稳定污泥的常用方法是消化法(厌氧生物处理法)。小型污水厂也有采用好氧消化法、氯化氧化法、石灰稳定法和热处理等方法使污泥性质得到稳定。
好氧消化法类似活性污泥法,在曝气池中进行,曝气时间长达10~20天左右,依靠有机物的好氧代谢和微生物的内源代谢稳定污泥中的有机组成。氯气氧化法在密闭容器中完成,向污泥投加大剂量氯气,接触时间不长;实质上主要是消毒,杀灭微生物以稳定污泥。石灰稳定法中,向污泥投加足量石灰,使污泥的pH值高于12,抑制微生物的生长。热处理法既可杀死微生物借以稳定污泥,又可破坏泥粒间的胶状性能改善污泥的脱水性能。在美国有两种商业方法,都是在较高温度(150~200℃)和较大压力(1~2MN/m2)下处理污泥。
厌氧消化是对有机污泥进行稳定处理的最常用方法。一般认为,当污泥中的挥发性固体量降低40%左右即可认为已达到污泥的稳定。
在污泥中,有机物主要以固体状态存在。因此,污泥的厌氧消化包括:水解、酸化、产乙酸、产甲烷等过程。有机废水的厌氧处理,也包括以上几个过程。一般认为,产甲烷过程是控制整个废水厌氧处理的主要过程;而在污泥的厌氧消化中,则认为固态物的水解、液化是主要的控制过程。
厌氧消化产生的甲烷能抵消污水厂所需要的一部分能量,并使污泥固体总量减少(通常厌氧消化使25%~50%的污泥固体被分解),减少了后续污泥处理的费用。消化污泥是一种很好的土壤调节剂,它含有一定量的灰分和有机物,能提高土壤的肥力和改善土壤的结构。消化过程尤其是高温消化过程(在50~60℃条件下),能杀死致病菌。
尽管有如上的优点,厌氧消化也有缺点:投资大,运行易受环境条件的影响,消化污泥不易沉淀(污泥颗粒周围有甲烷及其它气体的气泡),消化反应时间长等。
1.污泥厌氧消化法的发展和分类
根据操作温度,污泥厌氧消化分为中温消化(Mesophilic Digestion)和高温消(Ther-mophilic Digestion)等。高温消化运行的能耗大大高于中温消化,只有当条件非常有利于高温消化或要求特殊时才会采用。
