(一)发动机悬置分装工艺
发动机装配到发动机舱内前,应查看离合器、变速器、传动轴以及其他小附件的分装是否到位,发动机舱内的悬置软垫、悬置下托架总成是否装配到位。一般情况下,将发动机通过吊车吊装或叉车辅助装配到发动机舱内。
吊装发动机时,应该严格按照指导书进行操作。先查看发动机上是否有专用的吊装位置,使用发动机上的吊装环或吊装钩进行吊装作业。发动机上没有吊装位置时,应该选用软质吊装带,尽量选择吊装发动机缸体、离合器壳、变速器等结构件部位,防止吊装线或叉车臂卡住、碰到发动机的薄弱部位。
一般情况下,发动悬置连接板要焊装到车架纵梁上,焊装连接板需要用到焊装夹具,焊接前需要认真核对尺寸、参数和零配件的型号。
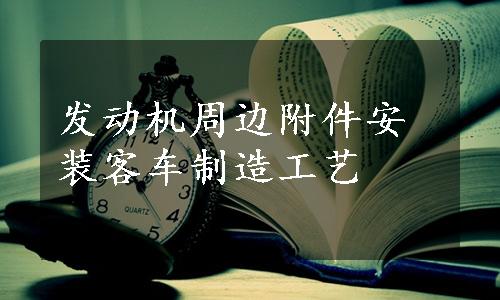
