1.故障概况
某公司新购进的ZL20、ZL30型轮式装载机使用不到1个月,就出现了工作无力现象,到后期根本就无法工作。通过分析故障原因,初步得出结论,变速齿轮泵有问题。维修人员拆下齿轮泵后发现,与大齿轮相邻的泵盖端面、泵体端面及与大齿轮外圆相邻的泵体内孔均出现了严重的刮削磨损。由于泵体、泵盖材质均为HT200灰口铸铁,而大齿轮材质为20CrMnTi,其齿面及两端经渗碳淬火处理,表面硬度为56~62HRC,两种材质硬度相差甚远,所以被刮削磨损的是泵体和泵盖。其刮削磨损深度达到0.5mm以上,而齿轮泵技术要求规定大齿轮端面装配间隙为0.135~0.169mm。由于刮削磨损的原因,大齿轮端面及周边间隙逐渐增大,齿轮泵的压力和流量随之逐渐下降,供给变矩器传动和变速器换档用的油液从流量到压力均逐渐减少,所以造成装载机工作无力(齿轮泵技术规范要求:工作压力p=1.5MPa、流量Q=114L/min、最大转速nmax=2000 r/min。由于压力不足,还出现换档时摩擦片打滑等现象。当刮削磨损间隙达到一定量后,齿轮泵无法泵油而失效。
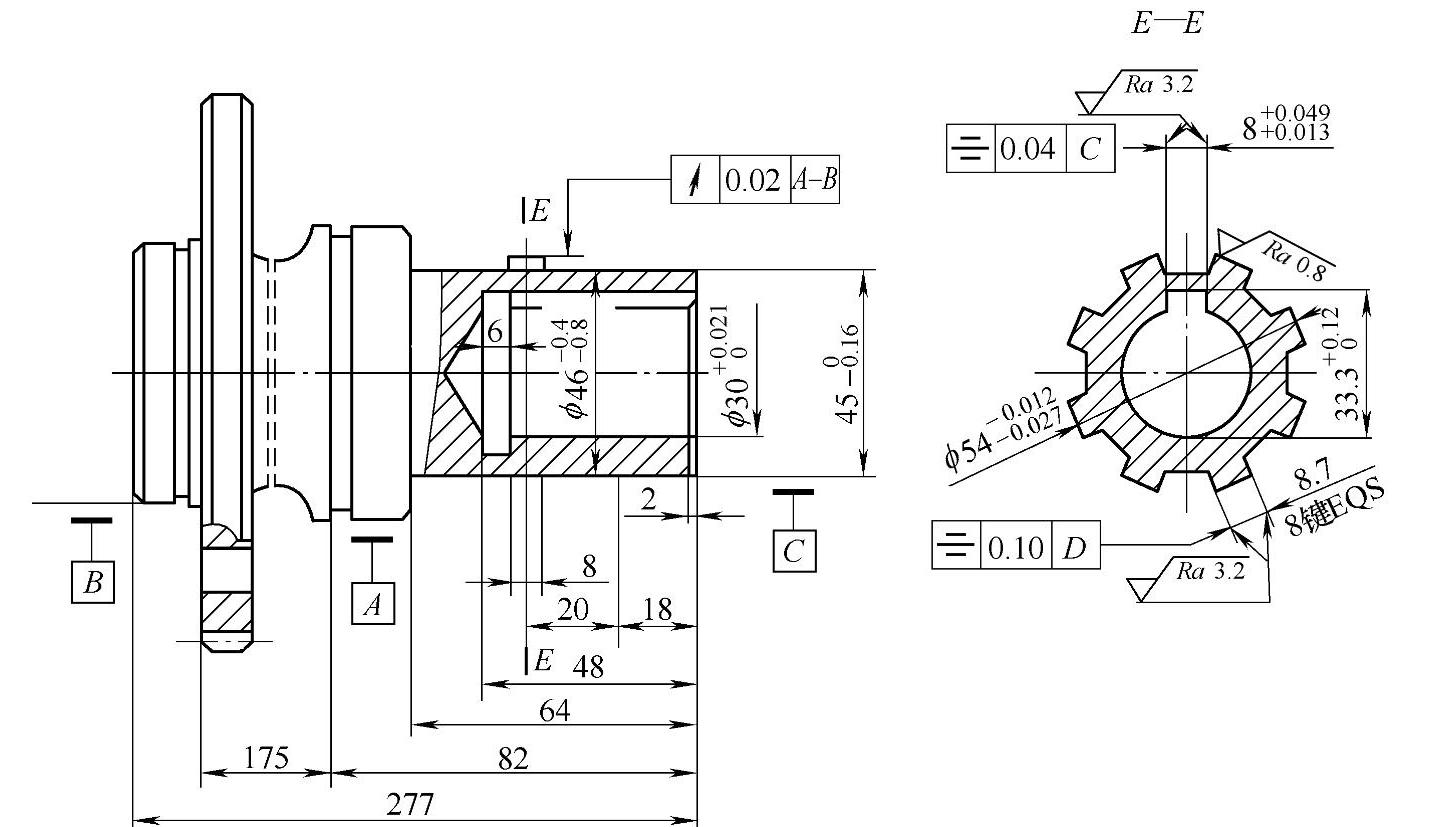
