(一)客车内饰护板的安装
客车内饰护板分为硬质内饰护面、分块软质内饰护面和整体连续内饰护面三种,不同结构的内饰护板,安装工艺有所不同。
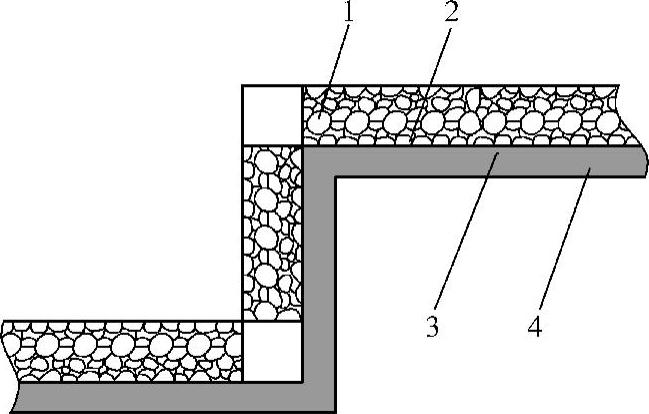
图7-92 后置发动机舱地板消声和隔热示意图
1—聚氨酯发泡层 2—铁皮封板 3—隔热隔声层 4—菱形钢丝网或圆孔铝板
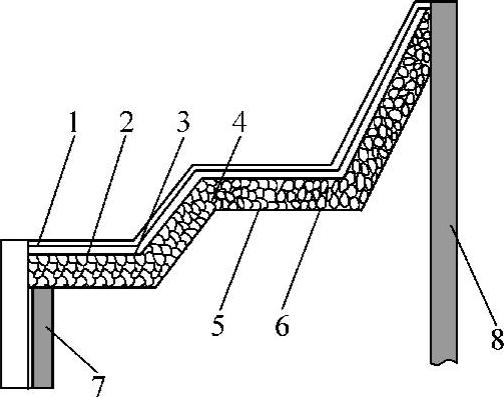
图7-93后置发动机舱地板消声、隔热示意图
1—地板革 2—重材料板 3—复合板 4—密泡沫塑料 5—玻璃纤维 6—铝铂 7—磷纤维绒毛 8—聚脂泡沫
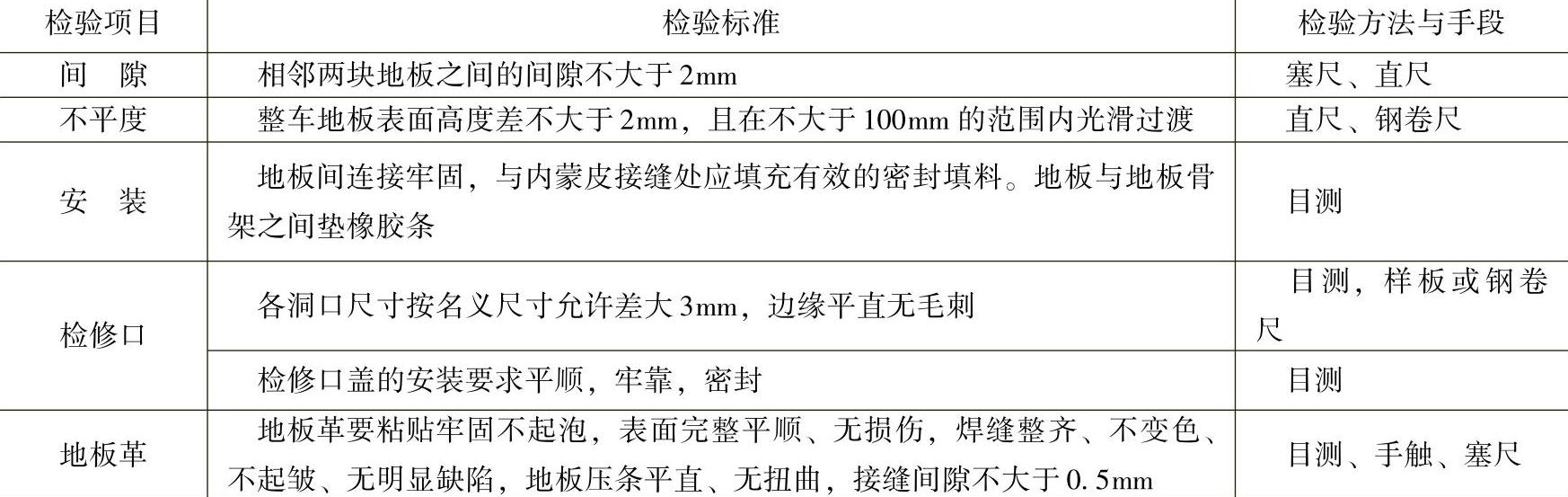
表7-4 客车地板装配质量的检验要求
1.普通硬质内饰护板的安装
普通客车及城市客车所采用的硬质分块内饰护板的安装工艺过程为:下料→预装(修边、切割洞孔)→简单固定→压条固定→压条卡套
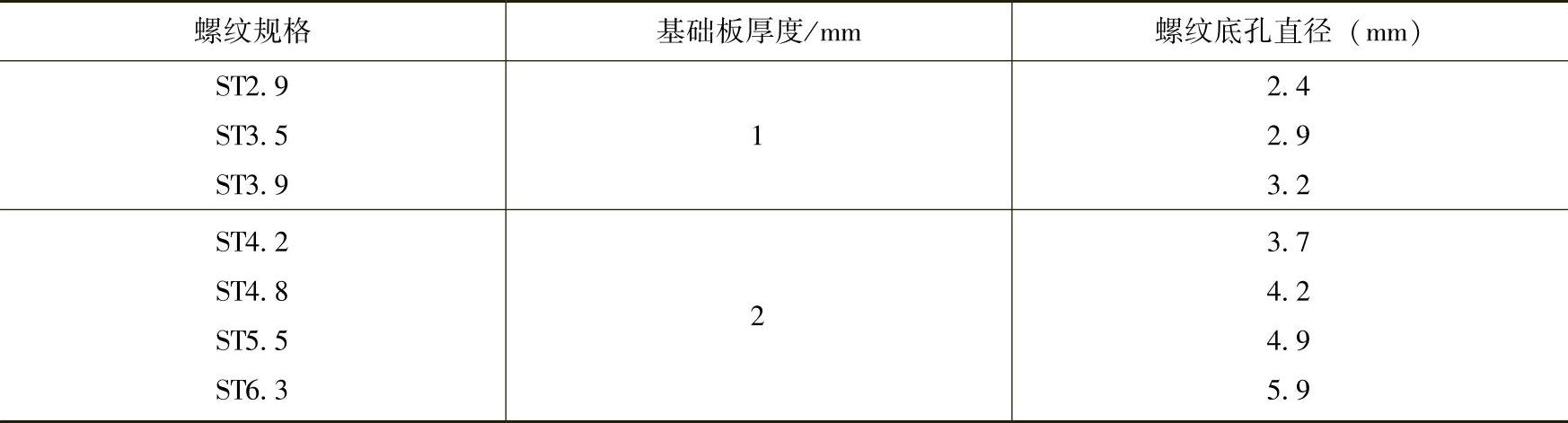
下料时,应尽量提高板材的利用率。预装时,应按相应的顺序将板材排列好,在灯、风扇等相应位置切割洞孔以便于安装,板材周边有干涉或过渡不顺的地方应适当修整。每块板用4~6颗自攻螺钉简单固定,并在板材接缝处及拐角处装上铝型材压条。为了更加美观,还可以在铝型材压条外面卡上塑料卡套。面板、型材与车身骨架一般采用自攻螺钉固定,自攻螺钉的底孔,与采用的螺钉规格及支撑骨架的基础板件壁厚有关,表7-5列出了GB/T 3098.11—2002推荐的一些常用规范以供参考。
表7-5 GB/T 3098.11—2002中的常用规范
