根据涂料技术条件和试验方法要求,将涂料在规定底材上制成固体漆膜。然后对其物理和机械性能进行检测。
(1)光泽的检验 先在玻璃上制备漆膜,然后用入射角为45°的光投射在平面放置的漆膜上,再用光电光泽计,即可测定出漆膜的光泽。目前,常用DFH-66光电光泽计。
(2)颜色及外观的检验 采用目测法,与标准样板比较。按《漆膜一般制备法》(GB1727—1992),将测定样品与标准样品分别在铁板上制备漆膜,待漆膜实干后,将两板重叠1/4面积,在天然散射光线下检查,根据产品标准检查颜色和外观。
(3)硬度的检验 目前,测试硬度的方法是摆杆硬度计测试法:这是涂料国标采用的方法,如图8-1所示。
要点:
●硬度的测量,是以一定重量的摆杆在漆膜上摆动一定的振幅衰减(从5°减少至2°)所需的时间与摆杆在未涂漆膜的玻璃板上摆动同样的振幅衰减所需时间的比值。
使用前,要校正玻璃值从5°摆动衰减2°所需时间为(440±6)s,以此数除以漆膜时的摆动值,来表示其硬度。
(4)耐磨性的检验 利用强磨损材料(石英砂)在一定速度及一定压力下落在漆膜上而使其磨损,即用一定大小的砂粒由180cm高度落下时,将漆膜破坏所需之砂粒的重量,来表示其耐磨的程度。
耐磨仪如图8-2所示。它是由垂直固定着的内径为4~6cm、长为180cm的玻璃管组成。试验时,把涂有漆膜的试件置于玻璃管下的倾斜面上,砂粒经漏斗管向下流,落在漆膜上,直致使漆膜被磨破为止,称取收集的砂粒重量,即为耐磨程度。
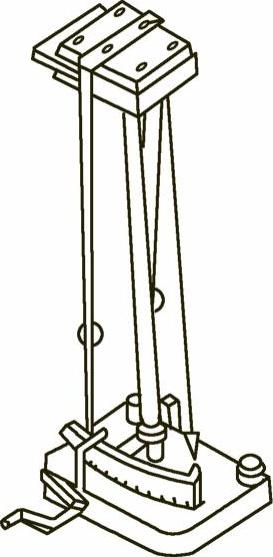
图8-1 摆杆硬度计外形
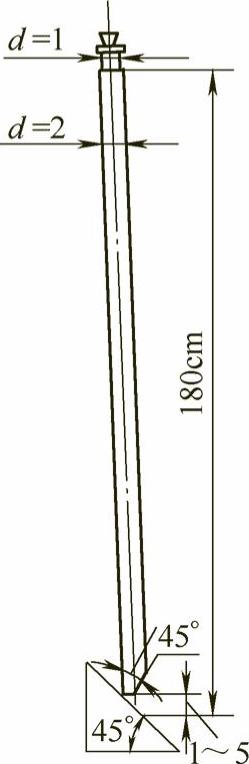
图8-2 耐磨仪外形
(5)附着力的检验 我国国标采用画圈法,即以留声机唱针做针头,把样板固定在能移动的试验台上,在移动的同时以做圆圈运动的钢针刺穿漆膜,并刻画出重叠圆滚线的纹路,从圆滚线的纹路中观察漆膜破坏的位置,来确定漆膜的附着力。钢针对漆膜的破坏作用,除垂直的压力外,还有钢针的运动而发生的剥离作用。附着力测定仪如图8-3所示。漆膜附着力的等级共分7级,1级最好,如图8-4所示。
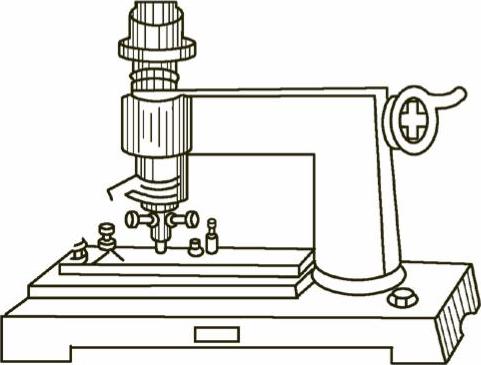
图8-3 附着力测定仪外形
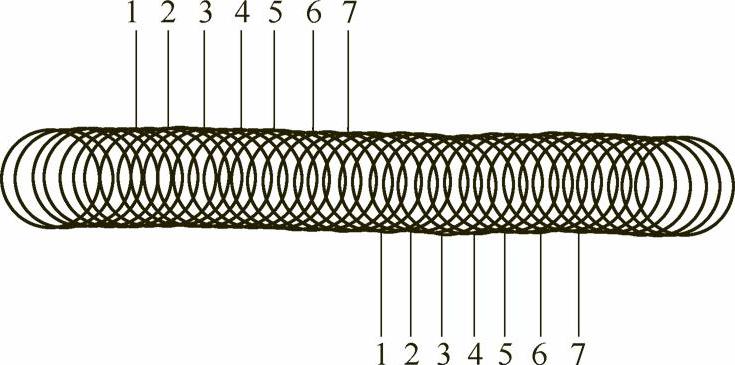
图8-4 漆膜附着力等级
1~7—漆膜附着力的等级
测定时,将样板放在试验台上并固定,在荷重盘上酌加砝码,使转针的尖端接触到漆膜,并能划至金属层。按顺时针方向,均匀转动摇柄,转速以80~100r/min为宜,圆滚线划痕标准周长为(7.5±0.5)cm,取出样板,用漆刷除去划痕上的漆屑,以四倍放大镜检查划痕并评级。
