所谓打磨机打磨除漆,就是采用专用电动(气动)打磨机来进行清除旧漆的方法。一般是用于小面积的旧漆膜剥离。由于采用电动(气动)工具,使工人的劳动强度降低,除漆效率高。
1.打磨操作安全注意事项
1)打磨工应该佩戴防护眼镜和防护面罩。
2)检查打磨机叶轮的品种及规格是否与当前操作所要求的性能相一致。维修提示:
破损的叶轮,哪怕只有很小一点缺陷,也绝不能继续使用。
3)检查电源是否在该产品所规定的范围内。
4)将电源插头插入电源插座之前应仔细检查打磨机的电源开关是否关闭。
5)更换叶轮时,务必认真按照说明书的要求操作。
6)绝不可采用电动打磨机打磨铝材、塑料等。
7)绝不可采用电动打磨机交叉打磨曲面弧度较大、凸出很高的表面或非常凹的表面。
8)绝不可采用电动打磨机打磨边角、皱褶缝、焊缝、粘接处或刮涂过塑料密封胶的区域。
9)操作打磨机时,一定要在接触到钣金件表面后,才能开动打磨机。维修提示:初始接触如的果区打域磨产机生在很接深触的到划钣痕金并件且表使面打之磨前机开控动制,困由难于。空转转速过高,会在
10)为了防止钣金件过热变形,不要将打磨机在一个位置打磨时间过长。
11)不允许采用粗砂磨料以90°角交叉打磨凸出很高的表面,这样做将会造成很深的打磨伤痕,以后将很难将其除去。
12)千万不要让粗砂磨料接触打磨区域附近完好的油漆表面,应用胶带把完好的涂层部位保护起来。
2.打磨机的选择
(1)打磨机 打磨机可以利用电力驱动,也可以利用压缩空气驱动。电动打磨机与气动打磨机外形如图2-29和图2-30所示。
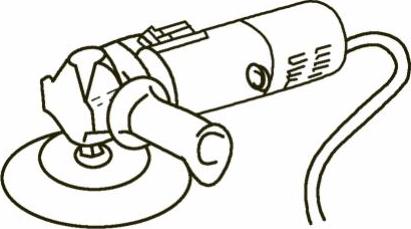
图2-29 电动打磨机