根据负荷率,又可分为低负荷率和高负荷率两种。
低负荷率消化池是一个不设加热,搅拌设备的密闭的池子,池液分层,如图5-5所示,它的负荷率低,一般为0.5~1.6VSS/m3·天,消化速度慢,消化期长,停留时间30~60天。污泥间歇进入,在池内经历了产酸、产气、浓缩和上清液分离等所有过程。产生的沼气(消化气)气泡在上升时有一定的搅拌作用。池内形成三个区——上部浮渣区、中间为上清液、下部污泥区。顶部汇集消化产生的沼气并导出。经消化的污泥在池底浓缩并定期排出。上清液回流到处理厂前端,与进厂污水混合。
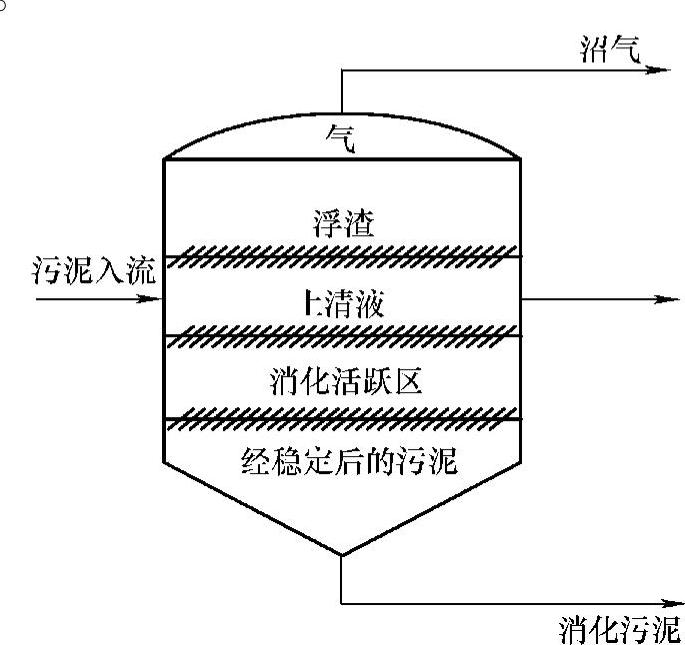
图5-5 低负荷率厌氧消化池
高负荷率消化池的负荷率达1.6~6.4VSS/m3·天或更高,与低负荷率池的区别在于连续运行,设有加热、搅拌设备;连续进料和出料;最少停留10~15天;整个池液处于混合状态,不分层;浓度比入流污泥低。高负荷率消化池常设两级,第二级不设搅拌设备,作泥水分离和缩减泥量之用,如图5-6所示。
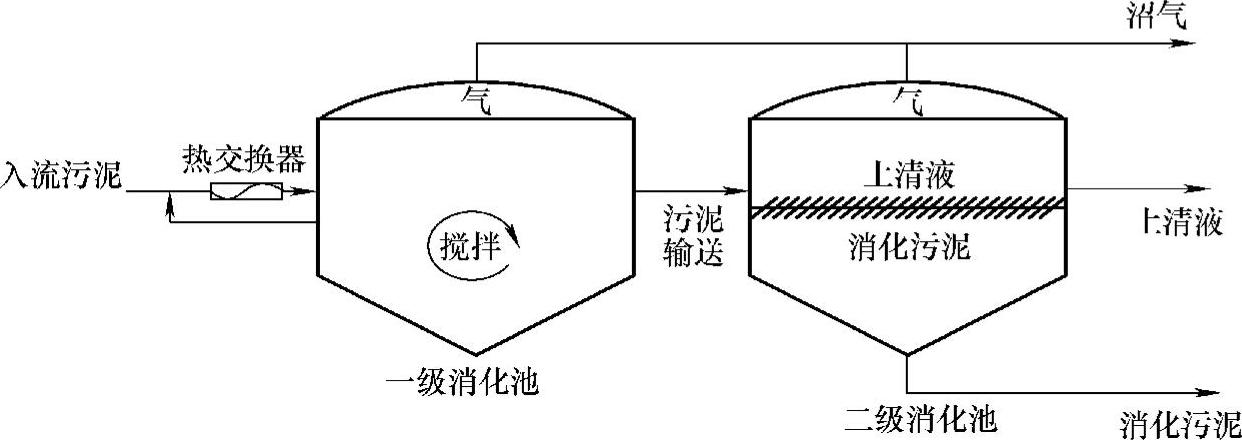
图5-6 两级高负荷率厌氧消化系统
随着工艺的发展,又出现了两级消化工艺。它根据厌氧分解的两阶段理论,把产酸和产沼气阶段分开,使之分别在两个池子内完成,如图5-7所示。该工艺的关键是如何使两阶段分开,方法有投加相应的菌种抑制剂,调节和控制停留时间、回流比等。
2.影响污泥消化的主要因素
(1)pH值和碱度
厌氧消化首先产生有机酸,使污泥的pH值下降,随着甲烷菌分解有机酸时产生的重碳酸盐不断增加,使消化液的pH值得以保持在一个较为稳定的范围内。(www.daowen.com)
酸化菌对pH值的适应范围较宽,而甲烷菌对pH值非常敏感,微小的变化都会使其受抑,甚至停止生长。消化池的运行经验表明,最佳的pH值为7.0~7.3。为了保证厌氧消化的稳定运行,提高系统的缓冲能力和pH值的稳定性,要求消化液的碱度保持在2000mg/L以上(以CaCO3计)。
