地板安装工艺的制定与地板所采用的材料有直接的关系。木质胶合板、竹编胶合板和共挤发泡PVC板的安装工艺基本相同,塑料地板则与这三者有很大的区别。目前客车上应用最为广泛的是木质胶合板与竹编胶合板,另外两种在特定的场合才使用。以下针对胶合板和塑料地板的典型工艺进行介绍。
(一)塑料地板的安装
一般情况下,如果定型客车采用塑料地板,则型材应当要求定尺供货。不同地板区域,如高地板、通道地板等,应在安装前进行归类,这样既节省材料,又可省去预装工序,从而提高工作效率。塑料地板安装的工艺流程为:粘贴防振胶条→在地板骨架上排布地板板材→修裁边界→固定→边界压条。
为了减少振动,地板安装前,应在地板骨架与地板下表面接触部位均匀贴一层2~3mm厚的橡胶条,胶条一般用303胶粘贴。然后将分好类的地板按相应的区域在车身地板骨架上排列,排列时尽可能减少板材与板材之间的间隙。排列后,对超出边界的余料或一些发生干涉的部位进行修裁。排列完毕,使用螺栓将塑料地板固定在地板骨架上。塑料地板局部刚度差、易变形,因此其前后端固定时,应将地板型材空腔内插入木块支撑,防止螺栓紧固时塑料地板端部开裂。最后,在地板边沿打上压条,使整个地板面整齐美观。
(二)胶合板材地板安装工艺
木质胶合板和竹编胶合板在安装工艺上与塑料地板最主要的区别,在于增加了覆盖层的处理工艺,即上表面需铺设塑料地板革,下表面还要喷涂胶质防水涂料。胶合板材地板的安装工艺流程见图7-71。
