广东省在污泥焚烧上起步较早。现将该省的情况介绍如下。
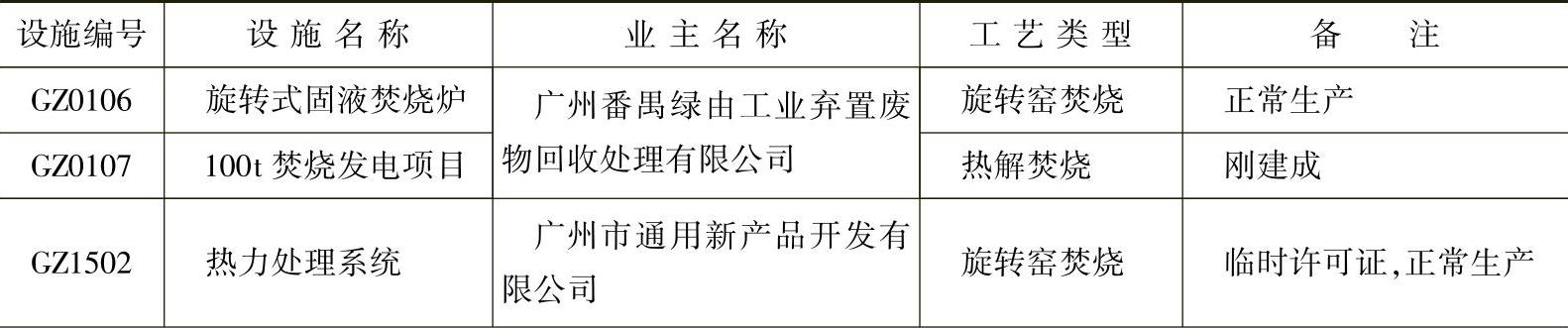
广东省共建有危险废物焚烧处置设施8个,通过高温焚烧处置不可利用的危险废物,其主要工艺类型如表7-9所示。
表7-9 焚烧处置设施工艺类型
(续)
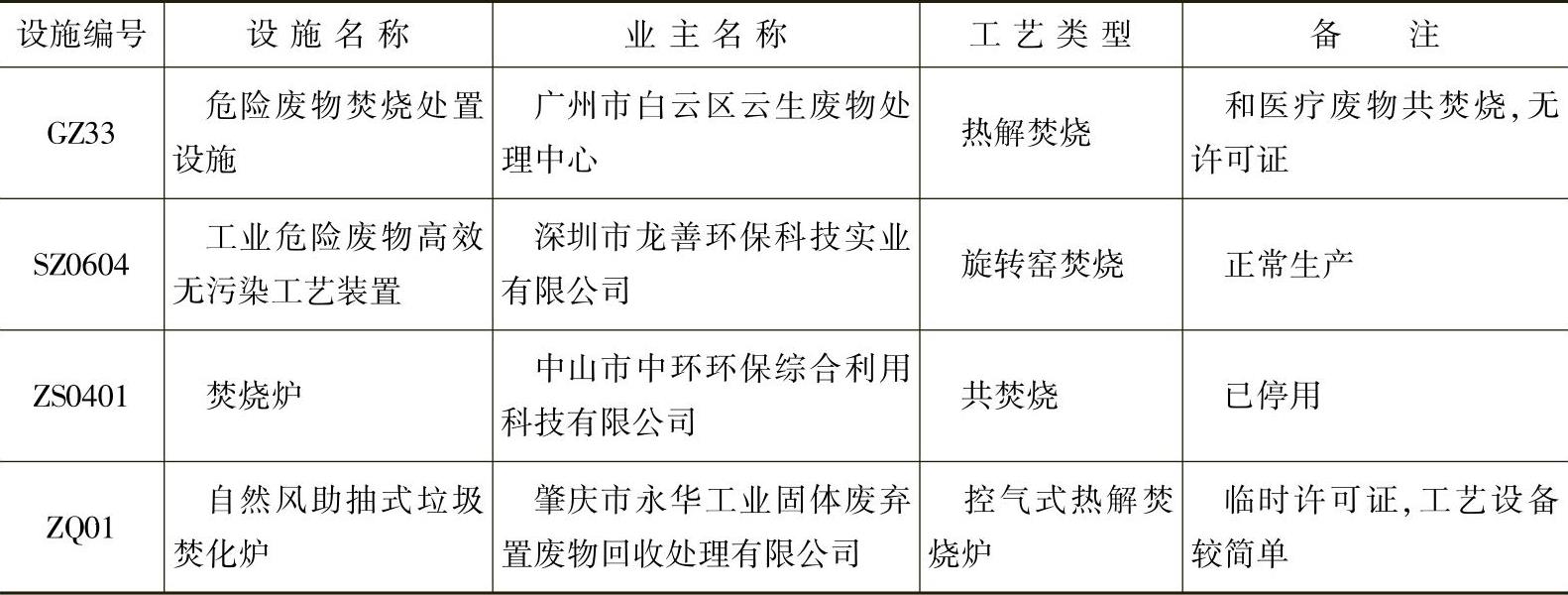
焚烧处置设施规模最大的是广州番禺绿由工业弃置废物回收处理有限公司的100t/d的危险废物焚烧发电设施,年处置能力达30000t,该设施于2005年6月建成投产。深圳市龙善环保科技实业有限公司的危险废物焚烧处置设施,设计处置规模为5000t/年。肇庆市永华工业固体废弃置废物回收处理有限公司的危险废物焚烧炉,年处置能力为25000t,但因其为企业自建的固定炉排焚烧炉,各项污染防治措施及焚烧炉主体设备不符合国家有关技术要求和标准,因此已停用。
1.焚烧工艺与设备
(1)焚烧工艺。典型危险物焚烧处置工艺如图7-5所示。
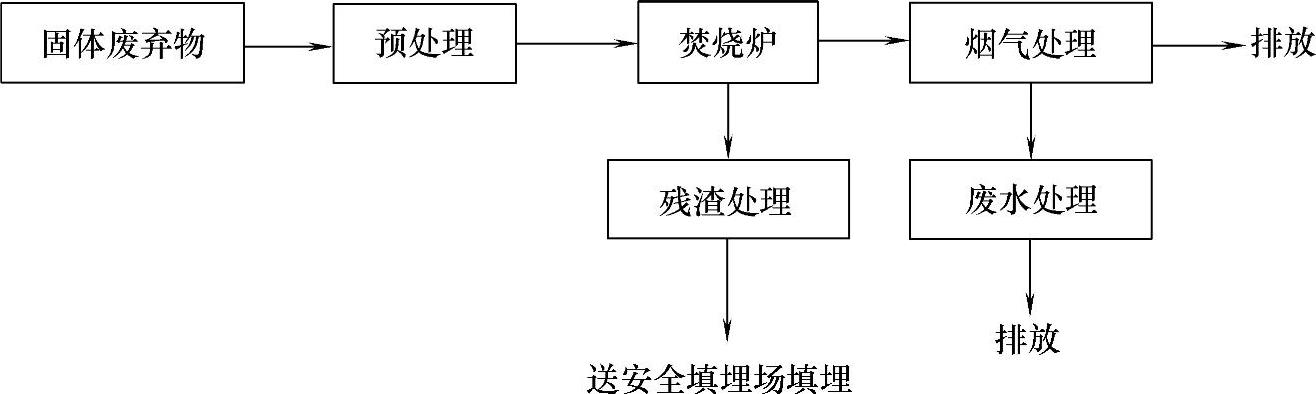
图7-5 典型危险废物焚烧处置工艺
(2)焚烧炉。广东省大部分焚烧炉为国产,主要生产厂家有北京机电院高技术股份有限公司、深圳汉氏固体废物处理设备有限公司、江西省南方环保机械制造总公司、深圳市龙善环保科技实业有限公司、福建丰泉集团等,其生产的设备基本达到了焚烧处置设施建设的要求,在整体设计、配套装置、污染防治技术、焚烧技术等方面与国外有一定的差距,特别是焚烧系统的核心技术,如燃烧系统的自动化燃烧机、喷液系统的喷嘴等关键设备需要进口。各危险废物焚烧处置设施焚烧炉情况如表7-10所示。
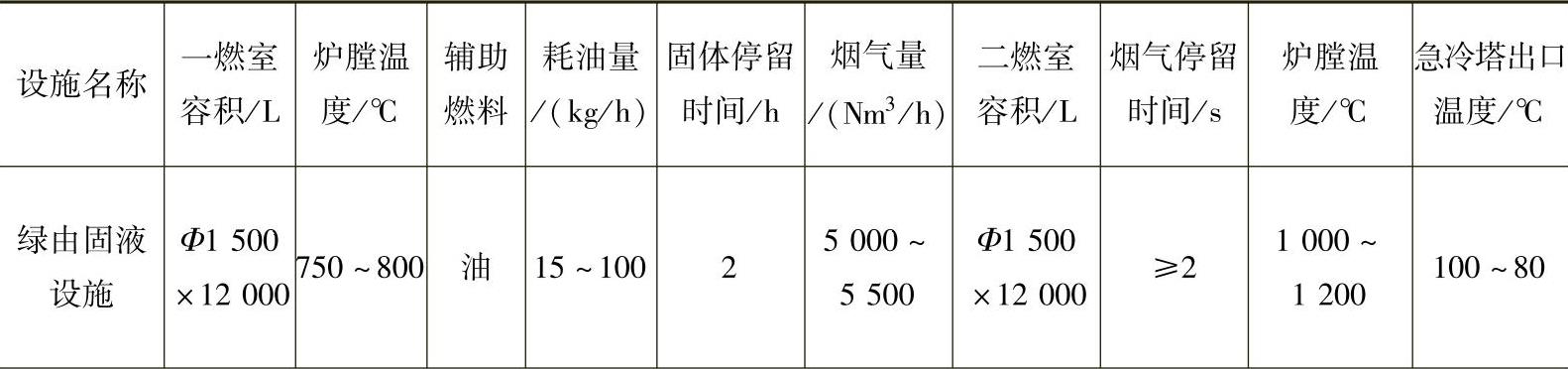
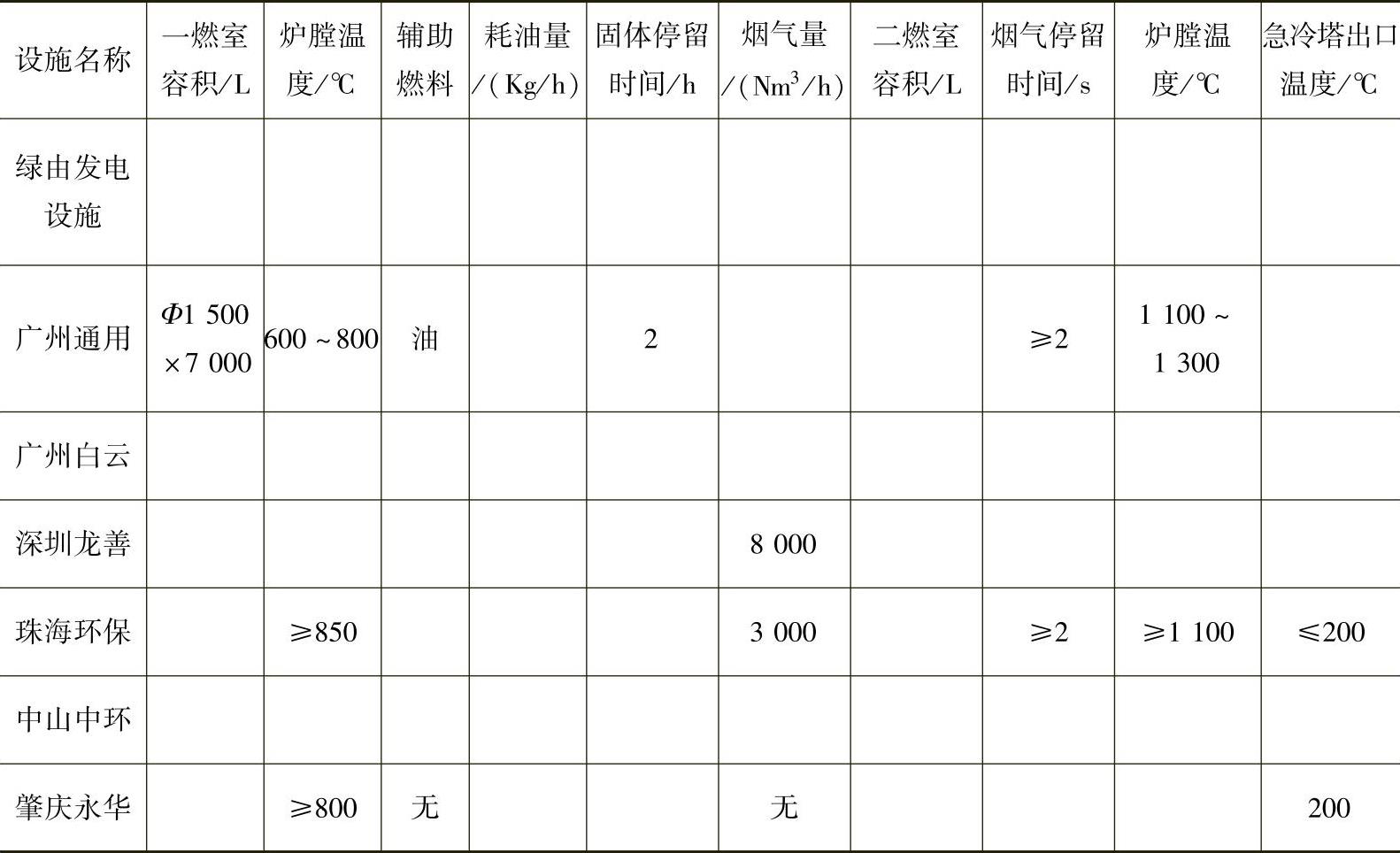