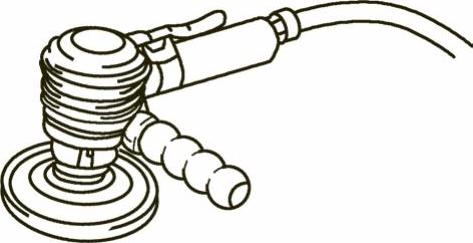
图2-30 气动打磨机
由于喷漆车间内有易燃物品,要尽量减少电动工具的使用,所以主要采用压缩空气驱动的气动打磨机。气动打磨机主要有4种类型:
①单作用打磨机。打磨盘垫绕一固定的点转动,砂纸只作单一圆周运动,称为单一运动圆盘打磨机或单作用打磨机,如图2-31所示。这种打磨机的转矩大。低速打磨机主要用于磨去旧涂层,钣金磨就属于这类打磨机;高速打磨机主要用于漆面的抛光,也就是抛光机。
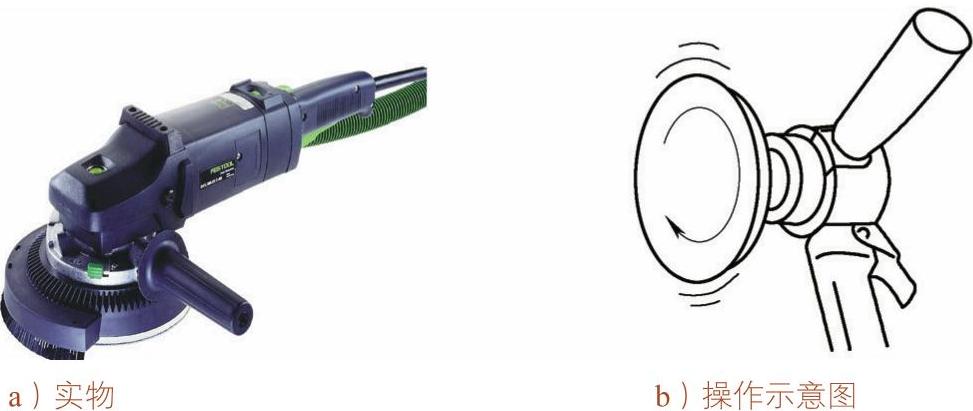
图2-31 单作用打磨机
②轨道式打磨机。轨道式打磨机的砂垫外形呈矩形,便于在工件表面上沿直线轨迹移动,整个砂垫以小圆圈振动,此类打磨机主要用于腻子的打磨,如图2-32所示。该类打磨机可以根据工件表面情况采用各种尺寸的砂垫,以提高工作效率,轨迹直径亦可改变。
③双作用打磨机(偏心振动式)。打磨盘垫本身以小圆圈振动,同时又绕其自己的中心转动,因而兼有单运动及轨道式打磨机的运动特点,如图2-33所示。其切削力比轨道式打磨机强。在确定打磨机用于表面平整或初步打磨时,要考虑轨道的直径,轨道直径大的打磨较粗糙,反之较细。
④往复直线式打磨机。砂垫作往复直线运动的,称为直线式打磨机,主要用于车身上的特征线和凸起部位的打磨。
电动打磨机的类型与气动式基本相同。
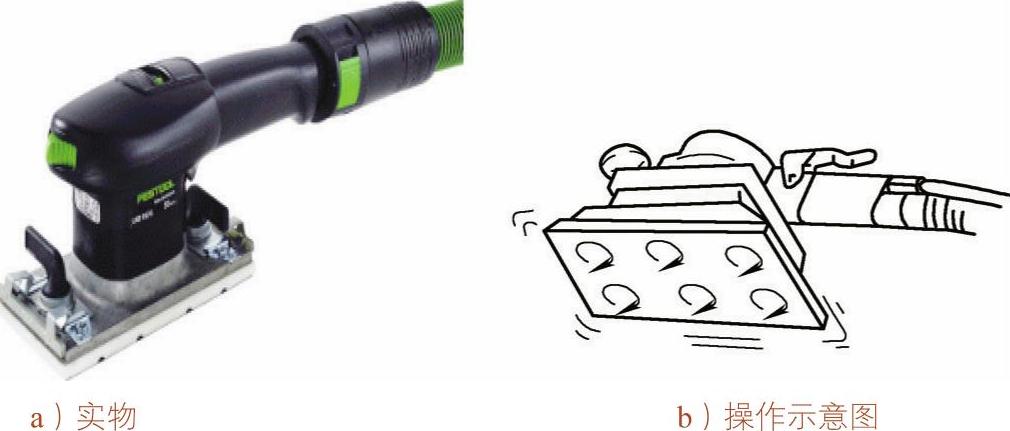
图2-32 轨道式打磨机
(2)打磨机的选择 电动打磨机的主要优点是转速调节范围大,打磨力量大,使用方便。所谓使用方便,一是指只要有电源的地方就可以使用,不必专门的气源;二是指使用方法简单,故障少;三是可以通过更换打磨头,实现多用途。
