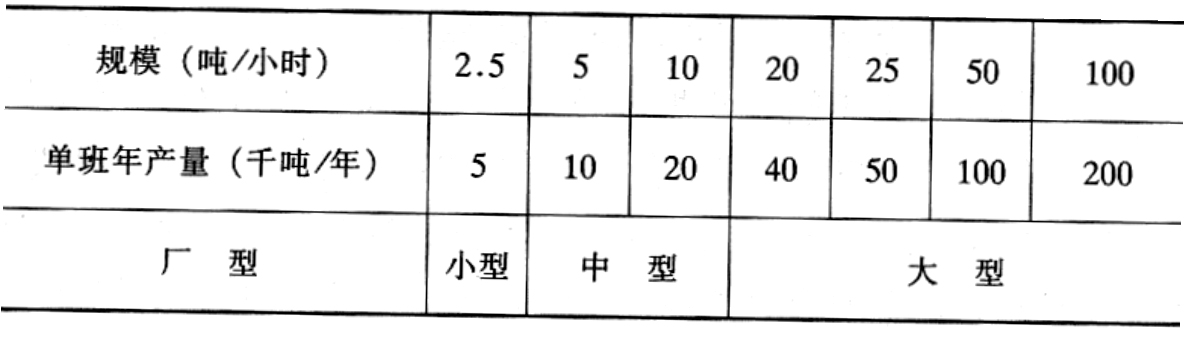
表1-1中将规模(吨/小时)换算成单班年产量(千吨/年)时,每年的工作日按250天,每班生产时间按8小时计,工厂单班年生产时间为2000小时。
规模小于2.5吨/小时的小型饲料加工机组的生产能力有2吨/小时,1.5吨/小时,1吨/小时,0.5吨/小时和0.3吨/小时等数种。
饲料加工厂规模系列化的好处主要是其主机(主要如配料秤、混合机与制粒机等)可做到以较少的规格系列满足建设多种规模饲料厂的需要。例如产量为5吨/小时的混合机可供万吨饲料厂(1台)和2万吨饲料厂(2台)选用,等等。
饲料厂的建设和选型的基本要求是:技术上先进,生产上可行,经济上合算。成套的饲料加工机电设备是饲料厂固定资产投资的主要部分,是决定饲料厂生产性能和经济效益的最重要的物质技术基础。
(三)配合饲料产品
配合饲料产品可按照营养成分、饲养对象和料型不同来分类。
1.按饲料中营养成分分类
(l)全价配合饲料,又称完全配合饲料,可满足动物所需要的全部营养物质(除饮水外)。通常的组成是:能量饲料56%~70%,植物性蛋白质饲料15%~20%,动物性饲料2%~8%,常量矿物质饲料2%~8%,复方饲料添加剂预混合料1%~2%。产品可直接饲喂畜禽。目前集约化饲养的蛋鸡、肉鸡、猪、鱼、虾和鳗鱼等均可使用。
(2)浓缩饲料,又称蛋白质补充料,用户将浓缩料以一定比例(2:8~4:6)掺混入能量饲料中即成为配合饲料。它是一种“中间产品”。好处是可充分利用当地能量饲料资源。
(3)添加剂预混合料,是用数种以上的微量添加剂原料以一定配比,经稀释混合和承载混合而制得的粉状混合物。它也是一种中间产品,不可直接用于喂饲动物,但可以单独出售。在配合饲料中的添加量为0.5%~5%。是饲料中的最精细的核心部分
(4)混合饲料,又称初级配合饲料。
2.按饲养动物分类
有蛋鸡、肉鸡、肉鸭、猪、乳牛、羊、鱼、虾、实验动物、观赏动物和经济动物等用的配合饲料系列。其中,又根据种群、生长阶段(日龄或周龄)有阶段配合饲料。
3.按料型分类
配合饲料的料型有:粉料、颗粒料、碎粒料、漂浮饲料(水产用)、压扁饲料、软颗粒料、团状饲料(鳗鱼、甲鱼用)、片状饲料、液体饲料、人工微粒(囊)饲料和草饼块饲料等。