各危险废物焚烧处置设施焚烧炉主要技术参数如表7-11所示。
表7-10 各危险废物焚烧处置设施焚烧炉情况
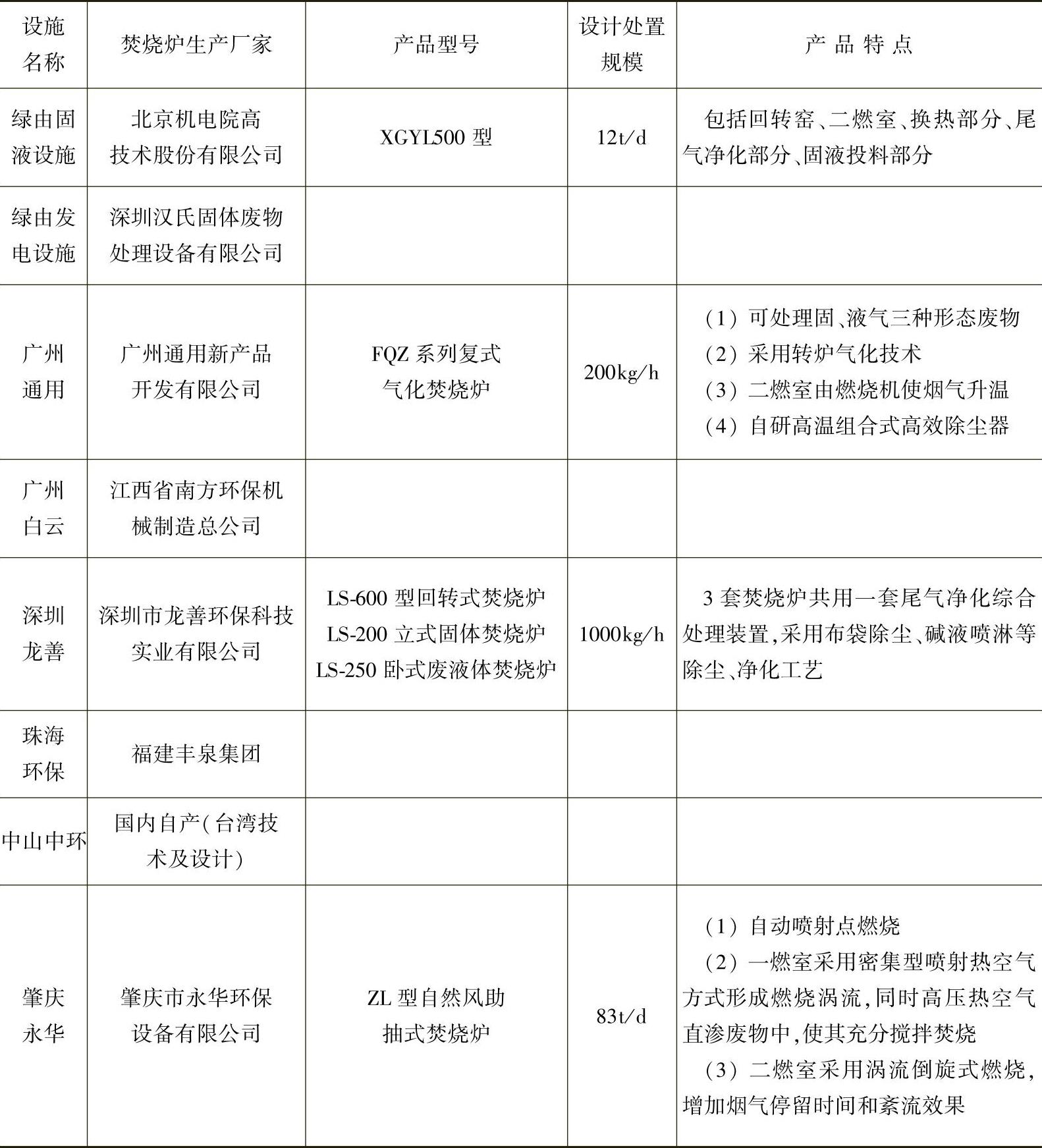
表7-11 各危险废物焚烧处置设施焚烧炉主要技术参数
(续)
2.工程实例 深圳市龙善环保科技实业有限公司的危险废物焚烧处置设施,设计处置规模为5000t/年。
该设施采用回转筒干燥机和回转焚烧炉联合处理高湿污泥。回转筒干燥机与其他干燥设备相比,生产能力大,可连续操作,结构简单,操作方便,故障少,维修费用低,适用范围广,流体阻力小,可以用它干燥颗料状物料,对于那些附着性大的物料也很有利;操作弹性大,生产上允许产品的流量有较大的波动范围,不会影响产品的质量;清扫容易。回转窑焚烧系统与固定床式、活动床式、流化床式焚烧炉相比可以处理多种形态的废弃物,得到广泛的应用,特别是在焚烧处理污泥和半污泥类废弃物方面,回转窑焚烧系统几乎是唯一可选的焚烧设备。该种炉型具有适用面广、处理量大、占地面积小、有害成分破除率高、设备简单可靠、可长期连续运行等特点。在干燥热源方面,采用焚烧炉的烟气作为干燥热源,实现系统热量自助平衡。
(1)工艺流程。首先将污泥由上料机输送到回转筒干燥机的进料斗内,然后由推料设备将污泥推入回转筒干燥机内,干燥机内污泥同一定温度(℃)的烟气接触,经过干燥机的搅动使污泥与热烟气接触,达到烘干污泥的目的。干燥后的污泥从干燥机的尾部排出,由回转窑的上料机构收集后输送到回转窑头部的进料斗内,由螺旋送料机推入窑内焚烧,同时在窑头设有助燃燃烧器和供风装置,用以提供回转窑和干燥机启动时所需的热量和助燃空气。随着窑体的转动,燃尽的灰渣从窑体尾部排出,燃烧产生的烟气经过沉降后与干燥机所需的烟气换热,给助燃空气预热后,进入半干式喷雾塔降温并去除有害气体,由布袋除尘器去除携带的烟尘后达标排放。
