(1)活塞销的功用
活塞销的功用是连接活塞与连杆,并将气体作用在活塞上的力传给连杆。
(2)活塞销的材料
活塞销一般采用低碳钢或低碳合金钢作制造。
表2-5 活塞环“三隙”的检测
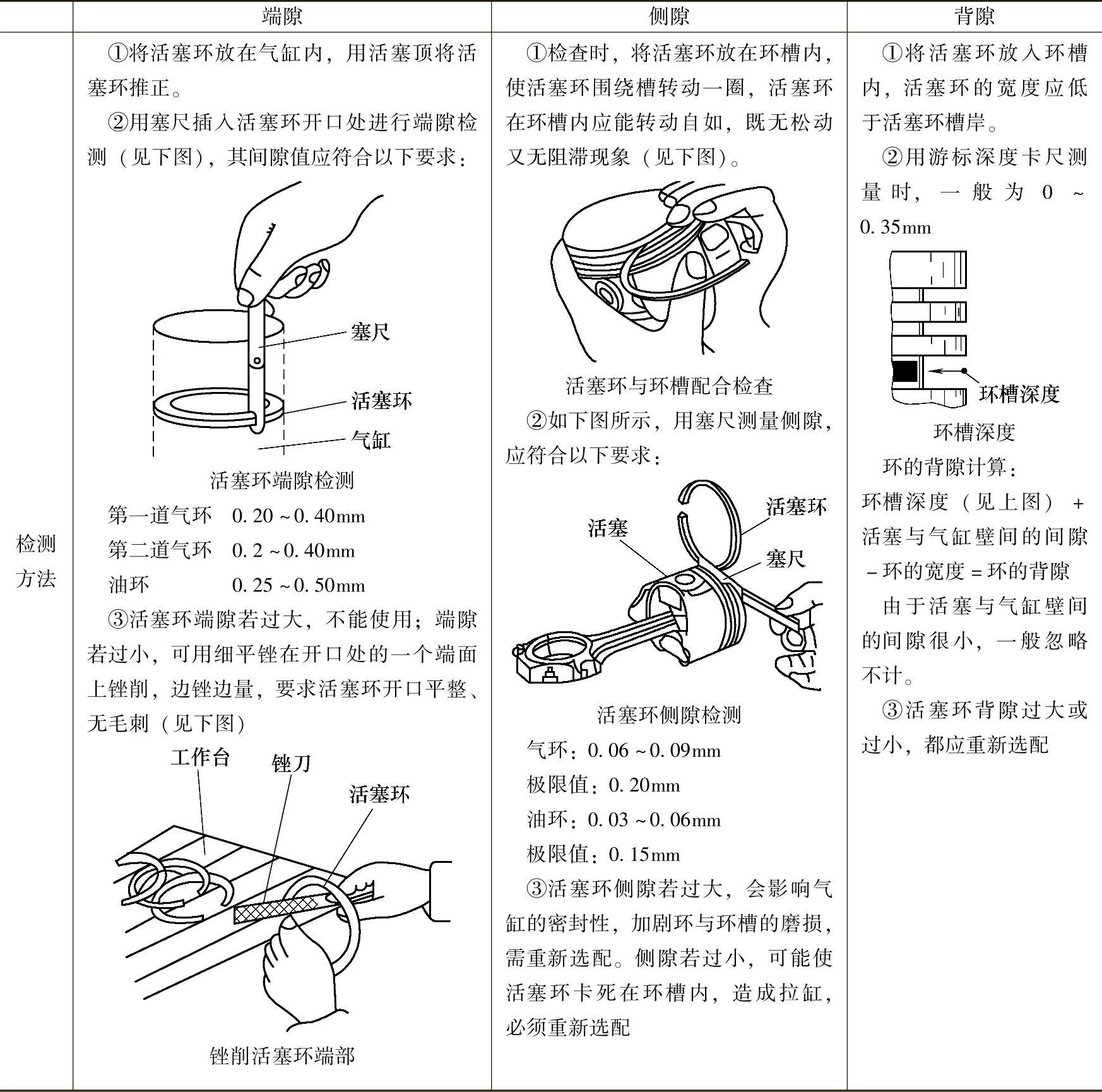

图2-48 活塞销
(3)活塞销的结构
活塞销的基本结构为一空心圆柱体,有时也按等强度要求做成变截面管状结构,如图2-48所示。
(4)活塞销的连接方式
活塞销与活塞销座孔和连杆小头的连接方式有全浮式和半浮式两种。如图2-49所示。
1)全浮式。全浮式连接是指发动机在正常工作温度下,活塞销与活塞销座孔及连杆小头衬套之间有合适的配合间隙,活塞销在孔内可以缓慢地自由转动,因而其磨损较均匀,使用寿命长。发动机活塞销采用全浮式连接时,为了防止活塞销的轴向窜动而刮伤气缸壁,在销座两端装有卡簧。
2)半浮式。半浮式连接是指活塞销与销座孔和连杆小头两处,一处固定(为过盈配合),一处浮动,大多采用活塞销与连杆小头固定的方式。这种连接方式结构简单,销座孔内无卡簧,连杆小头处无衬套,修理方便。半浮式连接适用于高速轻型发动机。(www.daowen.com)
(5)活塞销的损伤形式
活塞销的损伤形式主要有磨损和弯曲。全浮式活塞销主要损伤部位是其与活塞和连杆的连接配合处径向磨损后失圆、轴向磨损成台阶形。全浮式活塞销一般很少发生弯曲变形。
(6)活塞销的检修
发动机大修时,活塞销应随活塞的更换而更换。