颗粒状全价配合饲料用于集约化饲养的效果好是公认的事实。在肉鸡、鸭和蛋鸡(用碎粒料)中的使用经济效益远高于使用粉料的,在提高增重、降低死亡率、节约饲料和降低成本方面都有明显效果。我国颗粒饲料的生产已占配合饲料总产量的40%,要求到2000年达到50%。
实践证明,用颗粒料喂猪比用粉料每增重1千克节省饲料0.2千克,同时减少运输消耗5%~10%。李复兴曾进行颗粒料、粉料和潮拌料喂猪(体重20~90千克)对比试验(1980年),结果发现以颗粒料为最优,日增重分别比粉料与潮拌料提高10%和15%。
当前我国经济发达地区颗粒料的产量已经达到60%~80%,大大高于全国水平与世界平均水平(约40%)。(www.daowen.com)
(四)配合饲料的生产过程
配合饲料的生产过程一般包括以下工序:接收、初清(含磁选)、粉碎、配料(含配料仓和配料秤)、混合、制粒(含蒸汽调质、压粒、冷却、破碎和分级)、称重打包缝口等。为了使主要生产工序协调进行,还有各种输送机、提升机、中间仓、空压机和通风除尘设备等辅助设备,以及各种阀门、传感元件和电控设备。现代大型饲料厂还有熟化罐、膨化机、各种预处理设备(秸秆粗饲料粉碎机、碎饼机)、油脂和液体添加系统、油脂喷涂装置等。一般生产过程如图1-1。
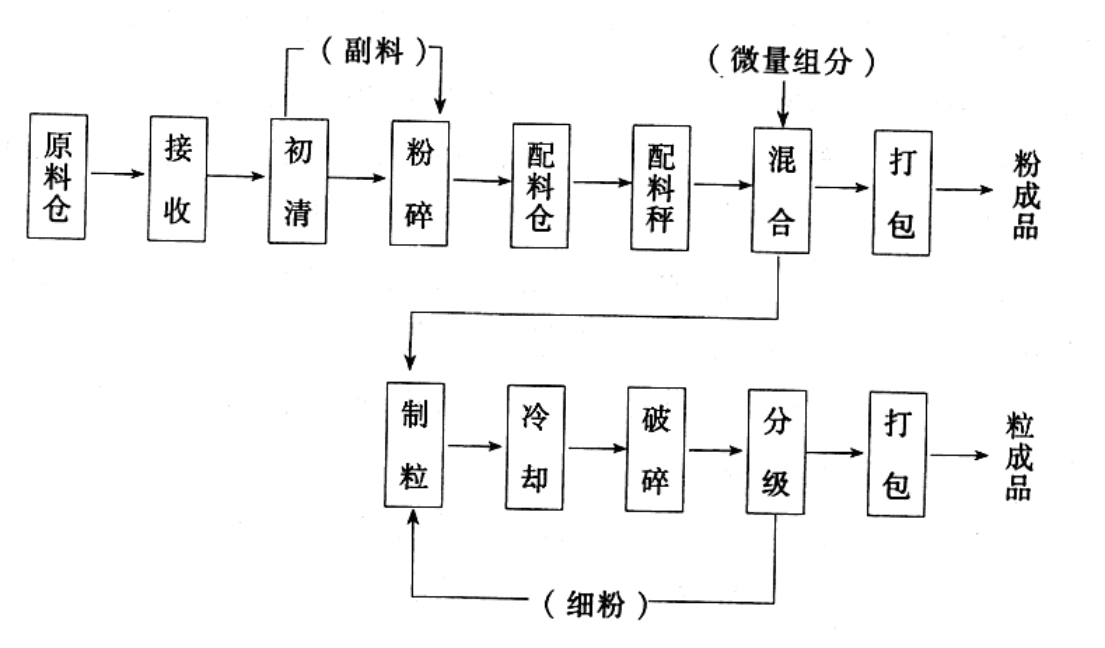
图1-1 配合饲料生产流程
图1-1是最常见的“先粉碎后配料混合”加工工艺。在确定生产工艺流程时,特别应注意:
①后道工序的生产能力应不小于前一道工序的生产能力;一般后道工序的生产能力比前一道工序的大5%~10%,这样才不致“塞料”,流程得以顺畅地连续进行。
②在整个生产流程中,仅有配料称量与混合这两个工序是分批式作业,其余均为连续作业,为了不塞料,配料秤前面设有许多配料仓,混合工序以后也应设有缓冲仓。
③混合机每批料的混合时间(周期)应不小于配料时间(周期),且两者的动作要连锁。
④混合机的生产能力是决定整个生产线产量的关键因素。
⑤打包机虽然是自动称量和缝口,但它是分批式定量称量、且需人工套袋,所以在它的前面应设成品仓,以使过程协调、持续。
⑥其他辅助生产设备应与主机相匹配。例如蒸汽锅炉应与制粒机生产能力匹配,液体添加系统应与混合机匹配等。