回转式干燥机排出的含水蒸气的低温烟气,经过除尘系统去除携带的颗粒后,进入水冷凝器进行除湿,水蒸气以冷凝水的状态排出系统,送入污水处理厂进行处理。除湿后的气体被焚烧炉烟气加热,相对湿度达到10%以下时,再导入回转筒干燥机。整个过程不断循环,达到最终干燥的目的。除湿的水冷凝器的用水来自污水处理厂的处理水。将烘干污泥的烟气排入粉尘沉降室,用以沉降去除烘干产生的粉尘。将收集的灰尘通过输送设备,送入回转筒干燥机继续干燥结粒。
(2)系统方案说明
1)方案中水冷凝器、喷雾塔用水采用污水处理厂的处理水,以降低设备投资和运行成本。
2)本系统产生的污水进入现有的污水处理厂,整套系统中不包括系统内污水最终处理设备。
3)工艺中没有考虑污泥烘干过程中产生的特殊有害物质(如在加热时不能分解燃烧的有机物)。
4)系统没有考虑固体废弃物的运输、储存和最初的上料问题(如何运送到烘干机的皮带上料机),以及含重金属灰渣的储运和最终处置问题。
5)方案中没有考虑焚烧的废弃物中含有过多的含氮有机物,如果废弃物含氮量的提高会造成排放尾气中的氮氧化物含量增加,要保证排烟达标必须另外增加尾气处理设备。
6)方案中没有过多考虑余热利用问题。
(3)主要系统功能及控制简介。整套干燥焚烧系统由下列几部分组成:进出料系统、助燃系统、干燥系统、除尘器、焚烧系统、余热冷却系统、尾气处理系统、电气控制系统。
1)进料系统。污泥进料设备包括干燥机上料机、进料机和回转窑上料机(干燥机出灰机)等设备。干燥机上料机采用自动输送机,将湿污泥送到干燥机的进料斗内,然后由进料斗底部的推料机推入干燥机进行烘干。干燥机的出料设备即是回转窑的进料设备,回转窑上料机将烘干后的物料输送到回转窑的进料斗内,然后由螺旋机将物料推入回转窑进行焚烧。系统中污泥的进料和焚烧是连续进行的。
注意:如果焚烧废物除污泥外还有其他固体废物,可以在窑头增设人工投料门或其他上料机构。(www.daowen.com)