将平地板、后台阶高地板,以及过道四周骨架矩形管安装面上的杂物、夹渣等清理干净。焊渣凸起要用砂轮机打磨平整。地板骨架凹凸不平处要进行修复并视情况加隔热垫衬平。在侧壁上标记出骨架的位置,再在所有安装骨架矩形管表面涂一层丁基胶,在每两块板对接处的骨架矩形管表面涂两道丁基胶,要求胶截面最小尺寸为12mm×12mm,且胶要涂抹连续,中间无断胶。对前后轮罩的过道边梁和侧支板处也要进行重点涂胶密封。
图7-72为安装胶合地板示意图。将裁好的不同尺寸的板材,按布置要求铺设在地板骨架上,要求尽可能搁实,不应有干涉现象,板与板之间的间隙应小于2mm,板与侧壁的缝隙不应大于3mm。接缝处高低差不大于1mm(为确保木板横向对接缝尺寸,允许将误差尺寸偏向纵向侧壁缝隙尺寸)。安装驾驶区木板及其他木板时,应用电动往复锯将其适配到位。
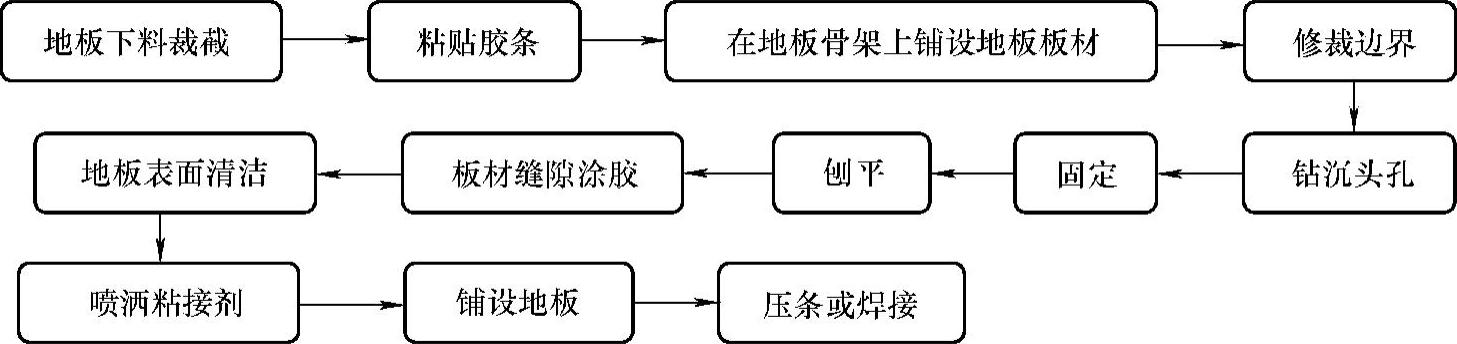
图7-71 胶合板材地板的安装工艺流程
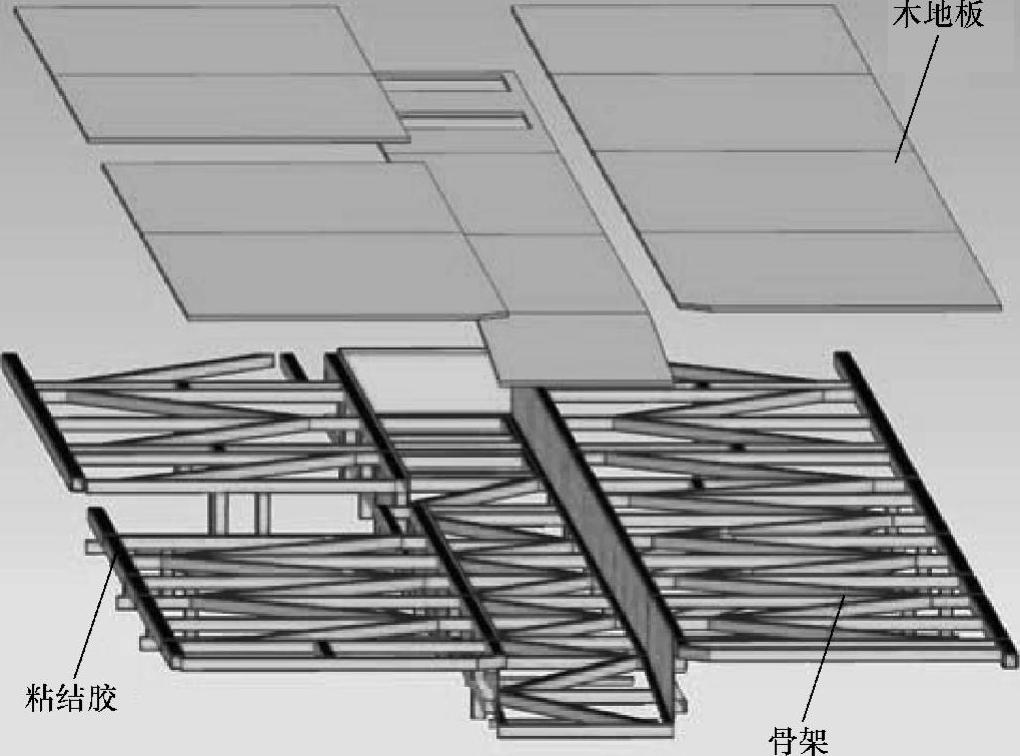
图7-72 胶合地板安装示意图
紧固木板时,先在木板与方管上钻孔,再在木板孔表面扩沉孔。螺钉要锁紧至木板内1~2mm,木板与侧墙、木板与过道结合处的螺钉间距不大于220mm,两木板结合处螺钉间距不大于150mm,螺钉固定位置距木板边缘9mm左右,板与侧壁之间填充丁基密封胶并刮平。前后轮罩过道边梁处,一定用螺钉将竹筋板紧固牢靠。此处的竹筋板底部涂胶要足量且到位。竹筋板安装好后,在前后轮罩过道边梁处,要用硅酮胶进行密封,并进行刮平处理。竹筋板安装好后,车辆在行驶过程中,地板受力挤压时不应发出异响。