可将配合饲料生产流水线分成若干个工段以及单独的工位,以便于组织生产和管理。
1.接收初清工段,是第一道加工工段,作用是清除原料中的杂质。通常有两条生产线:粒料线和粉料线。粒料线处理谷物、饼粕等原料。粉料线处理麦鼓、米糠等无需粉碎的粉料。每条生产线都有接收装置(栅筛、卸料坑、平台等)、输送设备〔斗式提升机等)、初清筛、永磁筒等。
2.粉碎工段,经初清工段清理干净的谷物粒料进入待粉碎料仓,经自动闸门落至喂料器,由喂料器给粉碎机给料,粉碎机可均匀连续作业,粉碎成品落入螺旋输送机运至提升机,将粉碎成品送入配料仓中。
粉碎工段是饲料厂中耗能最大的工段之一,粉碎噪声也是主要噪声源之一。粉碎工段对配合饲料产品质量和生产量、成本和环境均有重大影响。
3.配料混合工段,贮存于8个以上配料仓中的各配料组分,由各自的喂料器依设定次序向配料秤秤斗配料称重。配料秤是一种累计自动秤,每种组分的配料量是由控制系统依据给定的配方控制。每批料配料完毕,秤斗卸料门开启,将该批料卸落混合机。秤斗物料卸空,卸料门关闭,完成一个配料周期,即可进行下一批料的配料称重。
混合机的动作与配料秤动作连锁。混合机的混合周期由给料、混合和卸料三部分时间组成。由配料秤秤斗中的物料卸落混合机(给料)完成,混合机对混合物料进行搅拌混合,在达到设定的混合时间后,控制系统将混合机的卸料门打开卸料。混合机下方设有缓冲斗,将混合机每批料暂存,以缓冲后续输送设备(螺旋输送机)的输送,使其不致堵塞。
有的饲料厂在混合机上盖还设有复方饲料添加剂的投料口,可按配比事先将添加剂计量好,每批投一包添加剂到混合室内。另外,还可根据需要设置液体添加系统或油脂添加系统,定时定量向混合机中每批料添加液体或油脂,以提高配合饲料质量,或满足特殊的配方要求。
配料是饲料厂生产的核心,混合则是生产能力的关键因素。配料混合工段工作规程和质量,对饲料厂的产量、产品质量和生产成本都有着决定性的影响。
4.制粒工段,完成配料混合后的配合饲料粉料,可以直接打包出厂,也可以制成颗粒饲料后再出厂。制粒工段包括粉料提升至待制粒仓、磁选,调质、压粒、冷却、碎粒和分级等工步。磁选的目的是清除在生产过程中可能混入的铁磁杂质,以确保制粒机的安全。调质是向待制粒粉料中添加不饱和蒸汽,以改善粉料的制粒性能,提高成粒性和制粒质量。