【摘要】:将门板挂住,用螺母适当拧紧。分别调整弯臂高度螺栓、下平衡杆长度、门泵下支座螺栓位置及弯臂上门板定位螺栓位置,使门板外表面位置及门板周边缝隙符合图样要求。门下弧度与前围蒙皮及后下封板弧度一致。
1.准备工作
检查乘客门支座、门泵过渡转轴和乘客门板的质量。
2.乘客门预装
(1)根据乘客门安装图,把门泵支座预埋板焊接于前门台阶左侧,埋板与骨架接缝处应满焊。
(2)安装门泵过渡转轴,对上方转轴支座进行定位焊。
(3)抬起乘客门板,将门板上下两支点的孔洞与转轴调整弯臂螺栓对齐。将门板挂住,用螺母适当拧紧。
(4)根据图样调节下平衡杆长度尺寸。先将杆与门板连接,在门关闭状态与最大开启状态,分别以门板处平衡杆支座为圆心,以平衡杆长度为半径画圆弧,两圆弧交点处为平衡杆在台阶骨架下方的中心位置。
(5)将平衡杆固定座与确定位置焊装好,并锁紧螺母。
(6)分别调整弯臂高度螺栓、下平衡杆长度、门泵下支座螺栓位置及弯臂上门板定位螺栓位置,使门板外表面位置及门板周边缝隙符合图样要求。确保门在开启状态下,门板平面与侧围蒙皮平面基本平行,最后焊接门泵下支座螺母,见图5-20。
(7)用直板件或角弯件检查外表面,并矫正外表面平整度。(www.daowen.com)
(8)对预埋板、门泵支座等焊接位置进行涂防锈漆处理。
3.检查
乘客门启闭灵活,与周边无干涉。门关闭时,缝隙均匀,门板与周边表面保持平行。门下弧度与前围蒙皮及后下封板弧度一致。乘客门在关闭状态下,门板周边与门框间隙小于30mm,偏差小于2mm,门表面与相邻表面过渡平顺,无翘曲,见图5-21。
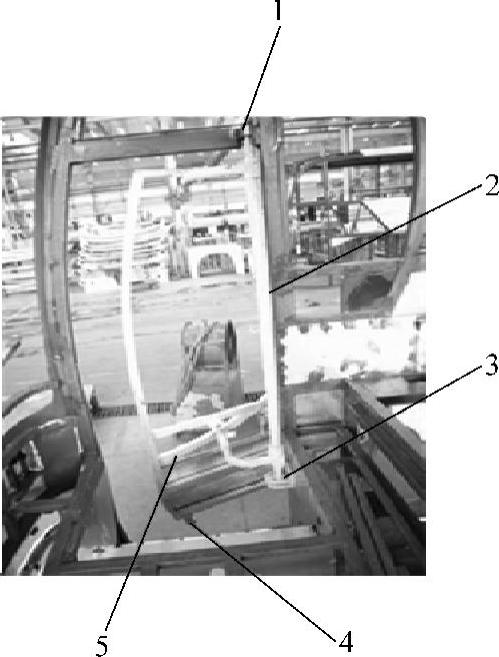
图5-20 乘客门结构示意图
1—上方转轴支座 2—门泵过渡转轴 3—门泵下支座 4—平衡杆 5—乘客门骨架

图5-21 焊装车间安装完毕的乘客门
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关客车制造工艺的文章