电动式打磨机选择时,首先应根据操作者的体格和体力,选择大小适宜的打磨机,否则,太大则很快疲劳,不能持续作业,太小则效率低。然后再选择转速稳定,输出力量大,振动小的为宜。
打磨头的形状有两种,如图2-34所示。其中有倒角的一种使用起来比较方便,对于板件的边角均能进行很好的打磨。
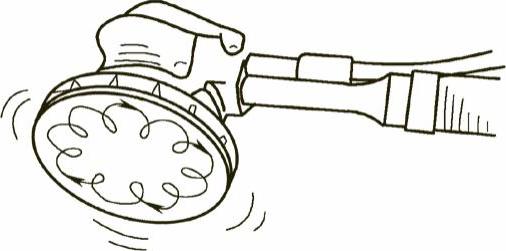
图2-33 双作用打磨机

图2-34 两种形状打磨头的使用比较
打磨头尺寸的大小选择应视打磨面积来决定。如对车顶和发动机室罩等大面积的打磨时,可使用直径为18cm的打磨头,以加快作业速度;小面积剥离时,可以使用直径为10~12cm的打磨头,使用起来比较方便。
维修提示:
●注意:电动打磨机在剥离涂膜作业时,如果使用的是硬的打磨头时,要保持与涂膜表面相平行,否则会在金属表面留下划痕。
●如果是柔性打磨头,与涂膜表面的接触方式应采用如图2-35所示的方式。
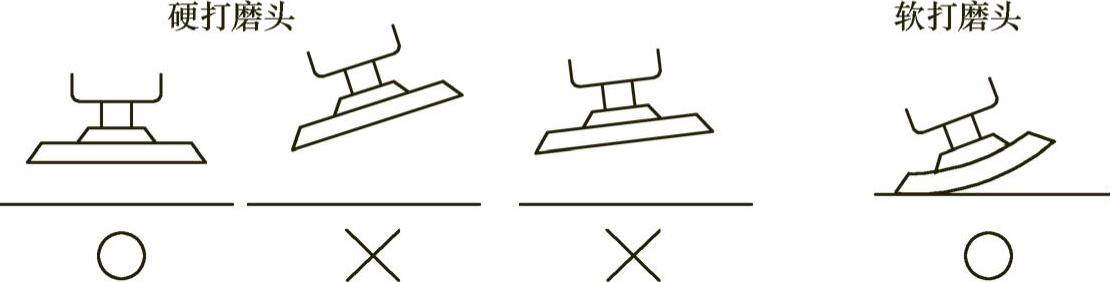
图2-35 硬性磨头与软性磨头的正确使用
气动式打磨机在使用方法上与电动打磨机有一定差异。由于其转速高,打磨力量不及电动式,对旧涂膜的打磨,主要是靠旋转力切削,故与旧涂膜的接触方式应如图2-36所示,保持与涂膜表面15°~20°的夹角;除此之外,压力不能过重。
维修提示:
●注意:由于打磨机转速非常高,使用时一定要牢牢握持住打磨机,以避免脱手的危险。
(3)与打磨机配套的砂纸和砂纸磨盘 与打磨机配套的砂纸分为:没有粘性的砂纸和自粘贴砂纸片。