要求竹筋板固定牢靠且平整,不得有翘曲、废孔等缺陷(废孔处应进行封胶处理)。底部涂胶要到位、连续且无断胶。竹筋板接缝底部必须有衬梁,接缝表面及凹凸不平处应先用刨刀或角磨机刨平,在接缝处刮上填补腻子或密封胶,待干燥后打磨平整。
(三)地板革粘贴工艺
安装完胶合地板后,还要铺设地板革。首先要确保接缝腻子晾干,然后用纱布将接缝处的腻子打磨平整,清扫干净车内地板,并对凹凸不平处、残胶、夹渣和异物等影响粘接效果的缺陷进行铲刮处理。安装地板时留下的废孔,可用硅酮胶填平。
在地板革背面和地板粘接面上均匀喷一层树脂胶,干燥约10min(根据胶的性能和操作环境灵活掌握胶的干燥时间,以发挥胶的最佳粘接效果)。喷胶要均匀、连续、到位(地板革和竹胶板表面一定要双面喷胶)。用手轻点喷胶,若有拉丝状态,表明喷胶已干燥好,应立即粘贴地板革。
图7-73为地板革粘贴示意图。贴两侧及过道中较长的地板革时,要先把两边拉紧,并从中间向两侧用磙子赶平后,再横向将拐角处压实并与侧壁粘贴。粘贴时,地板革不得起皱,不得脱胶,且要修剪好边角。地板革接缝不大于2mm,拐角处要做压实处理。对个别小面积鼓包要用橡胶锤轻敲或进行注胶处理。
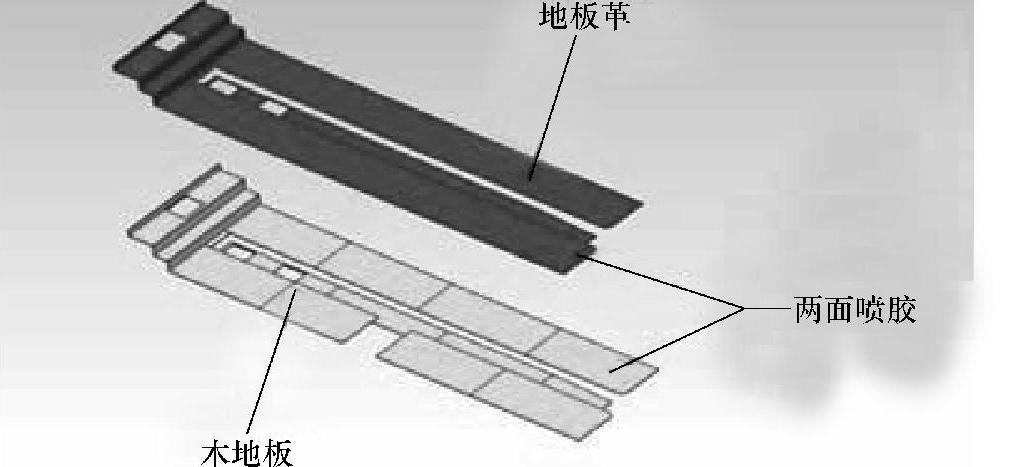
图7-73 地板革粘贴示意图