悬置连接板焊装后,需要装配悬置下托架总成和悬置软垫。悬置类型比较多,见图4-32和图4-33,应该认真核对。其中,发动机前后软垫安装孔前后方向的距离在左右侧分别测量时,其左右两侧前后方向误差不超过2mm,交叉测量时对角线误差不大于2mm。
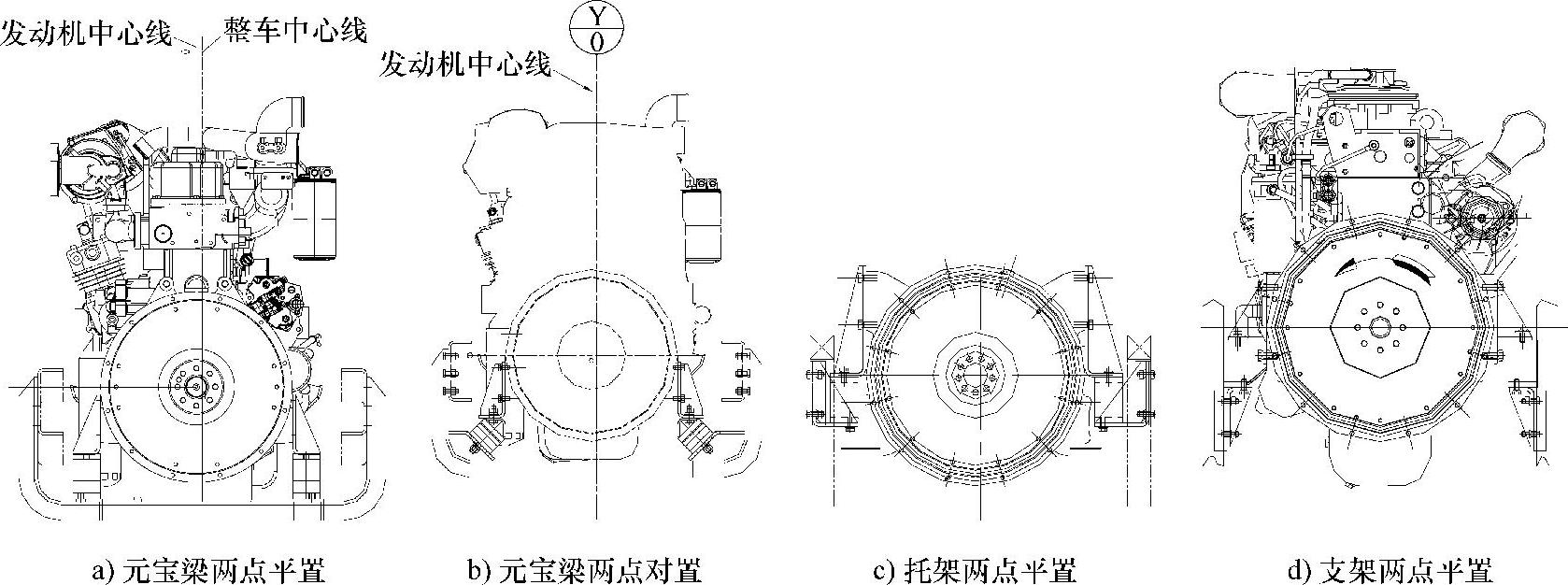
图4-32 发动机后悬置的布置形式
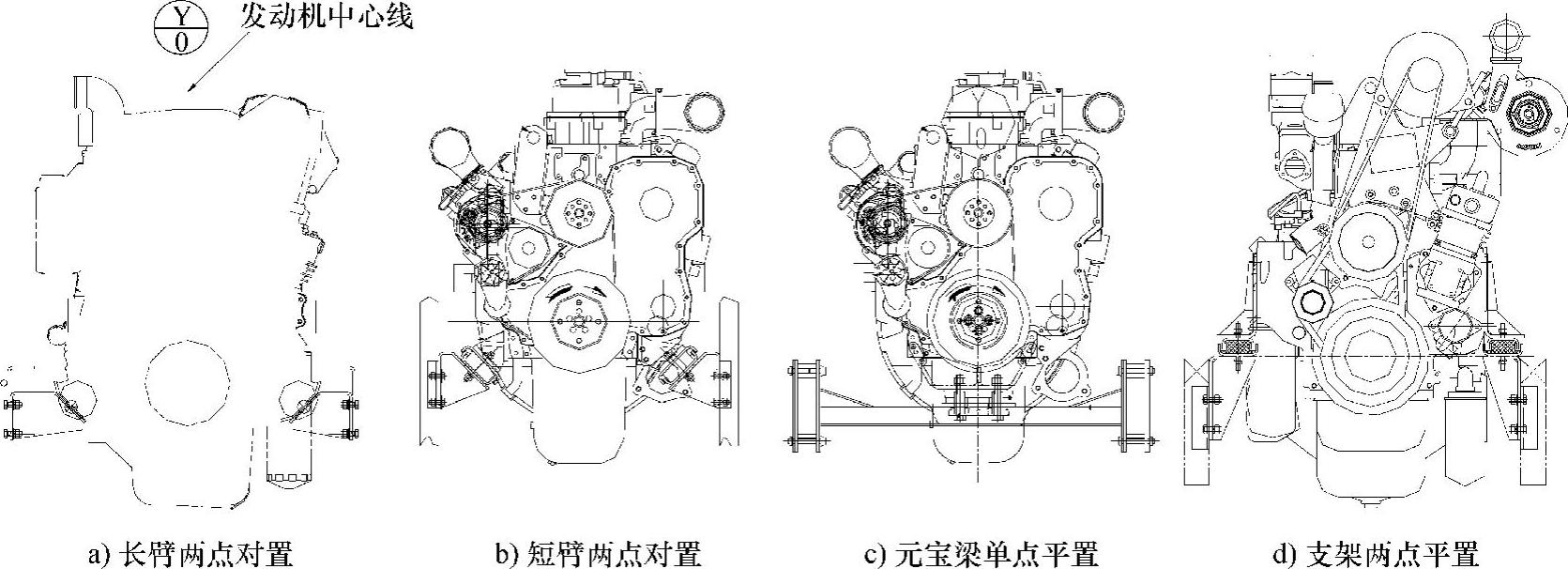
图4-33 发动机前悬置的布置形式
发动机装配到车架的软垫上时,不能马上将连接螺栓或螺母拧紧,应该进行预装配,待校核并确认发动机安装位置准确后,才能按照标准拧紧连接螺栓或螺母。安装面需要贴合平整,悬置软垫不能出现明显的变形、扭曲。