图2-6 原轴齿轮花键配合尺寸情况
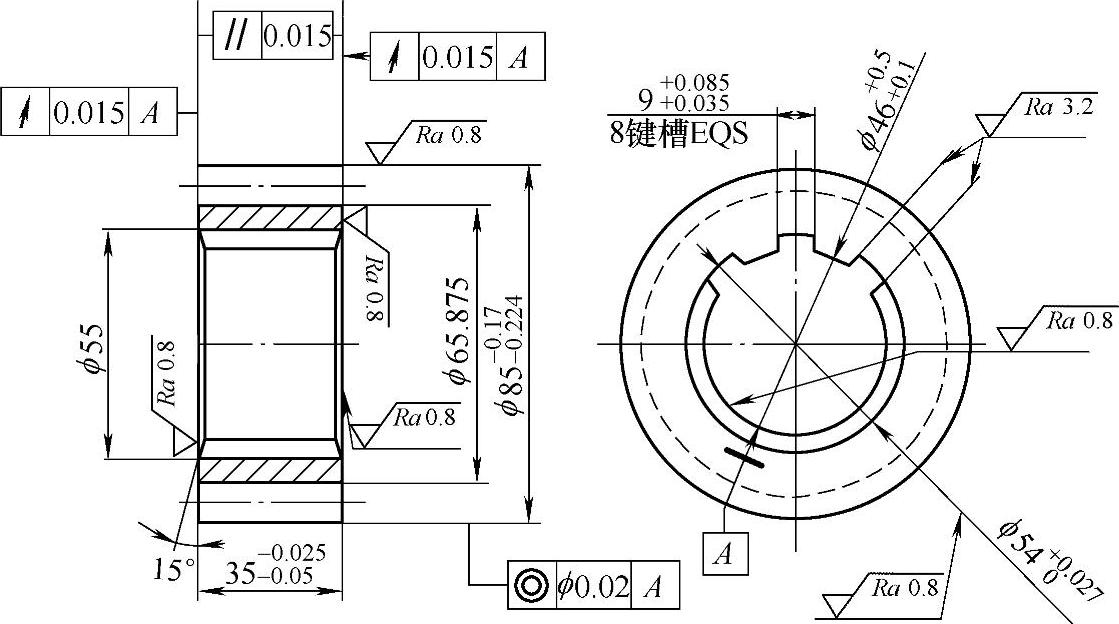
图2-7 原大齿轮内花键槽配合尺寸情况
2.刮削磨损产生的原因
大齿轮出现刮削泵体、泵盖的现象,分析认为可能是在机加工或装配中的某个环节出现了问题,也有可能是工艺问题。从齿轮泵的工作原理可知,由变速器内的轴齿轮带动齿轮泵的大齿轮旋转做功,这就存在轴齿轮与大齿轮是如何连接的问题。一般轴齿轮带动大齿轮旋转是靠矩形花键连接,并以轴齿轮的花键大径定心,如图2-6所示,大齿轮的内花键孔如图2-7所示。由于轴齿轮的花键大径和大齿轮的内花键槽都需要在表面渗碳淬火处理之前进行机加工,渗碳淬火处理之后会产生变形,造成尺寸偏差,这主要是因为20CrMnTi渗碳钢一般需要870~880℃温度进行淬火处理,加上轴齿轮外花键比较单薄,而大齿轮的花键槽经渗碳淬火也存在一定的变形。正是由于薄弱处的变形导致轴齿轮的外花键与大齿轮的内花键槽装配发生困难,几乎无法直接装配。而厂家采取的补救措施是:选择装配加磨削轴齿轮花键外径的办法,选择装配即某一轴齿轮配某一大齿轮。