粘贴地板革时,贴好后的地板革表面应平整,不应有划伤、斑痕和残胶,不允许出现大面积鼓包,下面不允许有杂物。接缝腻子必须晾干后才能喷胶,竹筋板和地板革均要喷胶。
整个车身地板面不可能仅使用一块地板革来遮盖,因此,地板革铺设过程中必然存在两块革的边界接缝处理问题,通过专门的地板革焊接方法可以消除接缝,提高地板革的整体感。
(四)地板革焊接工艺
地板革的主要成分是塑料,塑料焊接主要采用热空气焊接法。焊接时,用热空气焊炬加热塑料接缝使其软化,同时将加热的塑料棒压入接缝即可。塑料焊接的四要素包括热空气温度、塑料被加热的程度、施焊的压力和焊接的速度。
1.接口的准备工作
焊接前,塑料地板革接缝边源要进行开槽处理,这样可加大焊条和地板革之间的接触区域,从而使焊接更牢固。槽口一般有两种方式,需根据焊条进行选择,见图7-74和图7-75。
2.接缝的定位焊
利用特殊的定位焊嘴对塑料地板革加热,同时对焊缝加压(类似电铬铁)。压力和热量可使塑料地板革两边互相熔合。定位的目的是使塑料地板革走线正确,避免重叠,使两地板革初步组合,便于焊接。
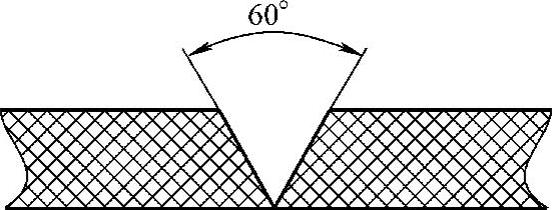
图7-74 塑料地板革焊前切出60°斜坡口
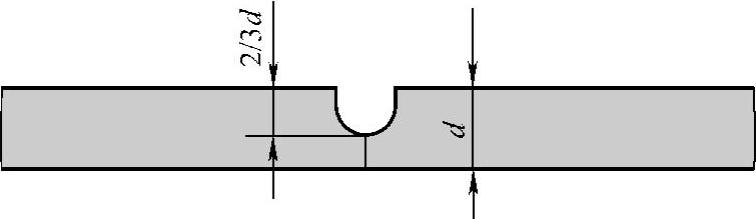
图7-75 塑料地板革焊前切出U形口
3.焊炬空气温度的调节