(二)进气系统分装工艺
进气系统为发动机和整车的气路系统提供清洁的空气。它主要由空气滤清器、空气滤清器支架和气体管路组成。进气系统的安装步骤相对比较固定,一般安装流程见图4-34。
进气系统中的空气滤清器,一般根据发动机的进气口位置,以及整车布置的需要进行布置,主要有侧置式和后挂式,见图4-35和图4-36。
侧置式空滤器,在底盘安装工位就要完成,结构比较紧凑,装配便利。缺点是靠消声器比较近,周边温度比较高,应该事先确定消声器和隔热板是否安装到位。
后挂式空滤器,在总装工位完成,维护方便,离消声器等热源比较远。缺点是装配比较困难,与其他系统的交叉比较多。应该事先确定预埋部位隔热材料的填充是否到位。
进气不锈钢管深入硅胶管的长度不小于45mm。T形抱箍的位置应该在进气不锈钢管凸沿的内侧,T形抱箍中心应该与管路中线平行,不允许T形抱箍在不锈钢管凸沿的外侧或者在凸沿上,不允许T形抱箍倾斜装配,不允许在T形抱箍抱紧的地方出现褶皱,见图4-37和图4-38。
进气系统的装配,应该认真校核空滤器进气口的位置,保证空滤器进气口的位置精度。保证空滤器积灰袋的方向向下。
进气系统的装配,不能使进气胶管出现明显的变形、扭曲和损坏。T形抱箍的装配应该可靠,不允许在发动机运行过程中,出现T形抱箍脱落或松开的情况。
图4-34 进气系统安装流程
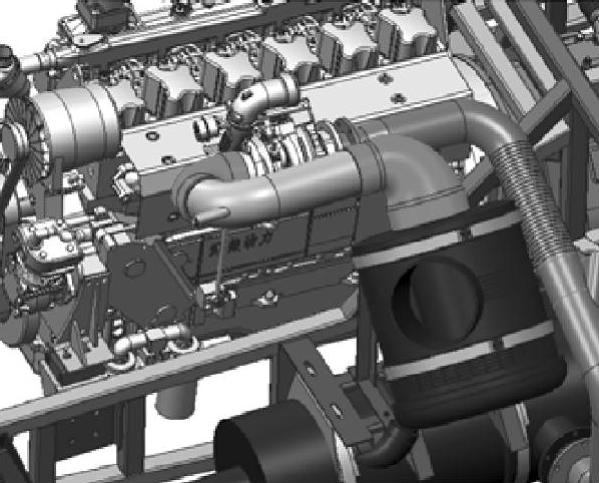
图4-35 侧置式空滤器的安装
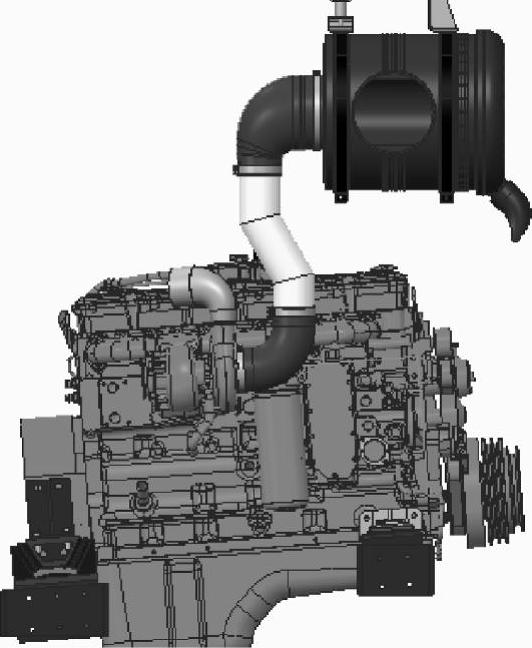