2.分块式软质内饰护板的安装
分块式软质内饰护板与硬质护板不同,一般情况下已事先定尺加工好,因此板材规格较整齐,安装前无需进行预装、修磨等操作,或仅需少量的修磨操作。其安装工艺顺序的特点是先在车内骨架上安装工字型材,然后插入板材,最后用型材封闭端口。工字型材的固定方式可以采用沉头自攻螺钉,也可以采用沉头铝质抽芯铆钉。这种结构在安装后,从内蒙皮表面一般看不到螺钉或铆钉头外露。同时,板材定尺加工对工字型材安装的位置精度要求也较高。这种材料及其安装方式一般在中型客车或产量较大的客车上使用,以提高安装速度,减少操作人员的安装失误。它的缺点是压条较多,影响整体效果。
3.整体连续内饰护板的安装
整体连续内饰护板的结构从工艺内容上来看,一般分为两步:第一步是硬质底板安装,第二步是在硬质底板上蒙上软质织物或皮革。具体工艺过程为:硬质底板安装→消除接缝→板面打磨→清洁→喷胶→粘贴软质护面→边沿部位处理
底板的材质可以是铝板,也可以是玻璃钢材料或耐腐蚀胶合板。为防止鼓动声,板材必须具备一定的刚度。底板的固定一般采用铆、胶结合的方式。先在能够与底板接触的骨架表面用胶枪均匀打上粘接胶(如Sika 221),再将预制好的底板(定好尺寸且钻好固定孔)平贴在车身骨架内表面上,最后用沉头铝铆钉进一步将底板固定在骨架上。
底板安装好后,在相邻底板接缝处要刮涂一些补缝腻子,确保整个板面平整光滑。待腻子干燥后,用研磨机对整个板面进行研磨,磨毛后的底板有利于更加牢靠地粘贴织物或皮革。在粘贴织物之前,需清洁整个底板,因为底板上的粉尘及污垢会破坏粘贴强度,使织物无法粘贴或粘贴后发生早期脱落现象。