底漆的施工有喷涂、浸涂、电泳等方法。底漆涂层一般要求膜厚为20~30μm,不能有残缺,应整体均匀、一致。经过表面处理的工件表面应具有良好的附着力,极好的耐腐蚀性、耐水性,同时还必须考虑与中涂、面漆的配套性。
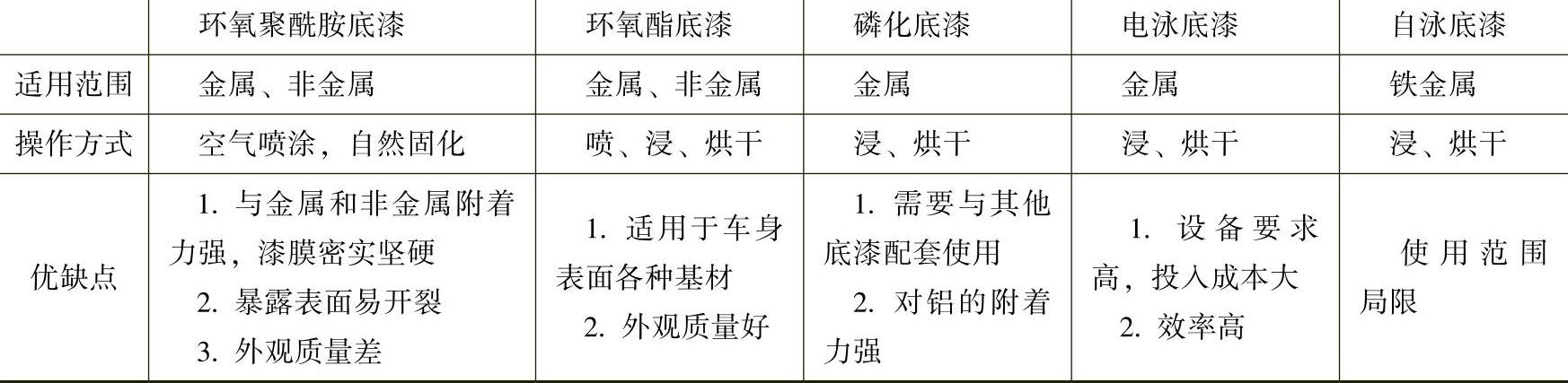
客车生产中常用的底漆有环氧聚酰胺底漆、环氧酯底漆、磷化底漆、电泳底漆、自泳底漆等。
表6-1 各种底漆的比较
电泳涂装是将具有导电性的被涂物浸渍在用水稀释的、浓度比较低的电泳涂料槽中,作为阳极(或阴极),在槽中另外设置与其相对应的阴极(或阳极),在两极间通一定时间的直流电,在被涂物上析出不溶于水的、均一的涂膜的一种涂装方法。涂膜经烘干交联后,具有极好的耐蚀性,常被用作汽车或家电产品的底漆。电泳涂装在实际应用中显示出优质、高效、安全、经济、低污染等优点,受到世界各国的重视,特别是在汽车工业中得到了广泛的应用。
根据被涂物的极性和电泳涂料的种类,电泳涂装法可分为阳极电泳涂装(AED)和阴极电泳涂装(CED),阴极电泳涂膜的耐蚀性比阳极电泳涂膜要高5倍以上。因此,阴极电泳涂装法已成为提高汽车车身使用寿命的重要手段,被全球汽车厂商普遍应用。
电泳涂装法中的槽液维护管理较严格,需要整流设备、加热降温装置、去离子水发生装置、超滤装置,甚至应急发电机等一系列设备,一次性投入较大。
1.电泳前的注意事项
(1)确定前步工序中使用的胶是否为电泳工艺要求的胶类。(www.daowen.com)
(2)为使构件的内外均能电泳到位,确定是否开工艺孔,并检查工艺孔开得是否合理。
(3)为使涂装前处理槽液达到指标要求,应对槽液进行测试。
2.检测方法
(1)检测条件:温度45~60℃,游离碱点13~15。
(2)用移液管移取10mL的槽液到锥形瓶中。
(3)加入3滴酚酞指示剂。
(4)用0.1N硫酸滴定,直至该溶液中粉红色消失。所消耗的0.1N硫酸的量即为游离碱点pt(即每耗用1mL滴定液相当于1个游离碱点)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