没有粘性的砂纸要用粘结剂粘贴在打磨机的砂纸磨盘上;自粘贴砂纸片,只要将二者中心对正压紧即可。打磨操作完成后立即把砂纸从衬盘上取下来,以免粘结剂凝固后砂纸与衬盘牢固地粘贴在一起。图2-37所示的是常用的粘扣式砂纸,能紧扣托盘,砂纸易于装卸,可重复使用。安装砂纸时,砂纸上的孔与研磨盘上的孔对齐,则尘粒可从孔中经吸尘器吸出,不会尘粒飞扬,减少了环境污染,改善了工人的劳动条件。
最常用的砂纸磨盘有5in、6in、8in(12.7cm、15.7cm、20.3cm)三种。(https://www.daowen.com)

图2-36 气动打磨机的使用
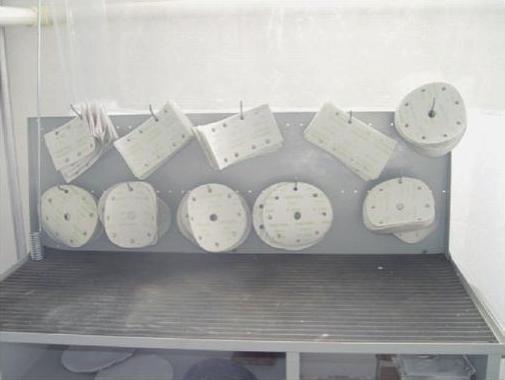
图2-37 与打磨机配套的砂纸和砂纸磨盘
(4)选择合适的砂纸粒度 剥离旧涂膜时所用砂纸粒度要视旧涂膜的状况选用,一般在24号~60号范围内。如果旧涂膜是膜厚较薄的烤漆时,可采用粒度较细的50号~60号砂纸。如果采用60号砂纸,剥离后的边缘部位将很整齐,不需要再进行修边处理,而且金属表面也不会留下砂轮划痕。当旧涂膜是丙烯酸硝基漆,涂膜较厚时,采用24号砂轮片较为适宜。如果有腻子层和复合油灰层时,就需要用更粗的16号砂纸。
砂纸粒度的选择对剥离接口表面质量以及对后续工序的影响如图2-38所示。由图2-38可见,即使进行旧涂膜的剥离,也应考虑对下一道工序的影响。比如涂膜薄的烤漆,不会因打磨发热而软化,就可以采用细粒度的60号砂纸剥离旧涂膜,这可以省去边缘接口的修整工序;但对于既有腻子层或有复合油灰层,涂膜较厚的情况,若采用细粒度砂纸,打磨过程中,涂膜会因发热而软化,使打磨工作难以顺利进行,这种情况就只能采用粒度较粗的砂纸。