图4-36 后挂式空滤器的安装
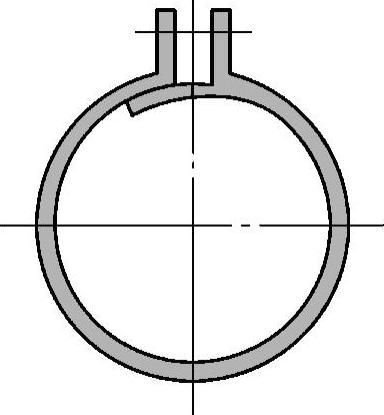
图4-37 未出现褶皱
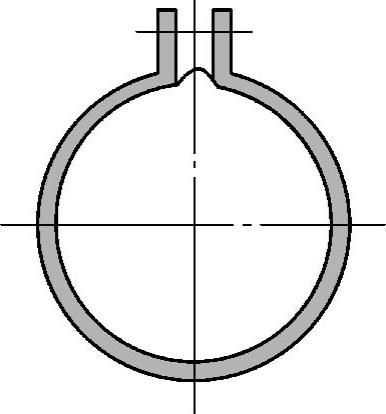
图4-38 出现褶皱
(三)排气系统及其后处理分装工艺
汽车排气系统指用于收集和排放废气的系统,它一般由排气歧管、排气管、三元催化转化器、排气温度传感器、消声器和排气尾管等组成。它的作用是将发动机工作中产生的废气排放至大气中,并进行减污和降噪处理。目前,国际上绝大部分发动机制造商都是通过改进欧Ⅲ发动机,附加SCR系统或EGR+DOC+DPF等后处理系统来实现欧Ⅳ/Ⅴ排放要求的。我国普遍采用SCR系统,目前常用的有Bosch系统(见图4-39、图4-40)和Grundfos系统(图4-41)。