涂装工艺中的打磨工序主要有三个作用:其一,清除底材表面上的毛刺及杂物。其二,在平滑的表面上,通过适当打磨来增加涂层的附着力。其三,减小腻子表面的粗糙度,如腻子的打磨就是以此为目的。刮过腻子的表面在干燥后一般比较粗糙,必须经过打磨后才能获得平滑的表面。
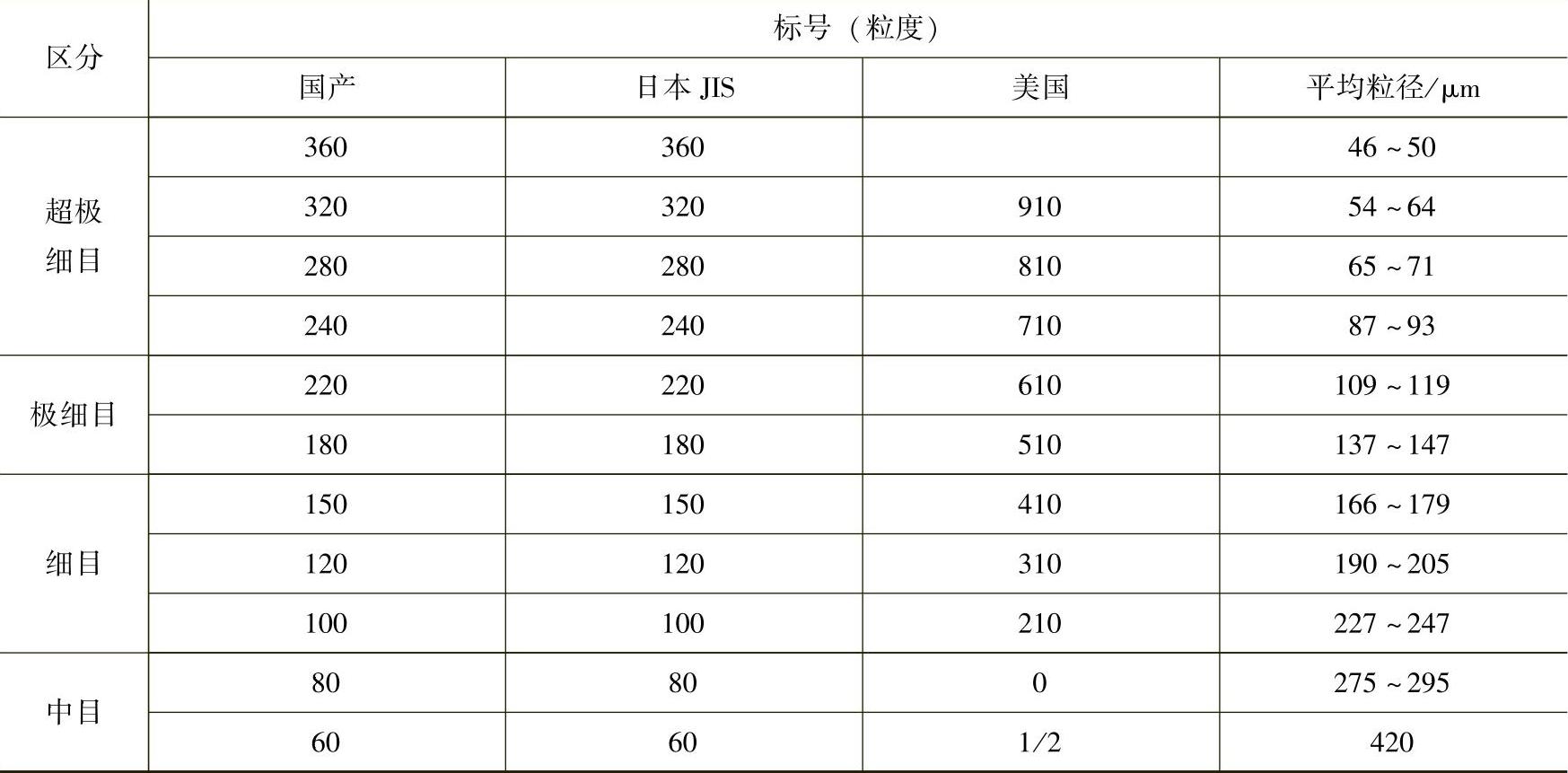
打磨腻子的方法可分干磨和水磨两种。打磨前,砂纸或砂布的选择和使用顺序很重要。头道打磨可使用100~150号粗砂布或砂纸。然后,根据涂膜的平滑度,从240~400号,甚至800号,逐步提高砂布或砂纸的号码,使其打磨得更细致,得到更平滑的涂面。打磨时,一定要使用木制或橡胶制的垫板,把砂布或砂纸贴附在垫板上,紧紧地压在涂面上,并沿着涂面的形状大幅度地摩擦,这样可以有效去除涂面上一些细小的畸变。客车行业部分砂纸和砂布目数和粒度的换算关系见表6-3。
表6-3砂纸和砂布目数和粒度的换算关系