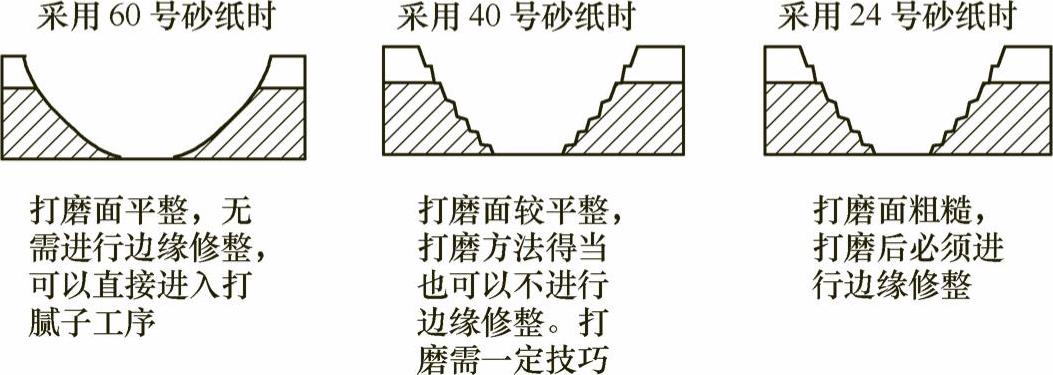
图2-38 不同粒度砂纸原剥离接口表面质量的影响
对于涂膜上的小伤痕,其打磨方法如图2-39所示,采用砂纸粒度以80号为宜。
维修提示:
●要注意打磨面应比原划痕稍大,不能形成台阶状。
●若划痕较浅,打磨后不需刮抹腻子时,打磨形成的边缘交面应更宽一些,以平缓过渡。
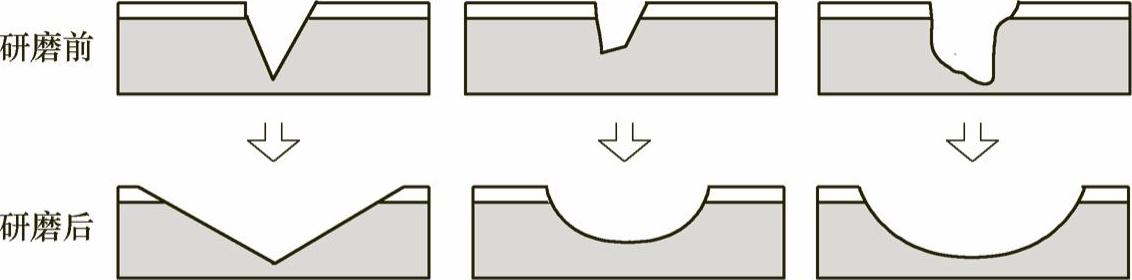
图2-39 不同形式的小伤痕打磨形式
3.打磨操作
1)穿戴好安全劳保用品。
2)戴好手套,然后轻轻地摸一遍待打磨表面,这有助于操作工人决定如何进行打磨。
3)握紧打磨机,打开开关并将其以5°~10°角移向待加工表面。
4)使打磨机向右移动,打磨机叶轮左上方的1/4对准加工表面,如图2-40所示。

图2-40 打磨机向右移动的操作
5)当打磨机从右向左移动时,叶轮右上方的1/4对准加工表面,如图2-41所示。
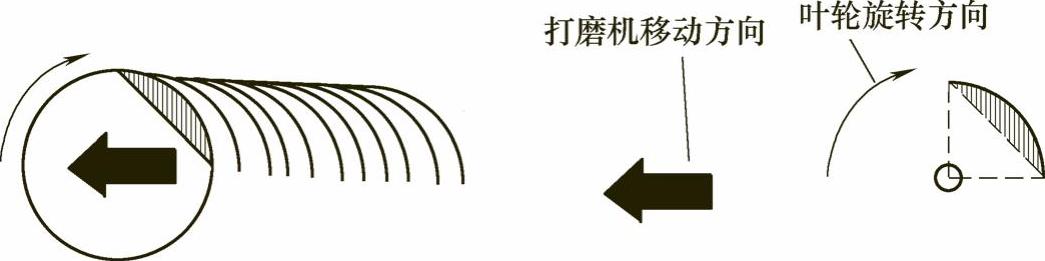
图2-41 打磨机向左移动的操作
6)打磨较为平整的表面时的移动方式如图2-42所示。
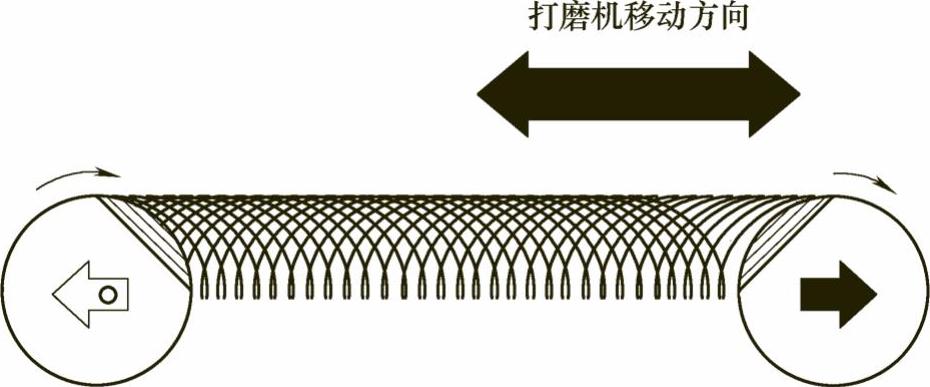
图2-42 打磨较为平整表面时的移动的操作
7)对于较小的凹穴处,应采用如图2-43所示的方法。
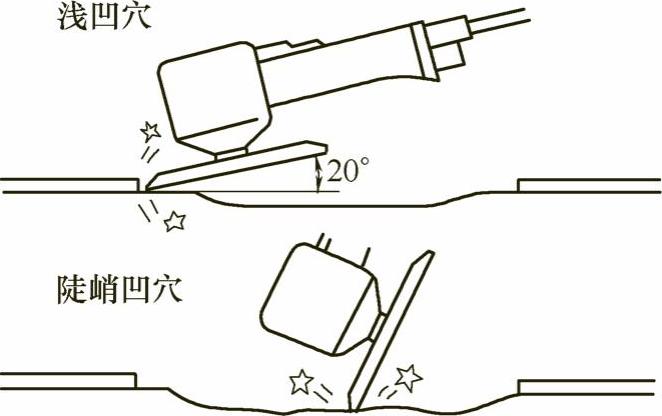
图2-43 打磨小凹穴的操作
4.检查
