总装配中的每一个工序的作业内容(可称为工序内容)主要包括:拿取零部件(或分总成、总成)和装配工具,安放零部件(或分总成、总成)并使其就位,连接紧固,检查与调整等。有时还需进行油液的加注。各类装配作业所占的比例见图7-1。
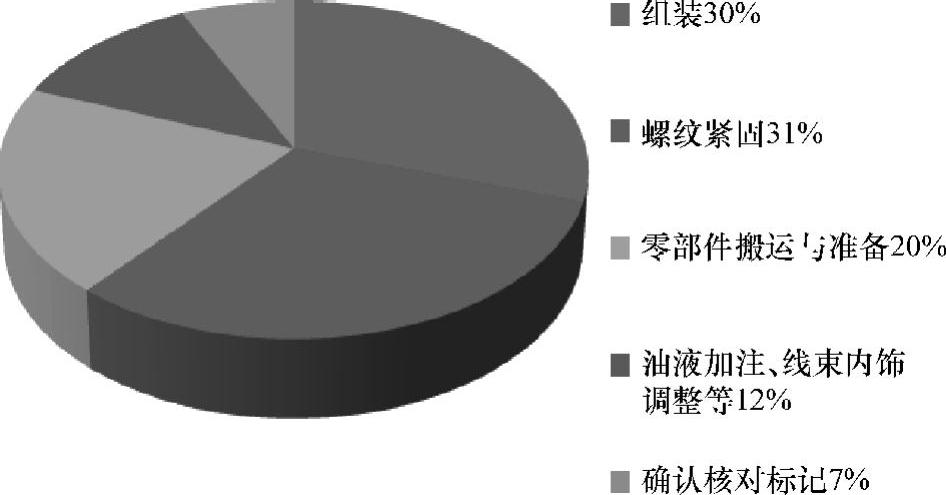
图7-1 装配作业的分配比
(一)客车总装配的概念
客车总装配通常以涂装完工的车身总成为装配基础件,在多工位的流水生产线上,按装配顺序从一个工位向另一个工位移动,并在每一个工位上,按工艺技术规范完成一定的装配作业,最终完成客车的总装配。
根据产品的结构特点,拟定合适的装配顺序,前工序的作业内容不能影响后工序的操作,后工序的作业不能影响前工序的装配质量。
根据结构特点和装配工艺要求,将客车分解成若干个装配单元。在流水线上,依次将这些装配单元安装到车身上。装配单元在总装生产线外完成预装配,将客车总装配分解为预装配作业(在装配线外作业)和总装主生产线作业(在总装流水线上作业)两部分,这样大大减少了流水线上的装配工作量,提高了劳动生产率。
(二)客车总装配的工艺流程
客车总装配工艺流程是客车制造工艺流程的重要组成部分,它与客车结构、生产纲领等要素有密切关系。客车总装配工艺流程有三种类型。(www.daowen.com)
1)当前应用最广泛的客车制造工艺是将车身与底盘分开制造,在客车总装配中,再将涂装完成的车身总成与底盘总成合装(扣合),然后在装配流水线上依次进行内、外饰装配,其工艺流程为:(车身与底盘)扣合→连接件焊装→裙板→木地板→电缆敷设→地板敷层→制冷机→顶盖内饰板→侧壁内饰板→仪表板→驾驶人侧窗→乘客门→安全门→行李架→前、后风窗玻璃→侧窗玻璃→前、后保险杠→前照灯→乘客座椅→驾驶人座椅→导游座椅→通电检查→加油、加水→调试→淋雨试验→检测→出厂。
2)对于采用格栅底架的全承载车身式客车,通常在总装配流水线上的前几个工位上分别将发动机、离合器、变速器、前桥、后桥、悬架等底盘总成安装在涂装完工的车身总成上,然后再进行内、外饰装配。与前种工艺流程相比,总装配流水线上的工作量大大增加,装配的困难也增加了许多。
除增加了底盘各总成及其附件的装配工序之外,后序的内、外饰装配基本与前种工艺流程一致。
3)在底盘总成上进行车身的焊装,并将两者一起送入整车涂装工序,涂装完工后,进入客车的总装配流水线。这种总装配工艺流程为:电缆敷设→制冷机→木地板→地板敷层→顶盖内饰板→侧壁内饰板→仪表板→驾驶人侧窗→乘客门→安全门→行李架→侧窗玻璃→前、后风窗玻璃→前、后保险杠→前照灯→乘客座椅→驾驶人座椅→导游座椅→通电检查→加油、加水→调试→淋雨试验→检测→出厂。
这三种工艺流程中的各工序,指的是各工序的开始,并不是说一个工序结束后便可进行下道工序的操作。有些工序可以交叉进行,而有些工序的前后顺序可以调换,这并不是一成不变的,应根据实际情况确定客车的总装生产工艺流程及工位。图7-2所示为国内某客车生产企业的总装工艺流程工位图。
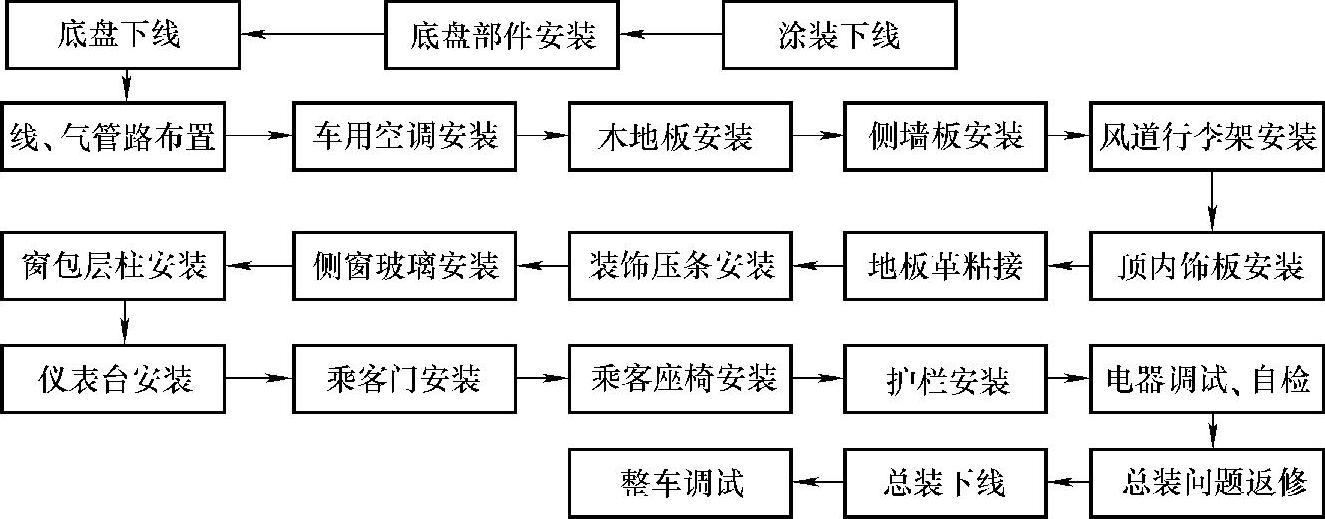
图7-2 总装工艺流程工位图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