2)助燃系统。助燃系统是在系统起炉和不能维持焚烧或干燥温度不够时,辅助提高炉膛温度的手段,根据焚烧的废弃物热值决定是否采用辅助燃料助燃。助燃系统主要设备有油罐、液压泵和燃烧器。燃烧器具有自动点火、灭火保护、故障报警等功能,以及火焰强度大、燃烧稳定、安全性好、功率调整范围较大等特点。可根据燃烧功率要求开启小火或大火供风阀自动调节,同时也可通过调整供油压力调节燃油量的大小。
3)干燥系统。干燥系统是整个系统的关键,系统的好坏直接影响焚烧炉的正常运行,系统是否稳定直接影响整个系统运行工况。干燥系统主要包括回转筒干燥机、除尘器、水冷凝器和烟气再热系统等。
回转式干燥机利用循环使用的高温烟气作为烘干污泥的热源,通过对污泥的加热烘烤,烘去污泥中的水分。主体是一卧式可旋转的圆柱形筒体,筒体的轴线同水平面稍有夹角,被烘干的物料由高端进入烘干机,随着筒体转动,物料在筒体内部不断的翻动,同热烟气充分接触,物料被不断的加热、烘干。
污泥处理必须是安全的环境,不能产生二次污染,所以要重视尾气处理和臭味的控制。早期的直接加热系统,引入外部空气经加热后通入干燥器,蒸发污泥中的水分并运送污泥。离开干燥器后热风与干污泥颗粒分离,然后经过除尘、热氧化除臭后排放。由于热风的量很大,使得尾气处理成本非常高。直接加热工艺采用了气体循环回用的设计,富水烟气风经过除尘、冷凝、加热后,80%以上返回干燥机(并补充新的焚烧烟气),其余部分经过焚烧炉焚烧处理后排放。这样减少了尾气处理的负担,更重要的是大大减少了外部空气的引入量,将转鼓内氧气的含量维持在很低的水平,从而在很大程度上提高了系统的安全性能。