(续)
打磨腻子的作业方式可分为手工打磨和机器打磨(图6-3)。打磨机有电动和气动两种,很多打磨机还配置有吸尘装置,以改善作业条件。电动打磨机只要接通电源就可使用,比较方便,缺点是重量大,水磨时有漏电的危险。气动打磨机需要配置压缩空气软管,但重量轻,效果好,转速可调,使用方便、安全。用打磨机打磨腻子的方法与手磨时相同,砂布、砂纸的选用也是从粗到细,而且要用压板和粘结剂将砂纸固定牢。打磨机应轻轻地与被涂面接触后再打磨。打磨机靠机械运动进行打磨,因此,其加工面难免有些粗糙,特别是一些内、外角,或圆弧、曲面较难打磨平滑,打磨时,掌握不好力度,容易产生过磨现象。因此,打磨到一定程度时,就不能再用打磨机,而要用手磨进行精细作业。
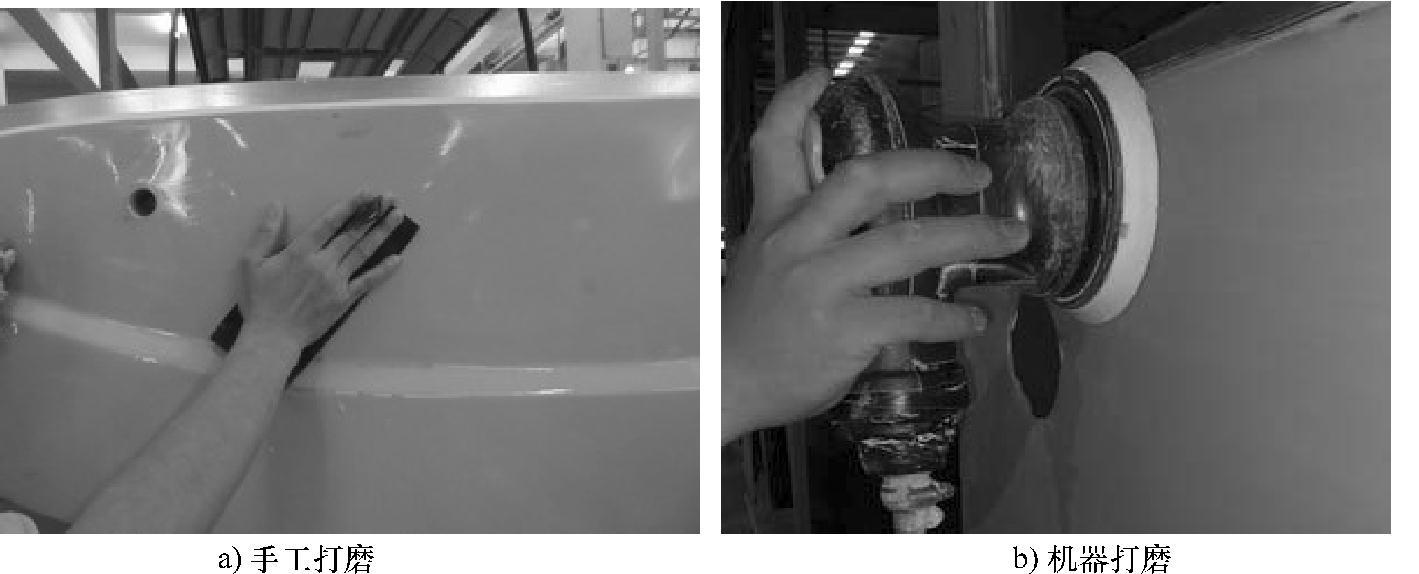
图6-3 腻子打磨
打磨机按运动形式可分为盘式打磨机(图6-4)、轨道打磨机(图6-5)、复动式打磨机(图6-6)、直线型打磨机和齿轮型打磨机。各种打磨机的运动轨道不同,用途也不尽相同。大型的综合打磨机,例如日本岩田株式会社根据工件形状设计制造的一种大型打磨机,可以在工位的轨道上以一定的速度行走,并能打磨新干线高速列车的车体。(www.daowen.com)

图6-4 盘式打磨机

图6-5 轨道打磨机

图6-6 复动式打磨机
手工打磨操作技法:进行涂层打磨时,操作方法是拇指在下,四指在上握住砂布或砂纸,但不能握得太紧。尤其是手工打磨复杂曲面时,要顺其自然地轻磨慢打。
打磨操作:磨掉残留的腻子、毛边、腻子渣、不平整腻子面时,要轻磨慢打,边缘棱角要磨分明。严禁同时纵横双向打磨,不得露底,不能留有砂纸、砂布的磨痕。打磨后,要吹擦或用水冲洗擦拭干净。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