由于渗碳淬火处理造成变形量的不均,因此轴齿轮花键大径的磨削余量较大,轴齿轮与大齿轮花键孔的配合间隙不可能是均匀的,致使大齿轮在旋转过程中无法定心,大齿轮始终不能在一根轴线上转动。由于大齿轮在高速旋转中不能定心,摆动较大,其结果就会出现大齿轮严重刮削泵体、泵盖端面及泵体的内圆周面。当刮削磨损达到一定量后,齿轮泵因无法泵油而失效。
 (https://www.daowen.com)
(https://www.daowen.com)
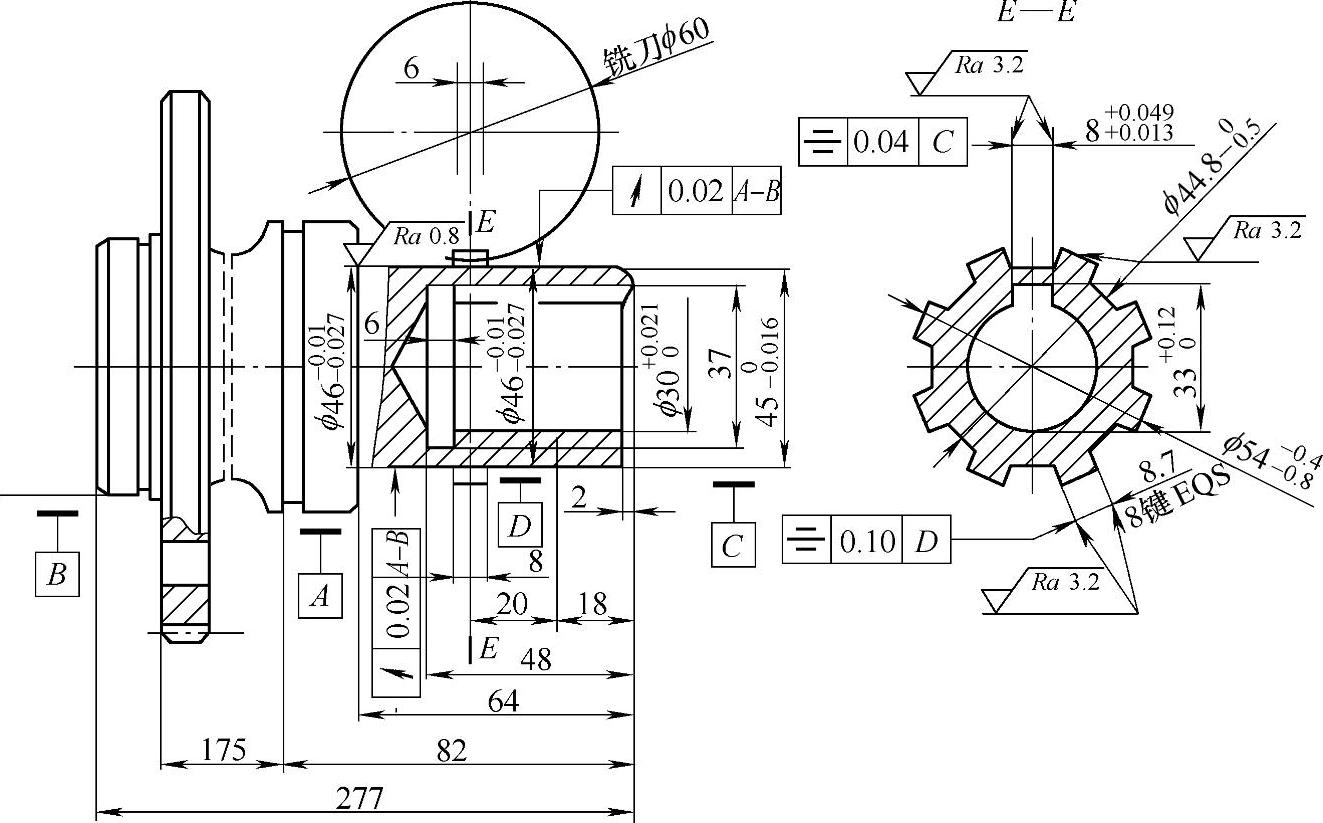
图2-8 改进后轴齿轮花键配合尺寸情况
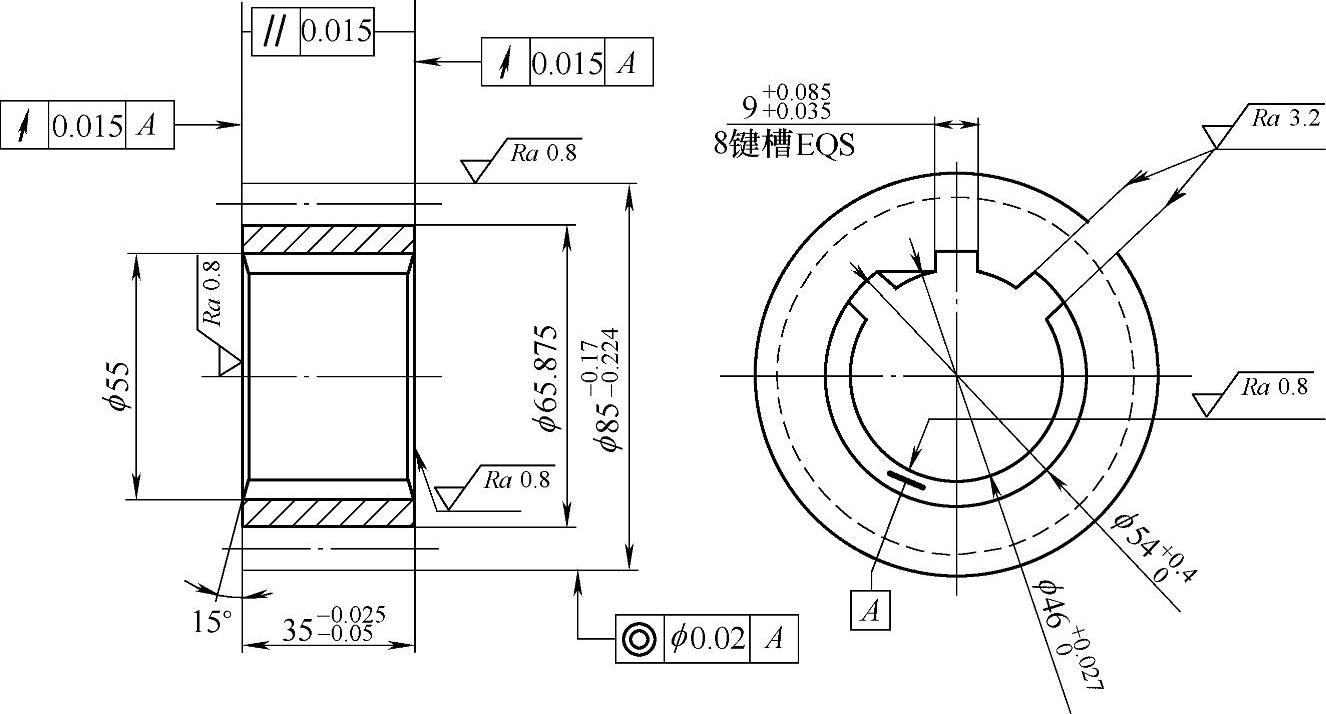
图2-9 改进后大齿轮内花键槽配合尺寸情况
3.消除方法
通过分析,可以在不改变轴齿轮和大齿轮形状和尺寸的情况下,来解决大齿轮的定心问题。具体措施是:改变原采用的轴齿轮花键大径定心方式,将轴齿轮上的外花键与大齿轮上的内花键孔按如图2-8、图2-9所示的尺寸制造,即在最后磨削时将大齿轮花键孔按ϕ46+0.0270mm来制作,而将轴齿轮花键两侧光轴的外径按ϕ46+0.027-0.027mm制作。