
挖掘机工作液压缸的活塞杆部位的螺纹在使用中常常发生断裂,连同8×ϕ50mm销都被拉断。因而工作时需要经常更换调整液压缸或连接销,这就限制了生产能力的发挥,同时也给安全生产带来较大的隐患。
1.故障分析和理论研究
如图1-76所示,由于液压缸活塞部分活塞杆与活塞的联接是采用螺纹联接,根据液压缸的受载状态,活塞杆的功能类似大螺栓,而活塞部分的件8是个大螺母。现就单个螺栓的联接情况作受力分析:由液压缸的工作原理可知,螺栓属于受拉状态。受拉螺栓在轴向拉力(包括预紧力)的作用下,螺栓杆和螺纹部分可能发生塑性变形或断裂。根据液压缸已经破坏的情况分析,活塞杆螺纹的拉伸强度不够。
(1)活塞部分螺纹连接的预紧力 绝大部分的螺纹连接在装配时都必须拧紧,使连接在承受工作载荷之前受到预紧力的作用。预紧的作用在于增强连接的可靠性和紧密性,以防止螺纹受载后在连接件之间出现缝隙或发生相对滑移现象。适当选用较大的预紧力,对于提高螺纹连接的可靠性及连接件的疲劳强度都是有利的。液压缸活塞部件的连接也是这样。通常情况下,拧紧后的螺纹连接件的预紧力不得超过其材料的屈服极限σS的80%。
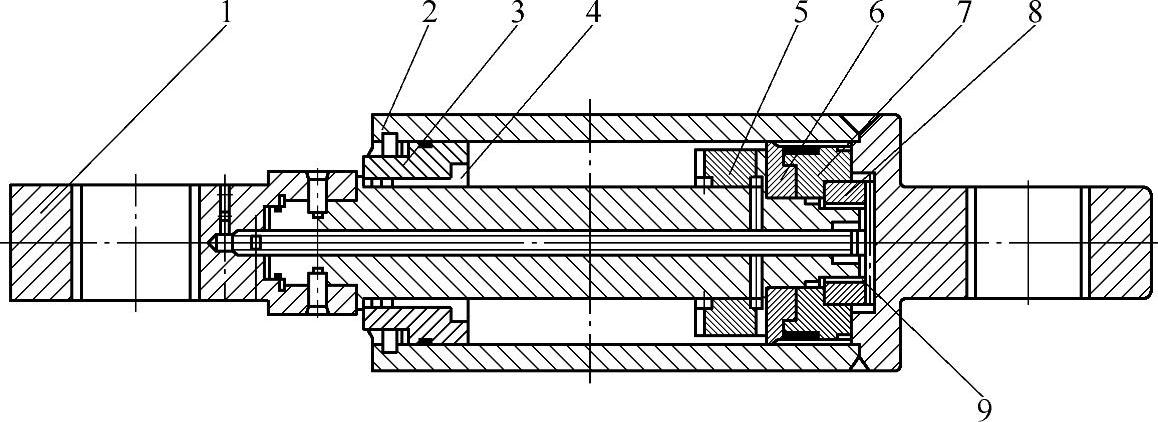
图1-76 原总图
1—耳座 2—缸体 3—导向套 4—铜套 5—距离套 6—活塞垫 7—活塞 8—大螺母 9—销(8×50)
(2)液压缸工作状态下的受力 在受力状态下,液压缸的活塞部分受力属于既承受预紧力又承受工作拉力的紧螺栓连接。这种紧螺栓的连接在承受轴向载荷后,由于螺栓与被连接件的弹性变形,螺栓所受的总拉力F并不等于预紧力和工作拉力之和。据理论分析螺栓的总拉力:

式中,F0为螺栓的预紧力(N);F为液压缸工作拉力(N);Cb为螺栓的钢度(N/m);Cm为被连接件的钢度(N/m);Cb/(Cb+Cm)为螺栓的相对刚度。
由于液压缸的工作介质是油,故Cm值接近于0,Cb/(Cb+Cm)≈1,那么

根据液压缸的技术要求,安全阀的开启压力为32MPa,故设定p=32MPa;A2为液压缸左侧环形截面积(m2)。考虑到液压缸活塞杆活塞部分在总压力F的作用下,得到螺栓的拉伸条件为
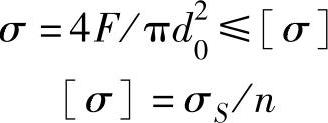
式中,[σ]为螺栓的屈服极限,取值[σ]=900MPa;d0为活塞杆内腔孔直径d0=ϕ30mm;n为安全系数,取n=1.3经代入上面各式可得,活塞杆部分的螺纹区域直径d1≥ϕ75.7mm。尽管后部用8×ϕ50mm销连接,但在不连续的冲击作用下,原先设计的活塞杆部件的螺纹直径(d1=ϕ70mm)就显得不够。