老式干燥器以热空气作为烘干热源,在烘干污泥的过程中容易引起起火或爆燃现象,令污泥干燥设备的安全性能倍受质疑。与爆炸有关的三个主要因素是氧气、粉尘和颗粒的温度。必须控制的安全要素是:氧气含量<12%,粉尘浓度<60g/m3,颗粒温度<110℃。本工艺采用循环使用的烟气作为热载体,充分利用烟气中氧含量低的特点,将系统中氧气的质量分数控制在6%以下。另外,系统内设置了氧气超标保护装置,当氧气含量大于8%时系统自动报警,一旦氧气含量超过10%,系统会自动停机。颗粒温度控制的关键在于控制污泥在干燥器内的停留时间,必须保持干泥中适量的水分,以避免污泥过热而燃烧,根据晨鸣造纸厂的污泥情况,当污泥达到一定的干度(含水率为30%~40%)时就需离开干燥器,这也解决了污泥在设备内的粘结和粉尘问题。
回转式干燥机的工作原理是利用烟气不同温度下的相对湿度不同达到干燥的目的。干燥污泥后排出的含水蒸气的低温烟气,经过除尘系统去除携带的颗粒后,进入水冷凝器进行除湿,冷却水来自造纸厂的污水处理厂出水,烟气中的水蒸气被冷凝以液态水的形式排出系统,送入污水处理厂处理。除湿后的气体一小部分送入焚烧炉进行焚烧处理,大部分被焚烧炉烟气间接加热,相对湿度在10%以下,并补充一定量的高温烟气后,再导入回转筒干燥机。整个过程不断循环,最终达到干燥目的。
4)除尘器。由于干燥机对物料的搅拌和翻动,使物料中的细小颗粒可能会被热烟气带走形成烟尘,这部分烟尘虽然量不大,但是随着烟气循环时间延长会逐渐积累,影响系统的正常运行。所以干燥系统中在冷凝器以前设有除尘设备,用于去除烘干气体中的污泥颗粒,防止其对系统设备造成磨损。
5)焚烧系统。回转窑窑体是一卧式并可旋转的圆柱型筒体,外壳用钢板卷制而成,内衬耐火材料;筒体的轴线与水平面保持一定的倾角,烘干后的污泥由高的一端窑头部进入窑内,随着筒体的转动缓慢地向窑尾部移动,窑体的转动使物料在燃烧的过程中与助燃空气充分接触,完成干燥、燃烧、燃尽的全过程,最后由尾部将生成的灰渣排出。旋转窑可根据窑内物料的运动方向和烟气的流向分为逆流和顺流两种形式。为保证窑体在微负压下运行和减小设备漏风对系统的影响,在旋转的窑体和固定的头、尾罩相连接的地方设有密封装置。