焊炬温度的设置取决于环境温度等诸多因素。通常将温度设置为360℃。焊接时,焊丝在焊嘴内预热,使用弯头压片在焊嘴下面向焊缝内面施加压力,焊接速度为1m/min左右,见图7-76。焊接角落或拐角处时,一手持焊炬以合适的速度移动,另一手轻轻推动焊丝,以保证拐角处焊实、无假焊,且焊接件无烧伤。图7-77为焊条在不同温度下焊接的效果对比说明。

图7-76 地板革焊接操作图
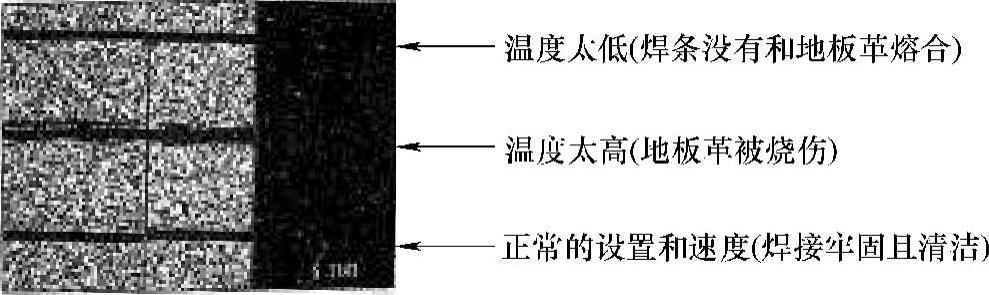
图7-77 不同温度下焊接的效果对比
4.焊接
焊接时,焊炬应选用圆形焊嘴。焊炬应距焊缝12~13mm,倾斜角为30°。焊条垂直于塑料地板革,并与塑料地板革同时加热到发光且带有粘性,这样焊条便会粘住板片。此时,必须维持焊条与塑料的正确温度。当焊条和地板革缝隙热量达到使它们都略带亮光的程度时,给焊条略施压力,使其伸入焊缝。温度适当时,焊条上约加13.72N的力,它就会向焊缝弯曲,并向焊缝方向移动,继续用焊炬上下扇动,就能使焊条与塑料地板革缝熔成平滑焊缝。这种焊接方法的平均速度是150~200mm/min。在整个焊接过程中,焊条上的压力应保持一定。
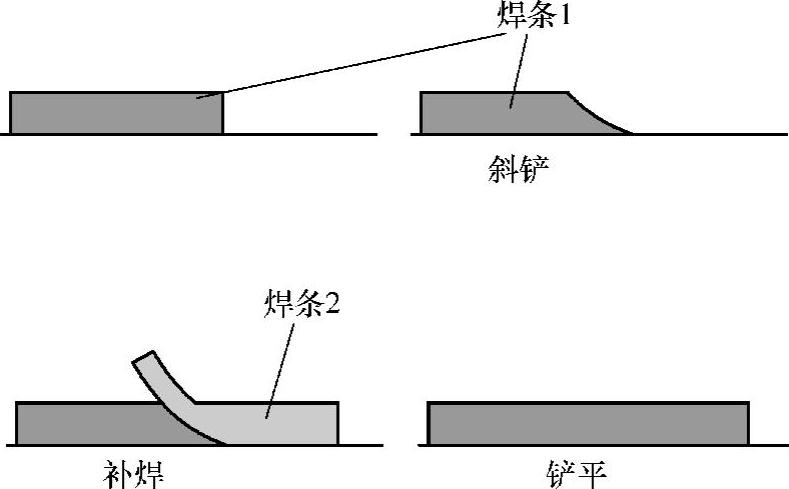
图7-78 焊条对接处理示意图
焊接过程中,因焊条长度不够或操作不方便需分段焊接时,先将前一个已焊好的焊条,用铲刀以一定的坡度斜切,再用新焊条与此斜面对接,冷却后铲平,见图7-78。两条焊缝交叉时,焊接前先用焊条修平刀将交叉点处焊条挖去,再继续焊接,见图7-79。