以样板上划痕的上侧为检查目标,依次标出1、2、3、4、5、6、7七个部位,相应分为七个等级,按顺序检查各部位的漆膜完整程度,如某一部位的格子有70%以上完好,则定为该部位是完好的,否则应认为损坏。
例如:部位1漆膜完好,附着力最佳,评为1级;部位1漆膜损坏。而部位2完好,附着力次之,评为2级。依此类推,7级为附着力最差。
采用画圈法来测定附着力,虽然包括漆膜的变形和破坏时的抵抗力,但由于仪器结构的限制,不能用在现场。因此,使用单位一般是采用画格法。即采用单面刀片,在平整的漆膜上横竖垂直切割4条划痕至底金属,形成9个小方格,每个方格长为1mm,然后在划格板上再贴一种很粘的胶纸或胶布,随后用力拉开,观察漆膜是否拉掉,以测定其附着力。
(6)冲击强度的检验 根据GB1732-1993《漆膜耐冲击测定法》,漆膜的耐冲击强度是以重锤重量与其落于漆膜样板上而不引起漆膜破坏的最大高度的乘积(1kgf·cm)来表示。
要点:
●检验时,将涂漆样板放在冲击试验器(图8-5所示)下部的铁砧上,漆膜朝上。
●样板受冲击部分距边缘不少于15mm。每个冲击点的边缘相距不得少于15mm。重锤控制装置维持在产品标准规定的高度,按压控制钮,重锤即自由落下并冲击冲头,冲头冲击漆膜样板。
●提起重锤,取出样板,用4倍放大镜观察,判断漆膜有无裂纹、皱纹及剥落等现象。
●试验应在恒温、恒湿的条件下进行。
(7)厚度的检验 根据GB1764-1979《漆膜厚度测定法》的规定,漆膜厚度的测定采用杠杆千分尺或磁性测厚仪测定。
要点:
●采用杠杆千分尺测定时,首先应校正杠杆千分尺的“0”位,然后取距样板边缘不小于1cm的上、中、下三个位置进行测量。
要点:
●将没有涂漆的底板放于微动测杆与活动测杆之间,慢慢旋转微分筒,使指针在两公差带指针之间,再调整微分筒上的某一条线与固定套筒上的轴向刻线重合。
●为了消除测量误差,可在原处多测几次。读数时,把固定套筒、微分筒和表盘上所读得的数字加起来,即为所测厚度值、,
●然后涂上漆样,按规定时间干燥后,再用此法在相同位置测量,二者之差即为漆膜厚度。
●取各点厚度的算术平均值,即为漆膜的平均厚度值。
采用磁性测厚仪,仅适用于钢铁工件的涂膜厚度的测定。
(8)柔韧性的检验 测定柔韧性,是将涂漆的金属板在一定直径的轴棒上弯曲,轴棒的直径有1mm、2mm、3mm、4mm、5mm、10mm六种,弯曲的直径越小,则漆膜的柔韧性越大,所以通过1mm的柔韧性最好,一般要求涂料的柔韧性为1~3mm。
测定时,常采用柔韧性测定器,如图8-6所示。