做好清洁工作后,立刻在底板表面及织物背面均匀喷洒粘接剂(如303、841、902等),待粘接剂挥发后,须从一个方向将织物粘贴在底板上,用橡木刮刮平织物表面,消除气泡及皱褶。最后修整织物边沿,裁剪余料,去除毛屑。这种安装方式一般用在豪华客车或产量较小的车型上,优点是整体感较强,压条很少。它的缺点是容易脱胶、起泡,夏天经过太阳暴晒后有异味。
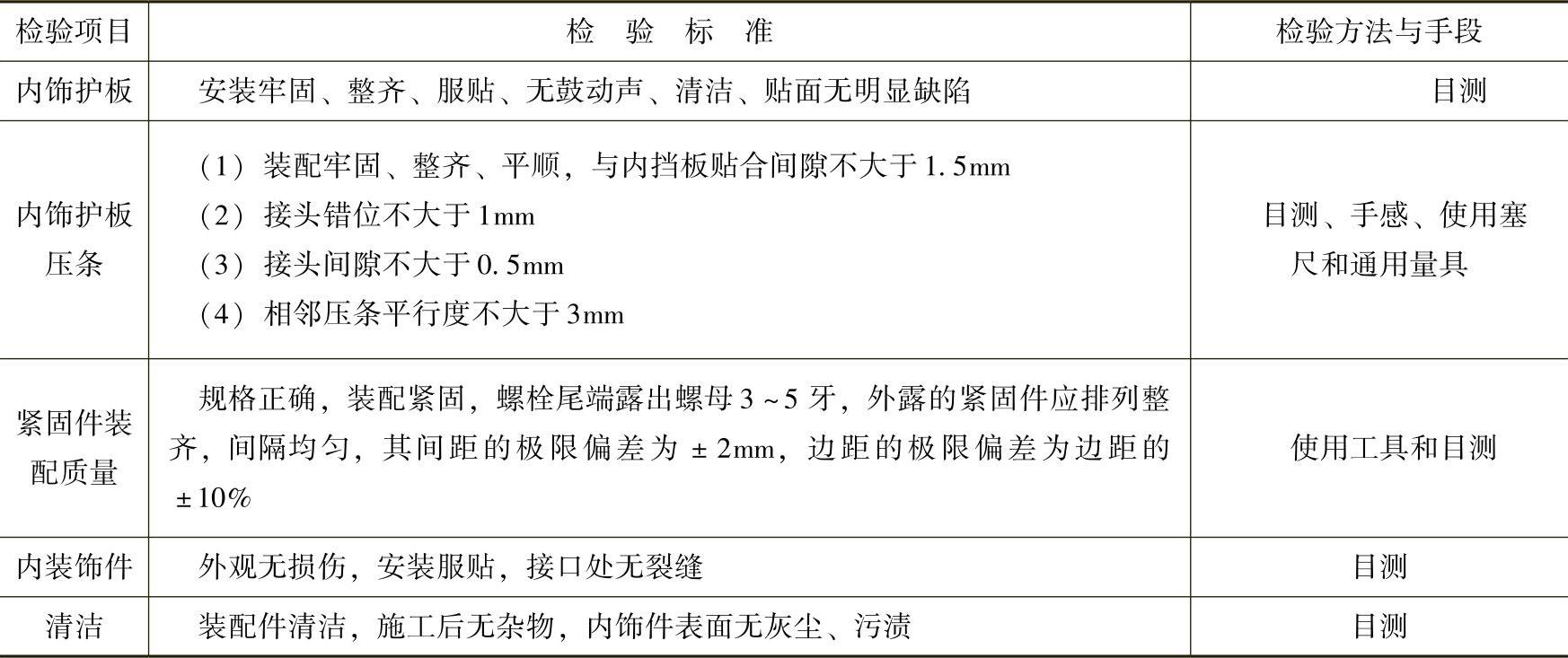
4.客车内饰护板安装质量的检验
内饰护板安装完毕后,要进行安装质量的检验,表7-6中列出了检验的项目及要求。
表7-6 客车内饰护板检验的项目及要求
(二)客车前后装饰内顶的安装
客车前后装饰内顶是其前后部装饰的主要部件。下面通过典型的前后部内顶装饰件的装配作业,阐述客车前后装饰顶的装配工艺特点。(www.daowen.com)
1.客车前装饰内顶的安装
(1)客车前装饰内顶的安装工艺。
①划线研割。将前内顶按顶盖骨架对中后,划线研掉左右两边的余量,要求研割后去掉毛刺。这一步骤也可在分装区完成。
②研装前装饰内顶。将研割好左右两边的前内顶抬到安装位置,检查前内顶前沿的曲线与前风窗曲线是否一致,如果不一致,则必须研割前内顶前沿曲线。
③安装装饰胶条。将装饰胶条(一般颜色同装饰内顶)沿前装饰内顶边沿,用德帮2495瞬干胶粘牢,胶条端头处应切口整齐。如前装饰内顶边沿有装饰翻边,则这一步骤可不进行。
④安装前装饰顶固定角铁。将两侧前装饰顶固定角铁按研装前内顶时的高度固定,用电钻钻出底孔后,装配自锁螺钉,每侧角铁均匀装3个螺钉。如骨架上已预埋了安装固定角铁,这一步骤可不进行。