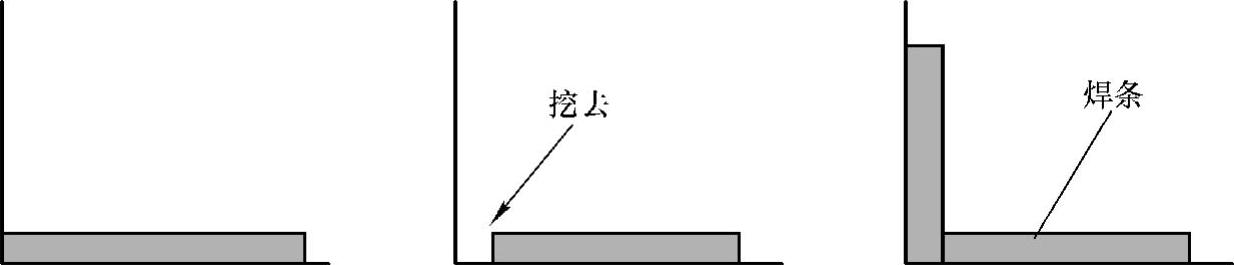
图7-79 交叉焊缝操作示意图(www.daowen.com)
结束焊接时,应迅速加热焊条和塑料地板革的接触区域,停止移动焊条,拿开焊炬,并继续保持对焊条的压力,直到焊缝冷却后,锯断焊条,严禁将焊条端头外露,见图7-80。
PVC塑料地板革焊缝的优秀标准,是不呈现棕黄色或皱摺,若有此现象则说明焊接温度过高。如果焊缝未完全互溶,焊条像放在焊缝中,尺寸形状与原来的圆棒一样,则说明焊接时热度不够。良好的焊缝应在其两侧现出小流线或波纹,这说明压力和热度适当,焊条与塑料地板革完全溶合。
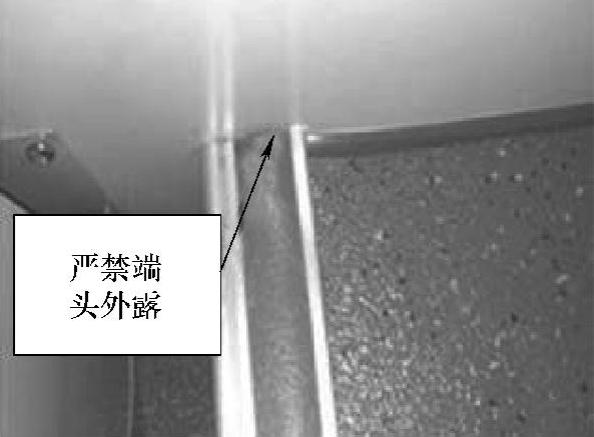
图7-80 焊条端头处理示意图
(五)客车地板的密封
地板密封的目的主要是防尘、隔热和降低噪声。
1.驾驶区地板密封
驾驶区地板较薄,有些区域仅仅是金属板件。另外,地板上开的孔洞较多,有变速杆孔、油管孔、气管孔以及电器线束孔等。因此,密封主要针对这两方面入手。

图7-81 驾驶区金属地板隔声结构图
1—地板革 2—胶合板材 3—铁皮封板 4—隔热隔声材料 5—固定铁丝网
图7-81为在驾驶区地板骨架上焊接铁皮封板的示意图。在封板上部安装胶合板材并粘接地板革。在封板下部使用38mm厚的复合隔热隔声材料,下部使用铁丝网固定,以起到隔热隔声作用。