这两个系统性能一致,在主要配件以及系统兼容性方面有差别,具体差别见图4-42。
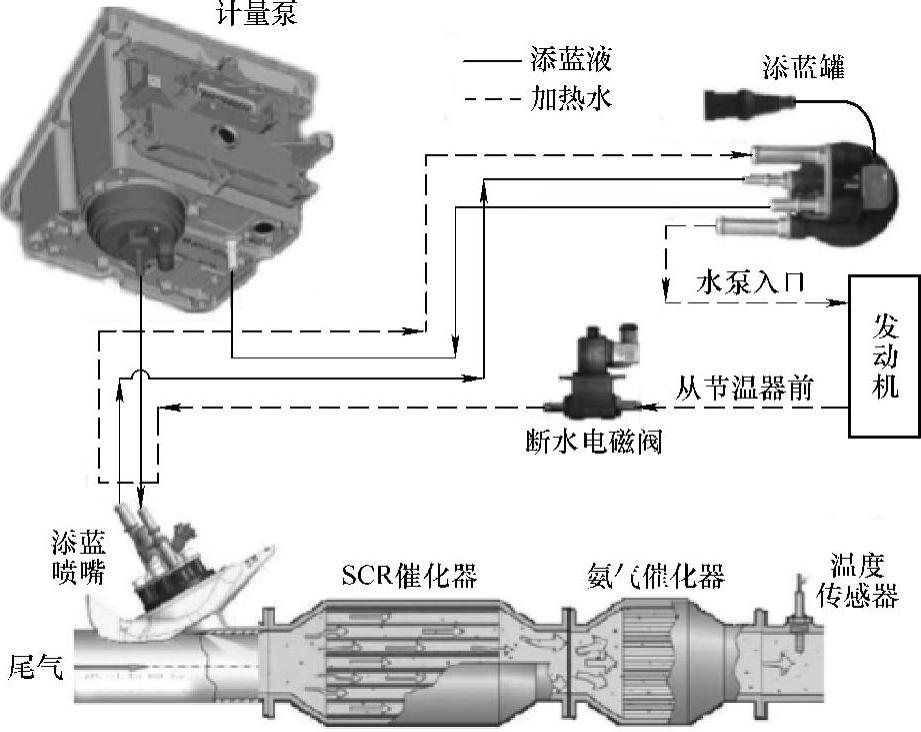
图4-39 Bosch系统DENOX2版本示意图
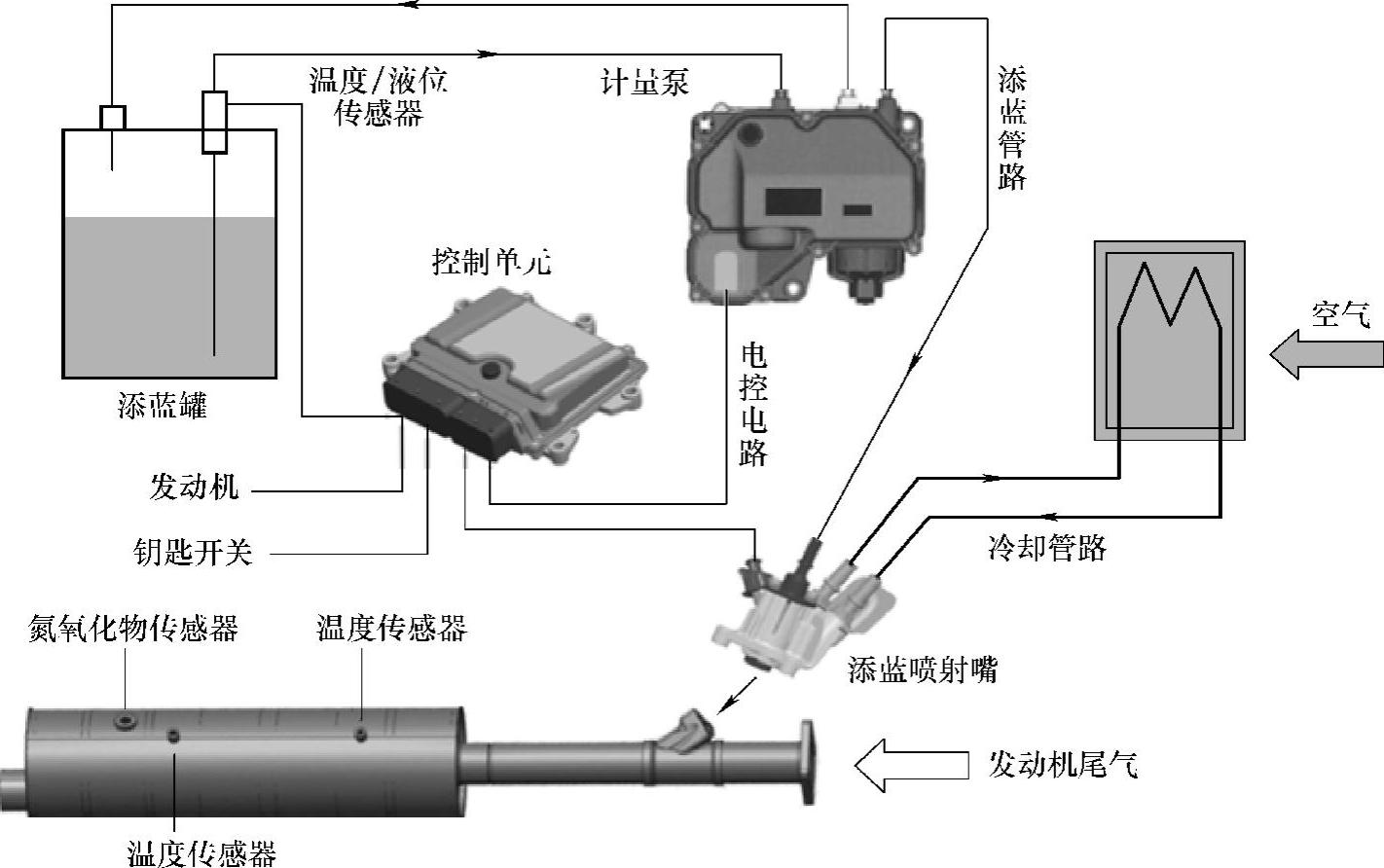
图4-40 Bosch系统DENOX2.2版本示意图
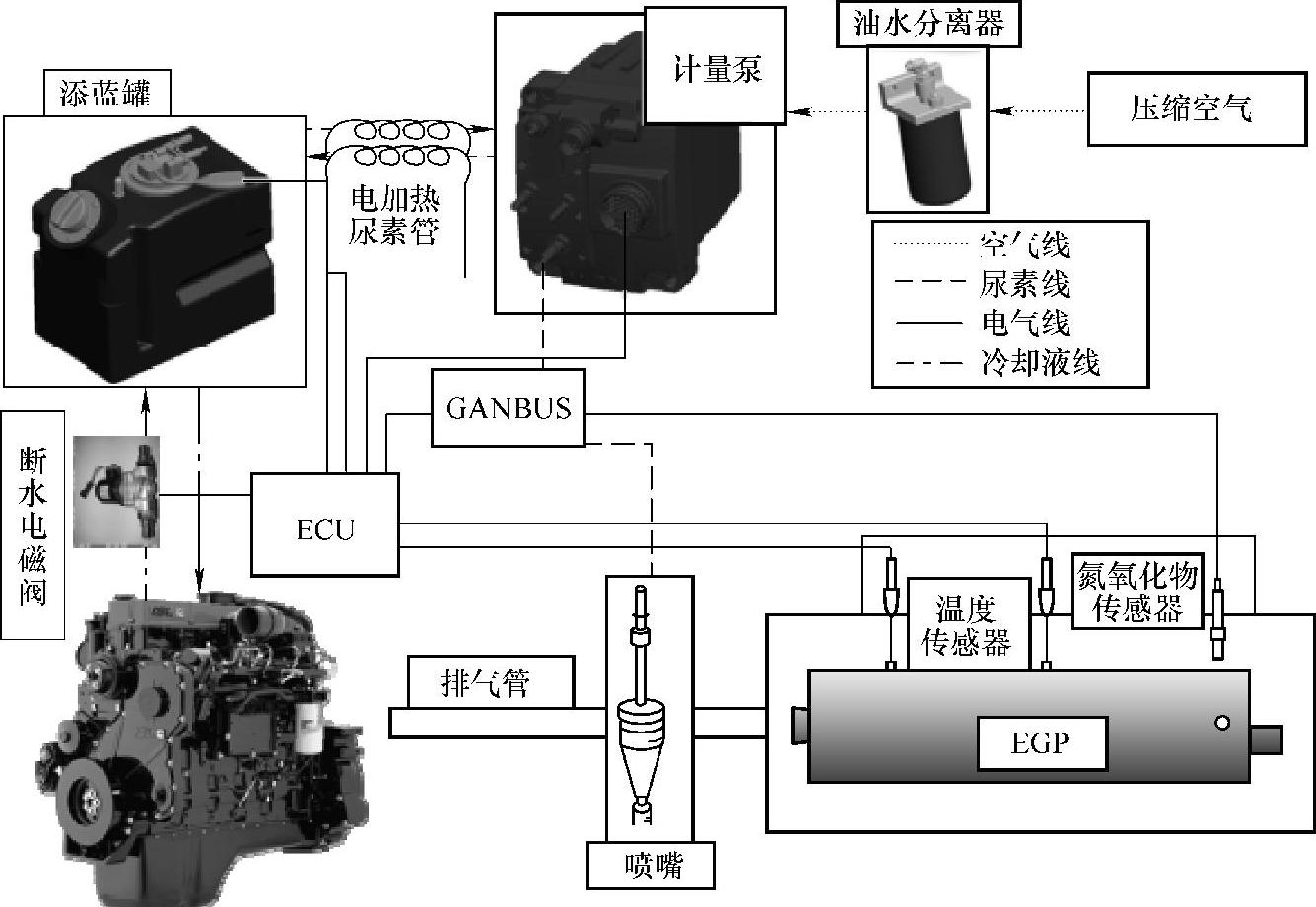
图4-41 Grundfos系统示意图
安装排气系统及其后处理系统时,应该先校核发动机安装的角度是否正确,一般为4.5°。
安装排气管总成时,应调整波纹管的可伸缩量(压缩量≥15mm,拉伸量≥15mm)。排气管总成需包裹保温棉。