回转窑所用的材料是一种耐腐蚀、耐高温、高强度的耐火材料,该种材料能经受焚烧多种有毒有害废弃物的考验,其中包括销毁化学武器。
6)余热利用系统。为了充分利用污泥焚烧产生的余热,降低整套系统的运行成本,余热利用系统由干燥气体换热器、空气预热器和风机等设备组成。
回转窑焚烧炉排放的烟气经过沉降室降尘后首先进入干燥气体换热器,经过冷凝后的干燥用气体进入换热器,通过热交换干燥用气被加热;焚烧产生的烟气进入换热器,预热后的空气被送入回转窑作为助燃空气,降低了系统的燃料消耗和系统的运行成本。如果污泥烘干后含水率小于38%,整套系统不需要添加辅助燃料,即可维持整套系统稳定运行,使整套系统的运行成本降到最低,同时投资规模达到最佳。
7)尾气处理系统。尾气处理系统主要包括高温沉降室、喷雾吸收塔、布袋除尘器、引风机、烟囱和部分配套设备。
由于污泥本身颗粒较细,所以在焚烧的过程中容易产生粉尘。为了避免烟气中粉尘堵塞换热系统和对换热器的磨损,在回转窑后设置了高温沉降室,用于去除烟气中的一部分粉尘,同时增加烟气在高温段的停留时间,保证烟气中的有机成分彻底燃尽。
污泥在燃烧的过程中不可避免的会产生酸性气体,影响尾气的达标排放,所以为了保证烟气最后的排放达标,系统中设计了喷雾吸收塔,用来吸收烟气中的酸性气体。烟气经过空气预热器后温度下降,进入喷雾塔,与由塔顶雾化喷入的碱性液滴充分接触混合,进行热能交换,对烟气进行降温;同时,烟气中的酸性气体同喷入的碱性物质进行反应,从而使得烟气得到净化。
烟气经过喷雾吸收塔后,温度降低,然后进入布袋除尘器,通过袋式除尘器去除烟气中的残余粉尘,最后由引风机通过烟囱达标排放。