冷却刚压制出的热饲料颗粒的目的是降低产品含水量至贮藏安全水分,并提高颗粒的坚实程度。碎粒是为了一些特殊料如雏鸡料小化颗粒的需要;或为了降低制粒能耗,用较大模孔压粒能耗较低,然后再破碎成所要求的粒度。破碎后的颗粒应经过分级,过粗的颗粒或过细的粉粒都是不合格的,粗粒应回到碎粒机重新破碎,粉粒则回到制粒机。合格的颗粒料进入成品仓,进入包装工段。
5.成品包装工段,一般有散装或袋装。现多为袋装出厂,用自动打包机对成品称重、装袋和缝口。
6.其他辅助工段或工位,包括通风除尘系统、蒸汽锅炉及其系统、空气压缩机及压缩空气系统,以及各种输送设备等。
7.中心控制室,饲料厂的中心控制室(简称中控室)是饲料生产过程的调度室和指挥部。中控室一般包括饲料生产工艺流程模拟屏、监控仪表、配料设备控制系统、强电柜和通讯联络系统。中控室的室温应为0~40℃,温度随时间变化不得超过每小时5℃,相对湿度不大于90%。
中控室操作工必须由经岗位职业培训、思想与业务素质好的专业人员担任。任务是根据生产作业计划,调度操纵生产设备,协调各生产环节,操纵有关配料设备进行生产,监视设备运行状况并及时处理,保证生产正常运行。
图1-2是某饲料厂的工艺流程图。根据我国商业部批准的专业标准ZBB93014-89“饲料加工设备图形符号”,应使用其规定的符号来绘制饲料加工工艺流程图,其符号均按设备的主要工作部件组成绘制,简明易懂易记。图1-2是上述标准的附件。
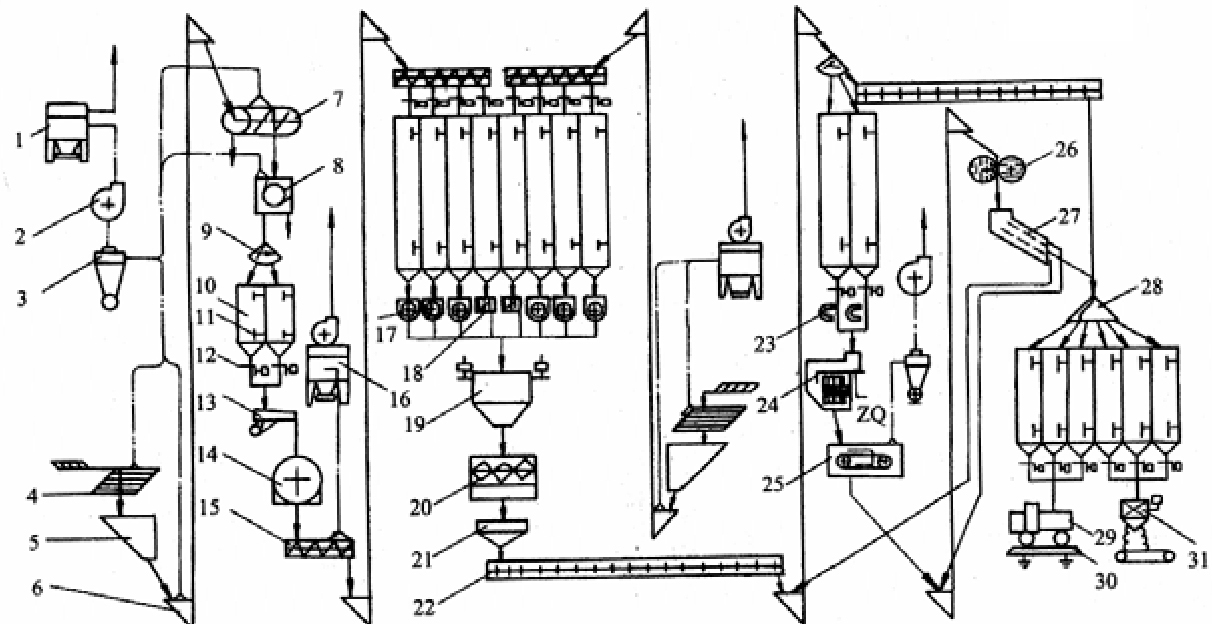
图1-2 某饲料厂工艺流程图
1.脉冲布袋过滤器2.风机3.离心集尘器4.栅筛5.下料坑6.斗式提升机7.圆筒筛8.永磁滚筒9.摆动分配10.料仓11.料位器12.自动闸门13.电磁振动喂粒器14.锤片粉碎15.螺旋输送机16.组合脉冲布袋过滤器17.螺旋喂料器18.叶轮喂料器19.电子配料秤20.卧式螺带混合机21.缓冲斗22.刮板输送机23.磁钢24.环模制粒机25.双层卧式颗粒冷却器26.颗粒破碎机27.振动分级筛28.旋转分配器29.散装车30.地中衡31.自动打包机。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