给变速杆在地板上开洞时,应在不干涉的前提下,使洞口尽可能小。然后,在洞口安装波纹胶套,套内填上棉絮,见图7-82。地板管线穿孔处应安装密封胶碗,也可利用特制短节,见图7-83。
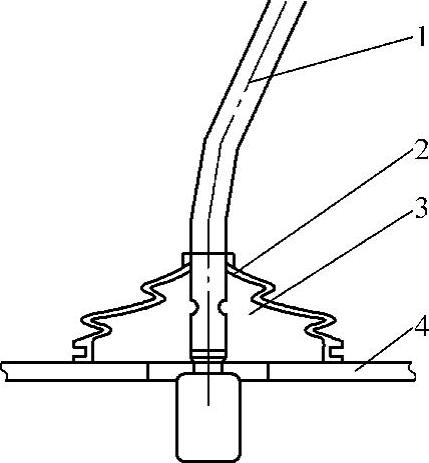
图7-82 变速杆洞口密封
1—变速杆 2—波纹胶套 3—棉絮 4—地板
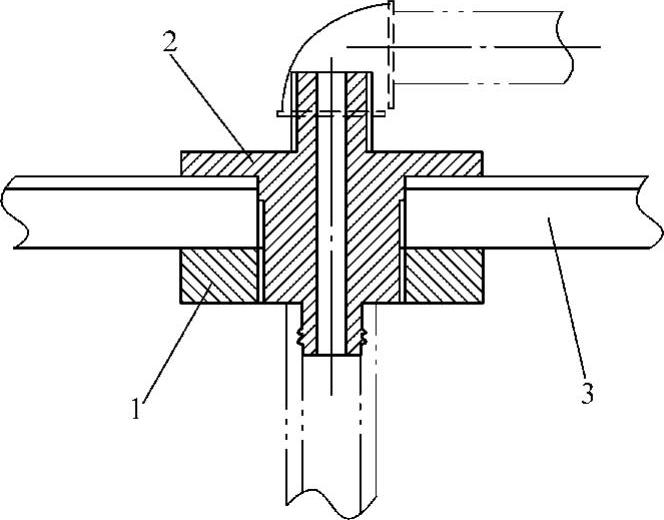
图7-83 短节
1—拼帽 2—短节 3—地板
2.地板接缝处的密封
安装地板前,应在其与地板骨架之间粘贴一层2~3mm厚的胶垫,见图7-84,以提高隔振和密封效果。在地板与车身侧壁处,先注压沥青胶,然后用防尘压条压紧以消除缝隙,见图7-85。
胶合板材地板间的接缝处应制成斜坡状或抽槽状。安装时,在搭缝间垫一层自粘性海棉胶带,见图7-86。螺栓要紧固牢靠,最好在螺纹处涂上无氧胶粘剂,以增加螺纹的紧固力。对于塑料地板,一般将其断面结构设计成半圆形抽槽。安装时,在两个半圆接触面之间贴胶带以消除间隙,起到密封和隔振作用,见图7-87。
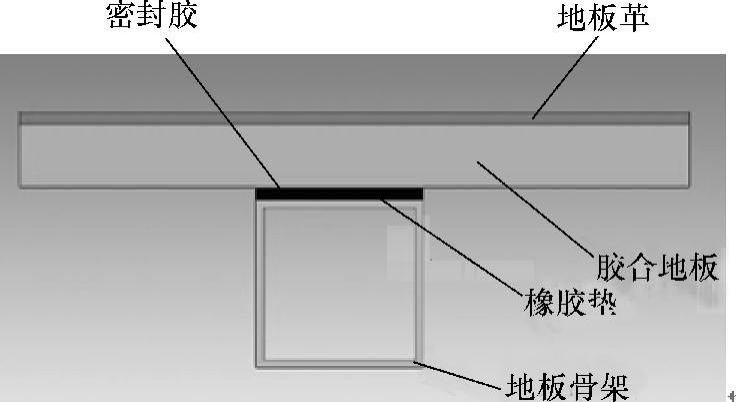
图7-84 地板胶垫结构示意图
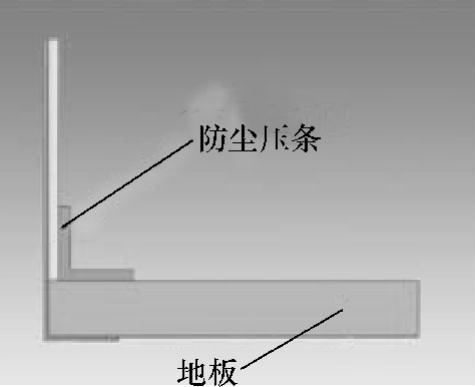
图7-85 地板侧壁密封结构示意图

图7-86 胶合板材的地板接缝
3.检修口的密封