8)电气控制设备。系统设计采用集中控制,采用可编程序控制器作为下位机对整套系统的重要参数如炉温、炉内负压、排烟温度等进行实时采集监测,并通过监测值对整套系统实现全自动控制;选用专用的工业控制计算机作为上位机,在人机界面集中显示系统工艺流程、现场各设备运行状态、各主要控制参数值、报警记录、趋势曲线、在线帮助及运行全过程的演示等。工作人员在中控室直接对设备进行控制,根据工艺要求及系统实际情况的需要,部分设备在现场设置本地控制设备,方便维护及现场操作。
控制系统由以下系统构成:
①数据采集处理控制系统。数据采集系统完成现场的压力、温度、流量、氧含量、液位及其他辅助设备的相关测点和设备运行状态的实时采集、预处理、报警、存储、计算等功能。具体控制环节如下:
焚烧系统负压自动控制:整套系统在微负压下运行,在回转窑焚烧炉上设有负压测点,以监测系统运行时负压值,并将数值显示在操作柜上,通过反馈信号变频调节引风机的频率,或由人工调整引风机入口调风门的大小来调整引风量,以保证系统在微负压下运行,防止烟气外泄造成二次污染。
烘干系统负压自动控制:为了防止烘干过程中臭气外溢,系统保证回转烘干机在微负压下运行,通过烘干机出口负压测点,以监测烘干机运行时负压值,并通过反馈信号变频调节循环风机的频率,保证烘干机在微负压下运行。
炉膛温度自动控制:回转窑焚烧的焚烧温度是通过控制燃烧器耗油量大小来实现的,可使燃烧室的温度保持在预先设定的上下限范围内。
烘干机温度自动控制:为了保证烘干效果和烘干的安全,烘干机的温度自动控制是通过控制烟气量的大小来实现的。
袋式除尘器前温度自动控制和保护:为了保护布袋和系统的正常运行,在实现温度自动控制的同时,还设置了自动旁路系统,当烟气温度到达危险值时自动打开旁路系统,该温度点的自动控制是通过控制喷雾吸收塔的喷水量来实现的。
循环风机、引风机变频调速:为了保证烘干机和焚烧炉炉膛负压,防止有害气体外溢,循环风机和引风机的转速随着系统运行的具体工况随时自动调整,以满足系统正常运行的要求。