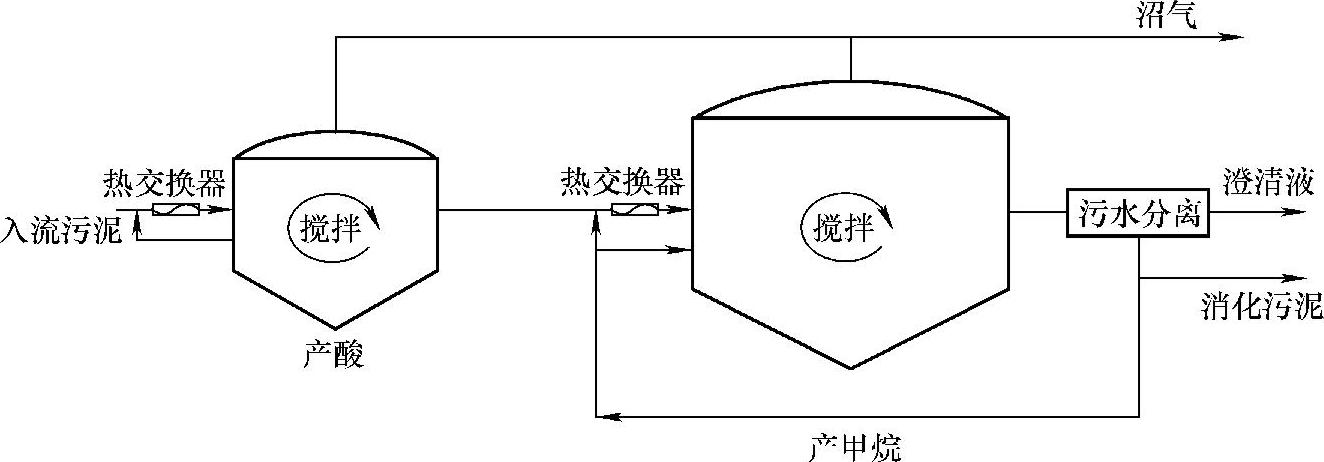
图5-7 两级厌氧消化系统
(2)温度
试验表明,污泥的厌氧消化受温度的影响很大,一般有两个最优温度区段:在34~35℃叫中温消化,在50~55℃叫高温消化。温度不同,占优势的细菌种属不同,反应速率和产气率都不同。高温消化的反应速率快,产气率高,杀灭病原微生物的效果好,但由于能耗较大,难以推广应用。在这两个最优温度区以外,污泥消化的速率显著降低,如图5-8所示。另外,有的研究还表明,对某些污泥,高温消化的最优温度不在50~55℃,而在45℃左右。
(3)负荷
厌氧消化池的容积决定于厌氧消化的负荷率。负荷率的表达方式有两种:容积负荷(用投配率为参数);有机物负荷(用有机负荷率为参数)。
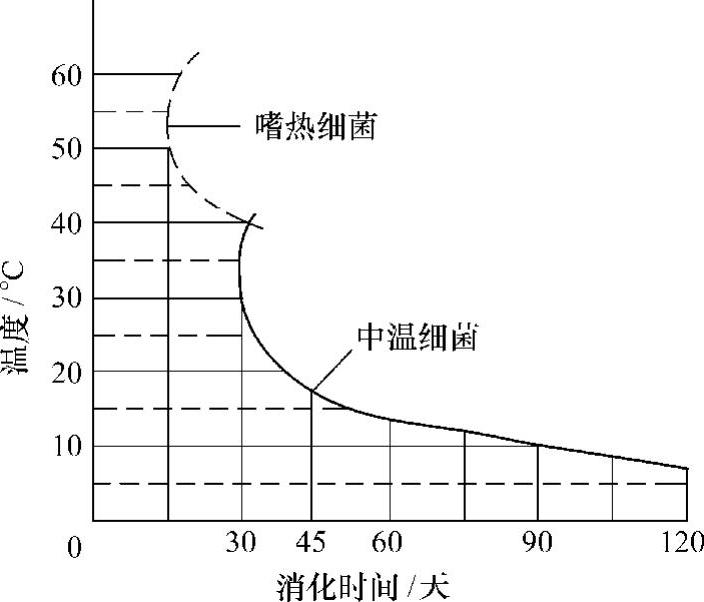
图5-8 消化池内污泥消化时间与池内温度的关系
以往,有按污泥投配率计算消化池体积的。所谓投配率是指日进入的污泥量与池子容积之比,在一定程度上反映了污泥在消化池中的停留时间(投配率,即池的水力倒数就是生污泥在消化池中的平均停留时间。例如,投配率为5%,即池的水力负荷率为0.05m3/m3·天,停留时间为1/0.05=20天)。以水力逗留时间为参数负荷率,对生物处理构筑物是不十分科学的。投配率相同,而含水率不同时,则有机物量与微生物量的相对关系可相差几倍。
有机物负荷率是指每日进入的干泥量与池子容积之比。干泥单位:kg/m3·天。它可以较好地反映有机物量与微生物量之间的相对关系。同时要注意,容积负荷较低时,微生物的反应速率与底物(有机物)的浓度有关。在一定范围内,有机负荷率大,消化速率也高。
从现在的认识来看,有机物的稳定过程要经过一定的时间,也就是说污泥的消化期(生污泥的平均逗留时间)仍然是污泥消化过程的一个不可忽视的因素。因此,用有机物容积负荷计算消化池容积时,还要用消化时间进行复核。消化时间,可以是指固体平均停留时间,也可以指水力停留时间。消化池在不排出上清液的情况下,固体停留时间与水力停留时间相同。我国习惯上计算消化时间时不考虑排出上清液,因此消化时间是指水力停留时间。