装配后的最大间隙为0.054mm。轴齿轮外花键处的小径用ϕ60~ϕ80mm铣刀铣至ϕ44.8-0.50mm,使其不影响大齿轮与轴齿轮的装配。另外,为了防止渗碳淬火后轴齿轮花键齿(厚度8mm)变形导致装配困难,将轴齿轮花键大径按ϕ54+0.40-0.80mm制作,而大齿轮花键孔大径按ϕ54+0.400mm制作,该处配合有0.4~1.2mm的间隙。对于键槽宽度,轴齿轮按8.70-0.200mm制作,大齿轮按9+0.085-0.035mm制作。由于大齿轮键槽是通孔,因此不存在装配困难的问题。
4.效果
通过改变轴齿轮与大齿轮的连接配合部位,以及严格控制装配间隙,使大齿轮转动有了确定的轴心,改变了原来大齿轮高速旋转时无法定心的问题,从而有效地控制了大齿轮刮削磨损泵体、泵盖端面及内圆周面的现象。改进后的齿轮泵(变速用)使用寿命大有提高。一般能达到两个大修期以上,而且不增加任何成本,加工方便,轴齿轮与大齿轮也不需要选配。从根本上解决了变速齿轮泵早期刮削磨损失效的问题,取得了明显的经济效益。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





