【摘要】:为了保证计算精度在靠近焊缝采用加密网格,网格大小控制在1.2mm,在远离焊缝处采用较疏的网格。图25-1 平板焊接模型简图表25-1 焊件的材料性能参数3.边界条件热计算时:焊件的初始温度为20℃,焊件的上下两个面和周围的三个面为对流换热,其对流系数为30,焊件的对称面绝热。
1.模型的几何尺寸
模型尺寸为100mm×100mm×6mm,电弧在钢板中间沿直线运动,因此在计算时取模型的一半进行研究。其一半模型的简图如图25-1所示。
2.单元的选择及材料常数
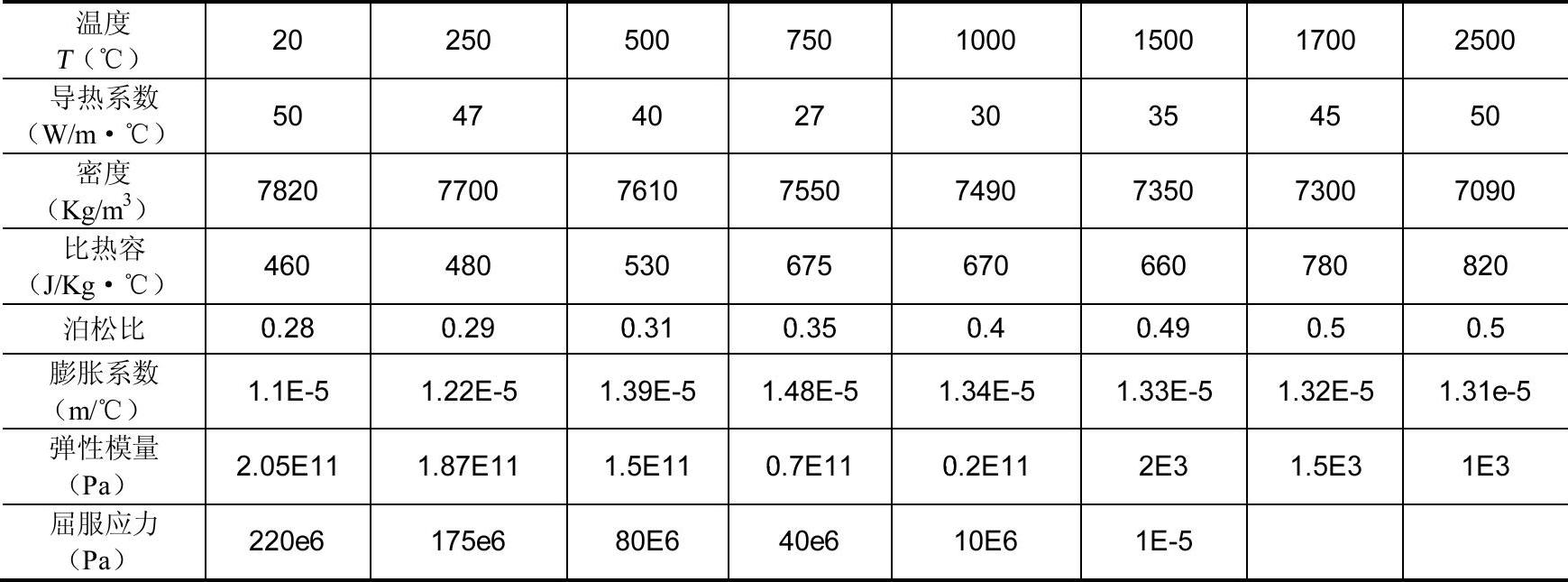
本实例采用间接法计算薄板的残余热应力问题,使用SOLID70进行热计算,在热计算中采用拉伸单元方法,因此还要使用平面热单元PLANE55;使用SOLID185进行应力计算。为了保证计算精度在靠近焊缝采用加密网格,网格大小控制在1.2mm,在远离焊缝处采用较疏的网格。热源模型采用高斯热源,其焊接参数如下:电弧电压U=15V;焊接电流I=160A;焊接速度v=10m/s;焊接热效率η=0.7;电弧有效加热半径R=7E-3m。焊接材料为低碳钢其,材料性能如表25-1所示,各参数的单位均为国际单位。
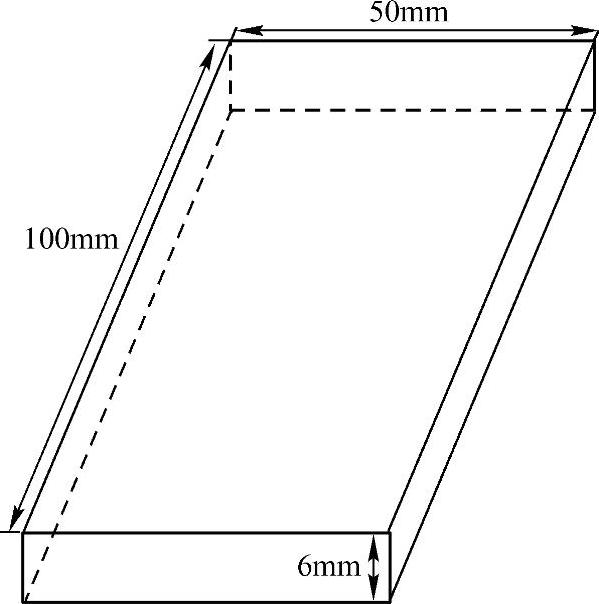
图25-1 平板焊接模型简图(https://www.daowen.com)
表25-1 焊件的材料性能参数
3.边界条件
热计算时:焊件的初始温度为20℃,焊件的上下两个面和周围的三个面为对流换热,其对流系数为30,焊件的对称面绝热。应力计算时:在有限元计算中加载位移边界条件,是为了防止计算中产生刚性位移,但所加的位移约束又不能严重阻碍焊接过程中应力的自由释放和自由变形。约束的形式因结构的不同而有所区别。本文为平板堆焊,采用的约束为焊件底面的一个边在Y方向和Z方向的约束。本实例的计算终止时间为1100s,此时的平板已经冷却至室温,所以此时的热应力即是残余应力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