全浮式连接的活塞销与座孔和连杆衬套的配合有一定要求。汽油机要求在常温下,活塞销与销座孔配合的过盈一般为0.0025~0.0075mm,与连杆衬套的间隙为0.005~0.010mm,当活塞处于75~85℃时,又具有微量的间隙,活塞销能在销座孔内自由转动,但无间隙感,要求它们的接触面积在75%以上;柴油机活塞销与销座孔常温时为过渡配合,允许有微量间隙。
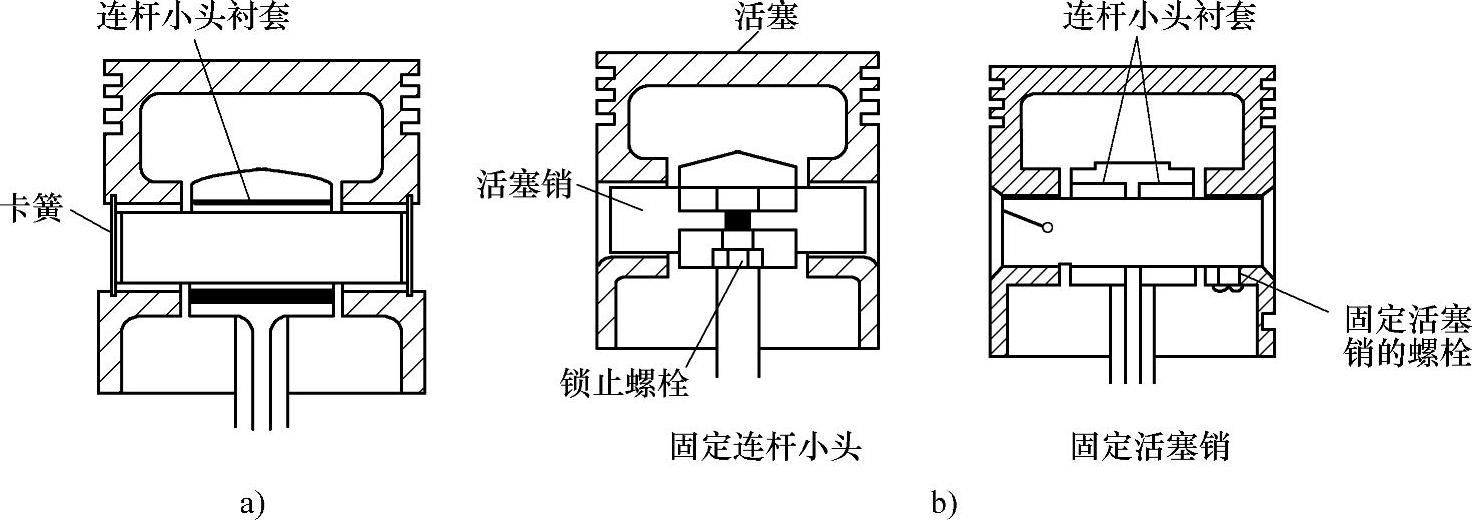
图2-49 活塞销的连接方式
a)全浮式连接 b)半浮式连接
上述配合要求通常用选配来实现。随着加工精度的提高和检测手段的完善,活塞和销的配合间隙已在零件制造中予以保证,不用在修理过程中进行修刮,但必须按规定进行选配(符合要求的产品按不同差值分成若干等级,做上标记,如字母、数码、颜色)。
对活塞销、销座孔和连杆衬套应进行分组选配。当同时更换活塞和活塞销时,应进行组内选配。新活塞的座孔直径尺寸都是标准的,应选用相同颜色的活塞与活塞销进行装配。装配时,活塞销、销座孔和连杆衬套的涂色标记应相同。
在修理过程中,如果活塞、活塞销已换成原厂新件,一般应同时更换连杆衬套。衬套与连杆小头承孔的配合应有0.10~0.20mm的过盈,以保证衬套工作时不发生转动。
活塞销与连杆衬套的装配可采用热胀法或冷压法。热胀法要做到“三迅速”,方法是将连杆放入能控制温度的电炉中,加热至250℃左右,保温15min以上,迅速将连杆竖直,大头夹在台虎钳上,迅速套上活塞,对准销孔(方向不要套反),迅速将活塞销插入座孔推入到位。冷压法是用一套专用压具,将活塞销压入活塞和连杆中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