经常检查磨料是否清洁,以保证打磨效率。如果磨料被塑料密封胶污染,则应该及时用毛刷、钢丝刷或气枪进行清理。如果出现类似情况,则表明密封胶固化不完全。
维修提示:
●打磨操作应该在密封胶充分固化后才能进行。
5.打薄边缘的操作
清除了涂膜的边缘是很厚的,为了产生一个宽的、平滑的边缘,使施涂的各涂层平和过渡,可以将涂膜的边缘打磨,也称为磨缘。正确的磨缘操作如图2-44所示,将整个打磨机压在车身板上,提起一边,仅向板上标的“A”区域施压,然后沿边界线移动打磨机。边界线和打磨机之间的关系必须保持恒定。
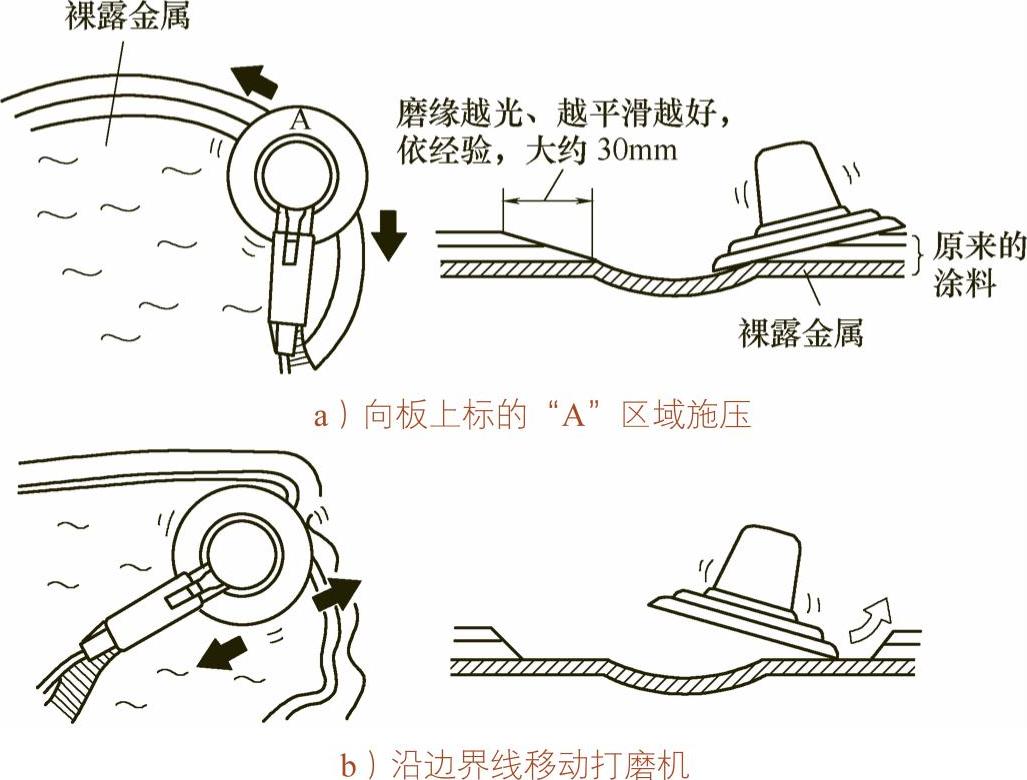
图2-44 磨缘的方法
6.砂光
砂光是对经粗打磨的表面所做的一项精细加工,目的是获得更加平整的表面。
1)将旋转着的砂轮前方对着表面,而后方稍稍离开表面一点。保持这个方位,上下移动打磨机进行打磨。每一道磨痕之间覆盖面积大约50%~60%,如图2-45所示,这将有利于磨平作用。
2)用戴着手套的手在打磨过的表面上来回摸一下,检查打磨效果。重复上述打磨过程,直到完成打磨工作的3/4左右。
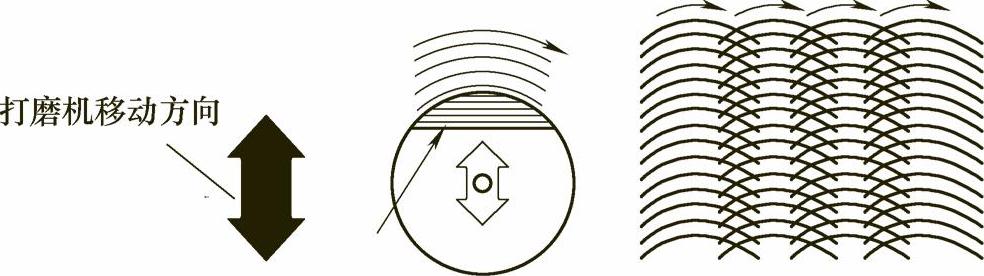
图2-45 砂光操作时砂轮叶片的移动
3)更换细砂纸。
4)重复打磨操作,先用打磨的方法,然后用砂光的方法,直到表面达到所要求的平整度。
5)清洗车身。
维修提示:
●注意:由于打磨机转速较快,一定要时时观察打磨进度,千万不要打磨过度。尤其是玻璃钢及塑料件,因其与涂层颜色差较小,更容易打磨过度甚至将板件打漏。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