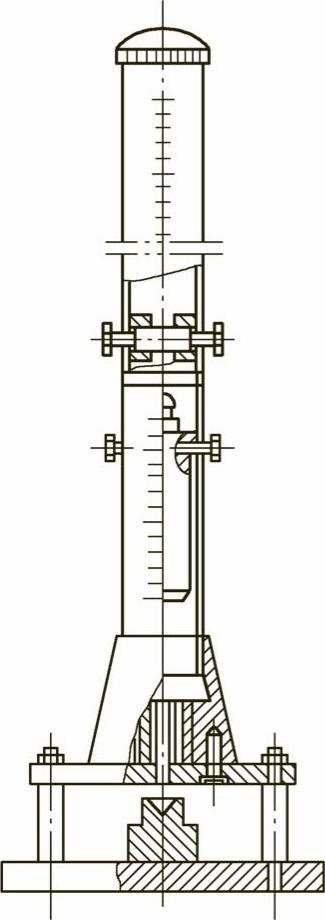
图8-5 冲击试验器外形
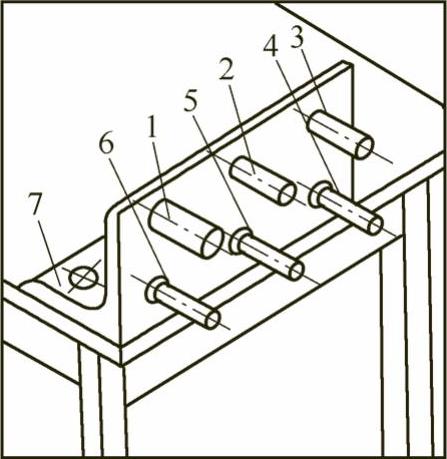
图8-6 柔韧性测定器外形(https://www.daowen.com)
1~6—轴棒 7—板台
要点:
●先按GB1727—1992《漆膜一般制备法在铁板(或按产品规定标准)上制备漆膜。
●待漆膜实干后,在恒温恒湿条件下,漆膜朝上,用双手将涂漆样板紧压于按产品标准规定直径的轴棒上,绕棒弯曲,弯曲后用双手拇指应对称于轴棒中心线,弯曲动作必须在2~3s内完成。
●漆膜弯曲后,用4倍放大镜观察,如有网纹、裂纹及剥落等破坏现象,即为不合格。
(9)耐候性的检验 主要采用大气曝晒试验法,将样板置于大自然曝晒之中,定期检查漆膜的失光、变色、粉化、起泡、干裂及脱落。
1)试验时,应先做两块样板,一块叫曝晒样板,尺寸为150×250×(0.8~1.5)mm,用来进行试验;另一块叫标准样板,尺寸为70×150×(0.8~1.5)mm,作为标准板,妥善地保存于室内,以备对比时使用。
2)样板应在室内维护5~7天后再进行投试。
3)样板投试前,应预先观察漆膜外观状态和物理机械性能,并作记录。
4)此后,将样板放在钢铁或木材制的曝晒架上。
5)检查样板的周期一般规定为:在曝晒的第一至第三个月内,每隔15天检查一次。从第四个月起,每月检查一次,一年以后每季检查一次。在雨天或天气骤变时应随时检查,如有异常现象应做记录。
要点:
●检查时,将样板拿到室内,首先用软毛刷将样板表面灰尘扫掉,检查粉化。
●然后将样板用软布或海绵在水中擦洗干净,待晾干后再检查失光、变色等项目。
(10)耐水性的检验 进行耐水性能的检验时,可视情分别进行冷水试验和沸水试验。
1)冷水试验。将已实干的涂漆样板用蜡和松香(1∶1)的混合物封边,并在背面涂1层石蜡,将涂漆样板的2/3面积放入温度为(25±1)℃的蒸馏水中浸泡24h(或按产品标准规定),然后将样板自水中取出,用滤纸吸干水珠,在(25±1)℃、相对湿度(65±5)%下观察,如漆膜有剥落、起皱等现象,为不合格;如有起泡、失光、变色、生锈等现象,记录其现象及恢复时间,合格与否,按产品标准规定。
检验时,以两块样板均能符合产品标准规定为合格。
2)沸水试验。需在沸水中做试验时,按《漆膜一般制备法》G(B1727-1992),在3块铁板(或按产品标准规定)上制备漆膜。将涂漆样板的2/3面积浸挂在沸腾的蒸馏水中,按产品标准规定时间后取出,按上述规定检查。
(11)耐腐蚀性的检验 检验漆面的耐腐蚀性有以下两种方法:
要点:
●耐3%的食盐水:将制好的样板浸泡在温度为20~25C的3%的食盐水中,浸泡一定时间(h),检测漆膜的破坏和腐蚀情况。
●耐盐雾:在温度为(30±1)℃及相对湿度为95%的条件下,每隔15min喷入造海水雾一次(30s)(人造海水雾成分:NaCl2 7g/L、KCl 1g/L、MgCl2 6g/L、CaCl2 1g/L、pH值6.5~7.2之间)。
(12)耐光性的检验 将试验样板放在距水银石英灯180mm处,水银石英灯功率为500W。照晒一定时间(h)后检查漆膜失光、变色等破坏情况。
(13)耐汽油性的检验
1)用已实干的涂漆样板于(25±1)℃下,将其一半悬露在空气中,另一半浸入同温度的汽油中,浸泡时间按产品标准规定。
2)在试验过程中,汽油槽应加盖,如图8-7所示。
3)经过规定的浸泡时间后。取出涂漆样板,用滤纸吸干油珠,进行检查。
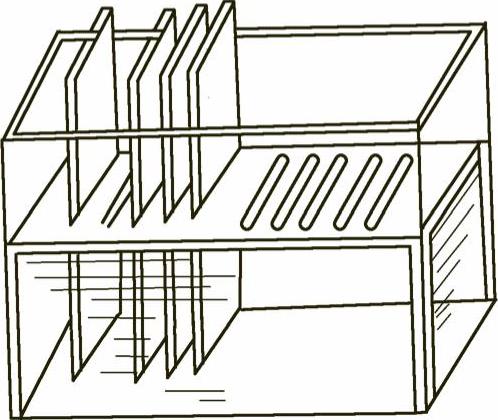
图8-7 装汽油的玻璃槽
4)漆膜表面不允许有起层、皱皮、鼓泡、剥落等现象。
5)如有变软、变色、失光,则放置1h后,观察漆膜恢复程度,用1cm宽的白纸条遮住浸泡界线,当浸泡部分与未浸泡部分基本看不出差别,即认为是恢复(如产品标准另有规定,则按产品标准规定检查)。
6)检查时,以两块样板均能符合产品标准规定为合格。
(14)干燥性能的检验 先制备好漆膜,然后按产品标准规定的干燥条件进行干燥,每隔若干时间或达到产品标准规定时间,在距膜面边缘不小于1cm的范围内,选用下列方法检验漆膜是否为表面干燥或实际干燥。
1)表面干燥时间测定法。
要点:
●吹棉球法。在漆膜表面上轻轻放上一个脱脂棉球,用嘴距棉球10~15cm,沿水平方向轻吹棉球,如能吹走,漆膜面不留有棉丝,即认为表面干燥。
●触指法。以手指轻触漆膜表面,如感到有些发粘,但无漆粘在手指上,即认为表面干燥。
2)实际干燥时间测定法。
要点:
●压滤纸法。在漆膜上放一片定性滤纸(光滑面接触漆膜),滤纸上再轻轻放置干燥试验器,同时开动秒表,经30s,移去干燥试验器,将压板漆膜朝下,滤纸能自由落下,或在背面用握板之手的食指轻敲几下,滤纸能自由落下而滤纸纤维不被粘在漆膜上,即认为漆膜实际干燥。
要点:
●压棉球法。在漆膜表面放一个脱脂棉球,于棉球上再轻轻放置干燥试验器,同时开动秒表,经30s,将干燥试验器和棉球拿掉,放置5min,观察漆膜无棉球的痕迹及失光现象,漆膜上若留有1-2根棉丝,用棉球能轻轻地掸掉,均认为漆膜实际干燥。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