2.提高螺栓连接的改进设计(www.daowen.com)
(1)活塞部分结构参数的改变 根据上述计算结果,结合液压缸现有结构的实际情况,同时考虑受力的不连续性、冲击性,选用活塞杆螺纹部分的直径d2=ϕ90mm,原活塞部位活塞杆直径ϕ90mm改为ϕ105mm,如图1-77所示。
液压缸活塞杆的材料选用40Cr是比较合理的,一方面活塞杆本身强度所需,另一方面液压缸在工作时,经常会发生冲击、振动。因此选材时,选用螺母的材料强度级别应低于螺栓材料的强度级别,螺母的硬度稍低于活塞杆螺纹部分的硬度(约低于20~40HB),以减少磨损及避免螺旋咬死,同时更换螺母也比较方便。原设计采用45钢,现采用35钢或45钢。
(2)改善螺纹牙间载荷分布不均的现象。以上结构件的改变,可以大大增加液压缸的寿命。不论螺栓连接的具体结构如何,活塞部分的总拉力都是通过螺纹牙面相接触来传递的。由活塞杆与其螺母的刚度及变形的性质不同,即使制造和装配精度都很高,各圈螺纹上的受力也是不同的。如图1-78所示。
活塞杆相对受拉时,活塞杆外螺纹的螺距增大,螺母受压缩,内螺纹的螺距减小。螺纹距离的变化差以旋合的第一圈为最大,依次逐减。如图1-79所示是旋合螺纹间载荷分布图。可以证明,约有1/3的载荷集中在第1圈上,第8圈后的螺纹牙几乎不承受载荷。因此增加螺母厚度并不能提高连接的强度。所以把原设计件8的大螺母改制成如图1-80所示的大螺母结构形式,使螺母有30mm长的旋合部分全部受拉,其变形性质与活塞杆螺纹部分相同,从而可以减少两者的螺距变化差,使螺纹牙上的载荷分布趋于均匀,这样也大大提高了连接件的寿命。
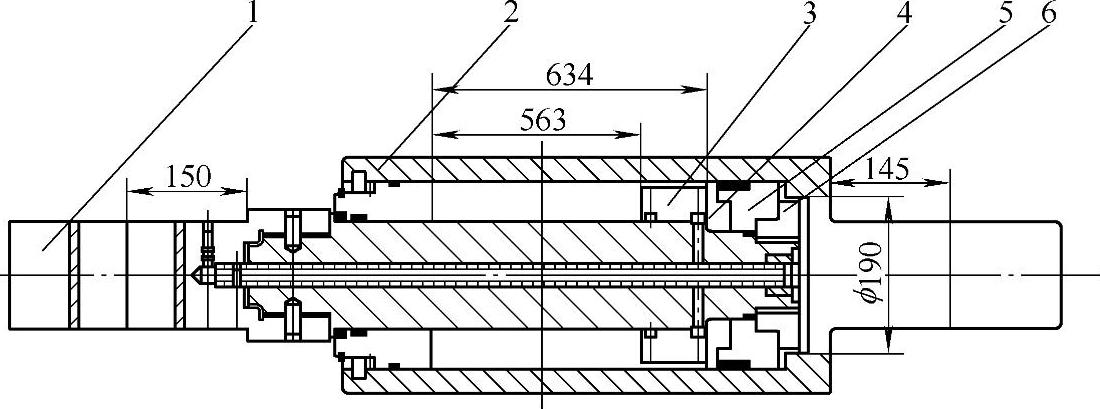
图1-77 改进型设计
1—耳座 2—缸体 3—距离套 4—活塞垫 5—活塞 6—大螺母
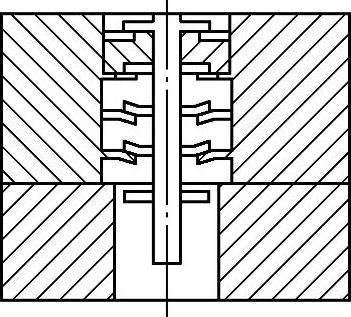
图1-78 旋合螺纹的变形示意图
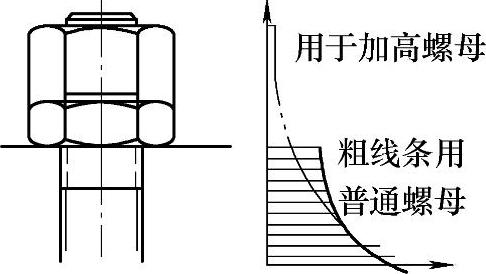
图1-79 旋合螺纹间的载荷分布图
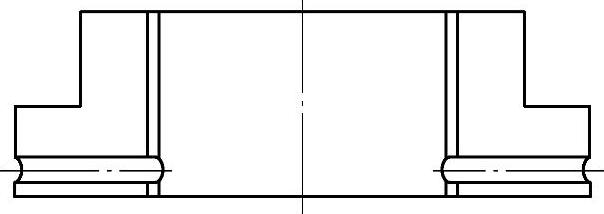
图1-80 大螺母
再者,考虑到制造成本,图1-76中的导向套3连同铜套、弹簧挡圈等,改造成图1-77所示的导向套结构形式,并用DM130×3×45导向环导向。这不仅使加工工艺简单,还省去材料费较贵的铜套,而且更换导向套也方便。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