(4)消化池的搅拌
在有机物的厌氧发酵过程中,让反应器中的微生物和营养物质(有机物)搅拌混和,充分接触,将使得整个反应器中的物质传递、转化过程加快。实践证明,通过搅拌,可使有机物充分分解,增加了产气量(搅拌比不搅拌可提高产气量20%~30%)。此外,搅拌还可打碎消化池面上的浮渣。
在不进行搅拌的厌氧反应器或污泥消化池中,污泥成层状分布,从池面到池底,越往下面,污泥浓度越高,污泥含水率越低,到了池底,则是在污泥颗粒周围只含有少量水。在这些水中饱含了有机物厌氧分解过程中的代谢产物,以及难以降解的惰性物质(尤其在池底大量积累)。微生物被这种含有大量代谢产物、惰性物质的高浓度水包围着,影响了微生物对养料的摄取和正常的生活,以致降低了微生物的活性。如果通过搅拌,则可使池内污泥浓度分布均匀,调整了污泥固体颗粒与周围水分之间的比例关系,同时亦使得代谢产物和难降解物不在池底过多积累,而是在整个反应器内分布均匀。这样就有利于微生物的生长繁殖和提高它的活性。
由于不进行搅拌,反应器底部的水压较高,气体的溶解度比上部的要大。如果通过搅拌,使底部的污泥(包括水分)翻动到上部,这样,由于压力降低,原有大多数有害的溶解气体可被释放逸出;其次,由于搅拌时产生的振动也可使得污泥颗粒周围原先附着的小气泡(有时由于不搅拌还可能形成一层气体膜)被分离脱出。此外,微生物对温度和pH值的变化也非常敏感,通过搅拌还能使这些环境因素在反应器内保持均匀。
根据甲烷菌的生长特点,搅拌亦不需要连续运行,过多的搅拌或连续搅拌对甲烷菌的生长也并不有利。目前一般在污泥消化池的实际运行中,采用每隔2h搅拌1次,约搅拌25min左右,每天搅拌12次,共搅拌5h左右。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