回转窑、烘干机变频调速:回转窑和烘干机的转速在一定范围内连续可调,以适应不同的焚烧和烘干工况,保证污泥的燃烧效率和烘干效果。
②计算机实时监控管理系统。对所属装置(单元)的工艺参数、设备运行状态和相关数据进行采集、集中显示、记录、报警,可以直观地显示现场的状态,一定级别的工程人员可以根据设备实际的运行情况,通过此系统对整体运行进行调整。
软件的报警支持高、低液位报警,以及液位变化率报警、报警发出时的画面自动转换、报警连锁操作以及报警历史记录、报警摘要显示等。软件能显示各种静态图形和随过程状态的动态图形,并能一定程度的显示动画画面。软件的历史趋势显示和分析部分能提取指定的历史数据文件,并能显示趋势曲线。
图形:整套系统流程图(包括实时数据)。
曲线:包括各种主要监测信号实时曲线——压力、流量、温度曲线。
广东省在污泥焚烧设置上投入了7000多万元,运营效果不理想,2003年建的焚烧企业基本都已停产,其原因是成本高、有二次污染。
本章花了较大的篇幅介绍污泥焚烧处理方式,是因为这条路还得走下去,问题终究会得到解决。从2009年看,许多生产焚烧炉的企业仍不屈不挠地在焚烧炉上继续投入。
日本污泥65%以上用焚烧法处理,欧盟污泥50%以上用焚烧法处理。欧洲一些国家和地区,如德国、奥地利、瑞士、比利时的费莱米西地区、荷兰已经走上了污泥热处理的道路,建设了污泥发电厂、污泥水泥厂、垃圾焚烧厂等。在中国,随着人们生活水平的提高和对环境质量要求的愈加严格,最终处置污泥的技术也将以采用热处理作为最终的处置方向。污泥焚烧处置在污泥减量化、卫生化、占地面积上、最终出路上,都有其他处置方式无法比拟的优势,相信不远的将来,污泥焚烧产业将在中国呈现灿烂的前景。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