客车地板上设有许多检修口,如发动机检修口、变速器检修口等。这些检修口是主要的进尘部位,因此,检修口盖安装时的密封很重要。图7-88、图7-89、图7-90、图7-91分别展示了不同检修口盖的密封结构。
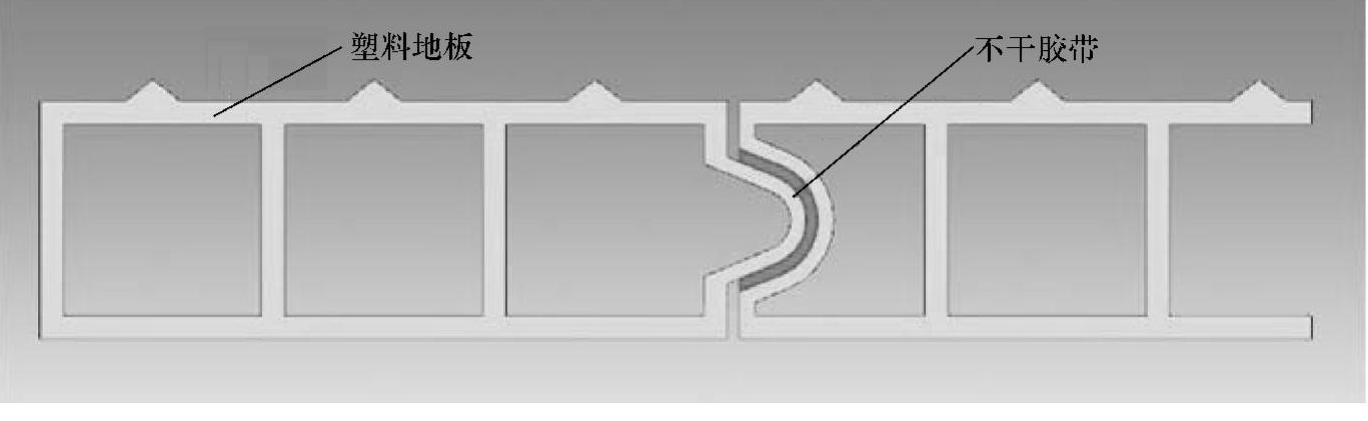
图7-87 塑料地板接缝处的密封
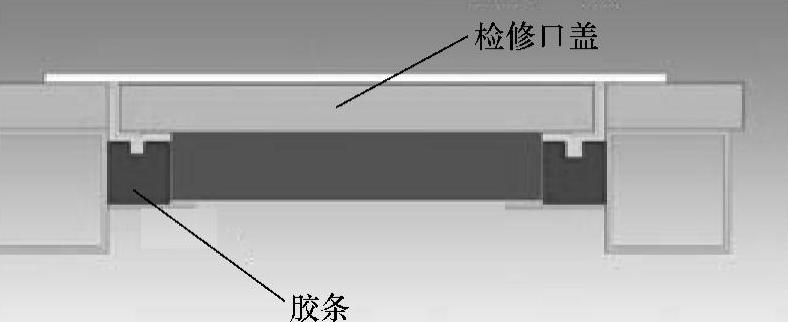
图7-88 检修孔盖1
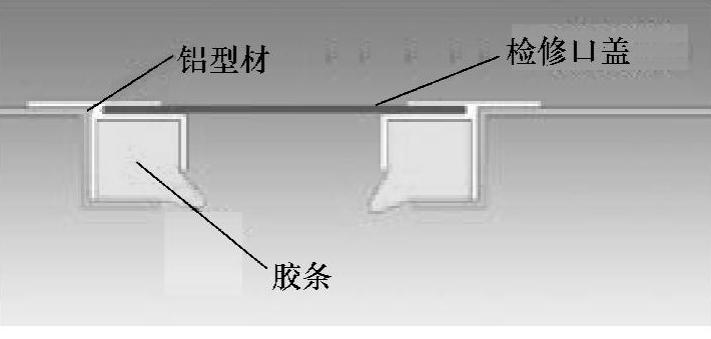
图7-89插图检修孔盖2
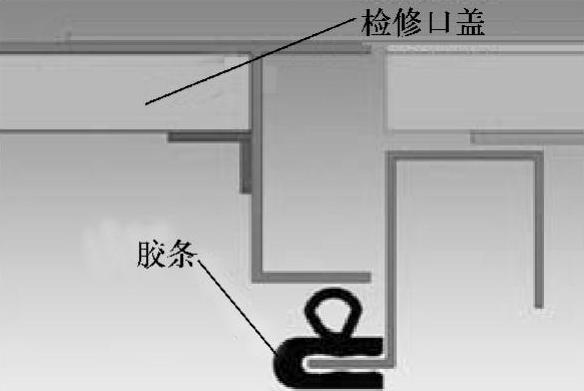
图7-90 检修口盖3
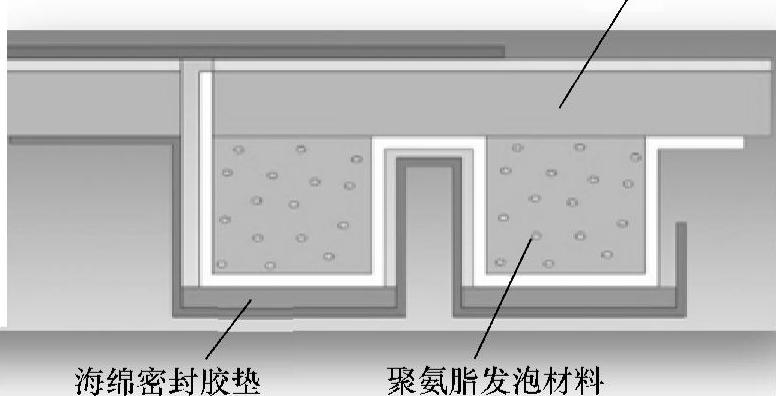
图7-91 检修口盖4
4.后置发动机舱的地板密封
发动机产生的噪声通过舱壁传入车内,是车内噪声的主要来源之一。排气管、散热器以及增压器在工作时,可使发动机舱的温度超过400℃,如此高的热量传入车内会严重影响乘坐舒适性。因此,在发动机舱地板的密封问题处理上,一定要务求细致、科学。图7-92和图7-93为两种不同后置发动机舱地板的消声、隔热措施示意图。
(六)客车地板的检验
表7-4列出了客车地板装配质量的检验要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





