在汽车维修厂,除锈一般采用上述的两种方法。如果是整板件除旧漆或整车除锈,以及在汽车制造厂除锈还有以下几种方法。
1.滚光法除锈
滚光处理是利用装有磨料和零件的滚筒,在电动机的带动下做旋转运动,零件在滚筒内不断与磨料翻滚磨搓,以清除零件上由于铸造或冲压所形成的毛刺、氧化皮和铁锈。与抛光、磨光处理的方法相比较,能降低生产成本和费用、提高生产率。滚光处理也称为甩砂处理。
2.高压水除锈
高压水处理是利用高压水流的冲击力来进行除锈,是较先进的除锈工艺方法,适用于处理大面积的金属锈蚀物、氧化皮、旧涂膜等。该方法是利用专用的处理设备,以很高的自动化程度应用高压水处理,具有处理效率高、成本低的优点。常用的高压水连续射流压力为20~80MPa。
3.喷砂法除锈
其设备和操作方法与前述喷砂的法除旧漆膜相似。
干喷砂方式有吸入式、压力式、自流式、离心式等,企业中常用的是吸入式和压力式。吸入式设备简单,但效率低,适用于小零件的生产。压力式设备大(主要适用于中、大型零件),功率大,效率高,因此适用性广,多用于批量大、产品多的生产单位使用。
湿喷砂的方式通常有雾化喷砂、水—气喷砂和水喷砂三种。湿喷砂是在砂料中加入定量的水和防锈剂使之成为砂—水混合物。湿喷砂能减缓砂料对金属材料的冲击作用,减少金属材料的去除量,改善金属的表面粗糙度。湿喷砂的工作原理及特点如表2-2所示。
表2-2 湿喷砂的工作原理及特点
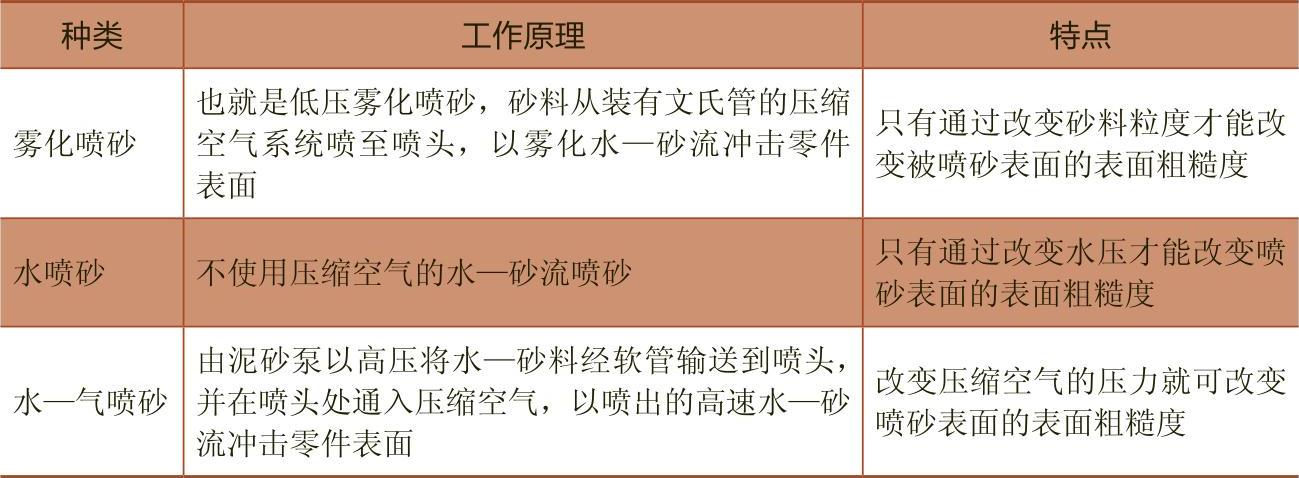
表面处理最适用的是水—气喷砂,砂料为三氧化二铝。其特点是不易粉化、砂料可以循环使用、劳动条件得到改善、污染减轻,还可以用碳化硅砂、锆镁砂等,但由于价格昂贵,很少采用。
在不宜采用湿喷砂时,根据涂装件形状、结构的复杂程度,进行干喷砂处理,此时喷砂件应干燥,砂料需烘干或晒干。干喷砂的空气压力应根据被处理件的材质、结构形状、工件厚度以及加工件的余量来确定。其中工件厚度小于3mm的不采用喷砂处理,主要是由于工件壁薄,易产生变形,而应采用手工打磨和机械打磨的处理方法。厚度大于3mm的工件才采用喷砂处理。
干喷砂分间断工序和连续工序两种。间断工序在一个封闭或敞开式的喷砂场地进行,适用于大件。其特点是形状复杂的部位均可以喷到,但劳动强度大、工作效率低。
干喷砂施工工艺程序是:脱脂一干喷砂一清理一磷化处理一冷水洗一热水洗一自干或风干一涂装(涂底漆)。湿喷砂的工艺流程与干喷砂的基本相同。
干喷砂后,表面为均匀的无光泽灰色(喷砂色)表面,要求达到GB/T8923—2011规定的表面处理级别。
湿喷砂后,表面为均匀、致密、无光泽或半光泽的灰色(喷砂色)表面,要求与干喷砂的相同。(www.daowen.com)