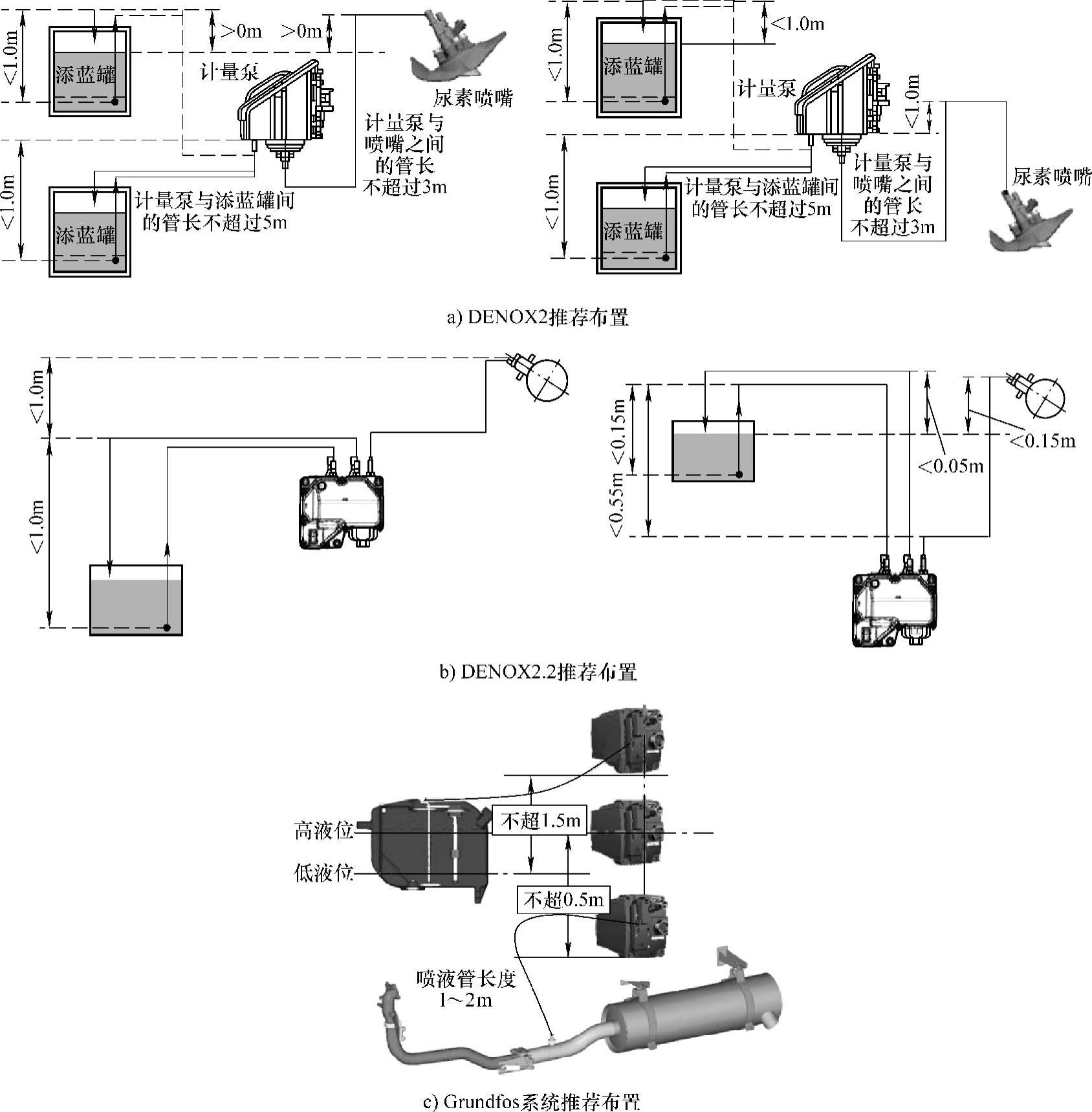
图4-42 SCR不同系统的布置图
排气管总成出口一般需要有辅助支撑,辅助支撑的装配点应该在发动机上(见图4-43)。若排气管长度超过3m,则其中段也需要装辅助支撑,中段辅助支撑的支撑点一般在车架上(见图4-44)。
增压器出口与排气管总成、消声器(后处理器)与排气管总成的连接形式一般有止口式(图4-45)和法兰式(图4-46)两种,消声器(后处理器)与排气尾管的连接形式一般有法兰式(图4-46)和插入式(图4-47)两种。管路安装中需要装配相应的垫片(石棉或其他密封填充物),防止接口处漏气。法兰式的连接处,还应该注意确认紧固件的力学性能不低于10.8级。