⑤固定前装饰内顶。将前装饰内顶托至事先研装好的位置,保证前装饰内顶安装面与车身预留固定安装面贴合。先固定前装饰内顶前后下端面,用电钻钻出底孔后,装配自锁螺钉(带上螺钉装饰扣)并紧固,再固定前装饰内顶两侧下端面。安装完成后的效果见图7-94。
(2)安装要求
①前内顶装饰件安装面与地面水平。
②内顶前沿与风窗均匀贴合,间隙在2mm以内。
③前沿下平面安装螺钉分布均匀,保证下平面无波浪。

图7-94 前装饰内顶安装完成后的效果
2.客车后装饰内顶的安装
(1)后内顶装饰件的安装工艺
①后内顶左右转角研装。将后内顶左右转角摆正,切割掉与发动机舱、侧围、侧窗、风窗之间干涉的部分。研装过程中,如发现与后部空调高低压冷媒管、电器线束等干涉,则需调整左右转角的安装位置。
②固定后内顶左右转角。钻底孔后,用自锁螺钉紧固,扣上装饰扣盖,固定点需均匀布置,安装面不得有波浪现象。
③后内顶划线研割。将后内顶装饰件左右多余部分划线切割,切割后去除毛刺。这一步骤可在分装区完成。
④研装后装饰内顶。将后装饰内顶上顶面靠在顶盖垫板上,下底面保持水平。观察后顶与左右转角间隙是否均匀,切割掉后内顶与后风窗之间的多余部分。
⑤固定后内顶。将后内顶摆正,钻底孔后,用自锁螺钉(带上SB-31装饰扣)紧固,扣上装饰扣盖,固定位置应均匀,安装面不得有波浪现象。安装完成后的效果见图7-95。根据设计结构不同,也可先安装后装饰内顶再装左右转角。
(2)安装要求
①后内顶左右转角立面螺钉分布均匀,安装面无波浪。
②后内顶与地板保持水平,与左右转角贴合且两者间缝隙均匀,间隙应在3mm以内。

图7-95 后装饰内顶安装完成后的效果
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