喷砂的工作压力应在0.04~0.56MPa范围内,湿喷砂一般选用0.56MPa的工作压力。
4.抛丸法除锈
抛丸法除锈工作原理是丸粒从旋转的叶轮经分配室的窗口射向转动轮的叶片上,在离心力的作用下,以80m/s的速度向被处理表面喷射多达130kg/min的丸粒,丸粒喷流呈扇形。抛丸设备分断续工作式和连续工作式两种。可通过改变叶片方向、扩大抛料流密度以及增大被处理件的包容面积,达到提高生产能力的目的。
维修提示:
●固定抛丸设备的自动化程度高,但只适用于板材和型材的表面处理。
在抛丸处理前应将待处理件预热到40~45℃,目的是为了去掉金属表面的潮气,同时也缩短处理和涂装的干燥时间。处理氧化皮和铁锈使用丸粒粒径为0.5~1.5mm。粒径过细不能保证完全清除掉氧化皮,粒径过大则会产生不均匀的粗糙表面,影响涂膜的外观质量。
5.化学法除锈
化学除锈法有酸洗除锈、综合除锈、碱洗除锈、电解除锈、无污染循环除锈等方法。
(1)酸洗除锈 酸洗除锈是利用酸与金属表面的锈蚀物(铁的氧化物)反应,生成可溶于水的盐类来进行处理的。
(2)综合处理方法 综合处理法是在一个槽液中,同时进行脱脂、除锈等处理的方法。有脱脂、除锈“一步法”,脱脂、除锈、磷化“三合一法”,脱脂、除锈、磷化、钝化“四合一法”。综合处理法简化了生产工序,提高了处理效率,减少了清洗设备和占地面积,节省了清洗用水及处理材料。采用弱酸磷酸作溶液,对人体和环境污染减轻,越来越得到推广使用。
(3)碱性除锈 即使用碱性络合物溶液来溶解铁锈。
(4)电解除锈方法 电解除锈是把待处理件浸放在电解液中通以直流电,通过电化学反应达到除锈目的。
(5)无污染循环除锈剂除锈法 它通过分解金属表面的氧化物锈蚀,破坏所有有助于氧化的媒介物,从而使金属表面达到干净无锈的状态。在此过程中,金属表面形成完整的钝化微元,以阻止进一步氧化锈蚀,并为涂漆或电镀提供额外的附着点及洁净的附着面,而金属加工精度及各种性能均不改变。
6.超声波清洗除锈
超声波清洗设备主要由清洗槽和超声波发生器组成,超声波发生器包括电源和换能器。
超声波电源将50Hz的工频电通过逆变转化成20kHz以上的高频电输送到换能器上,换能器的压电元件将电能转换成强有力的高频振动,这种振动振幅很小,约为几微米到几十微米,但具有很高的加速度。当多个换能器被施加相同频率及电位的电压时,就合成一个巨大的无形活塞做高频往复振动,这种振动在液体中传播,在适当的条件下,产生“空化”作用,对于表面的油污、氧化皮等起到撞击、剥离作用,从而达到了清洗除锈的效果。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