消声器(后处理器)安装后要严格进行校核,保证它上面的温度传感器、氮氧化合物传感器(图4-48、图4-49)的角度在正确的位置。
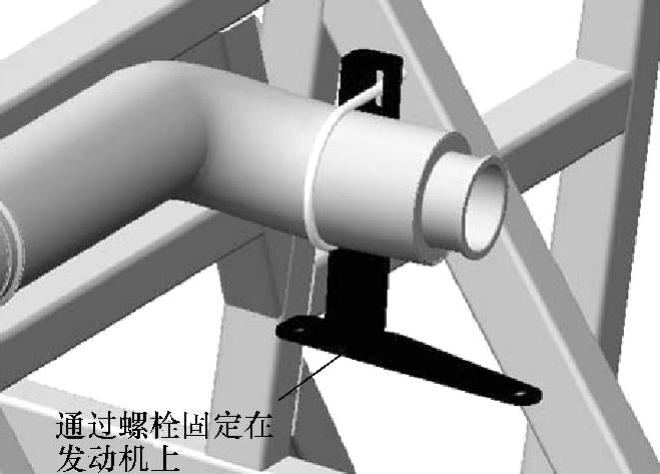
图4-43 发动机上的辅助支撑
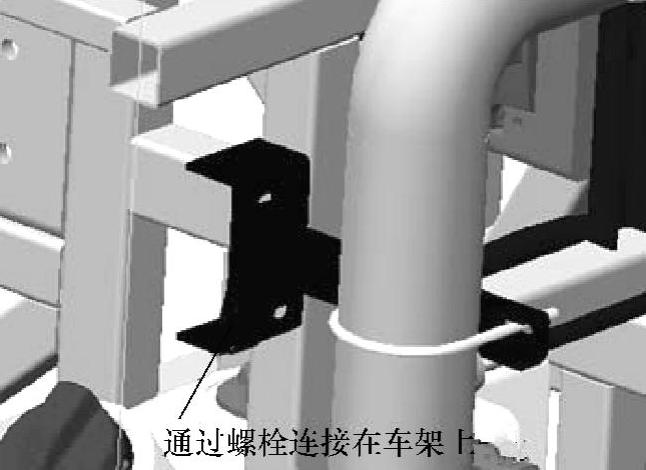
图4-44 车架上的辅助支撑
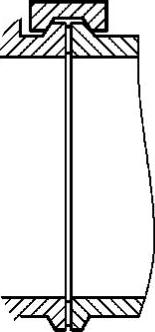
图4-45 止口式
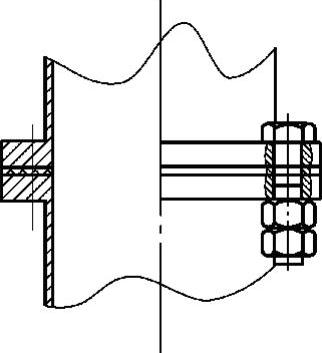
图4-46 法兰式
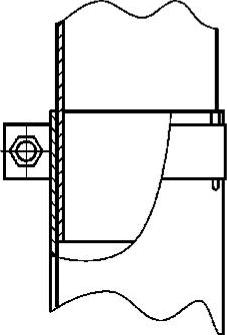
图4-47 插入式
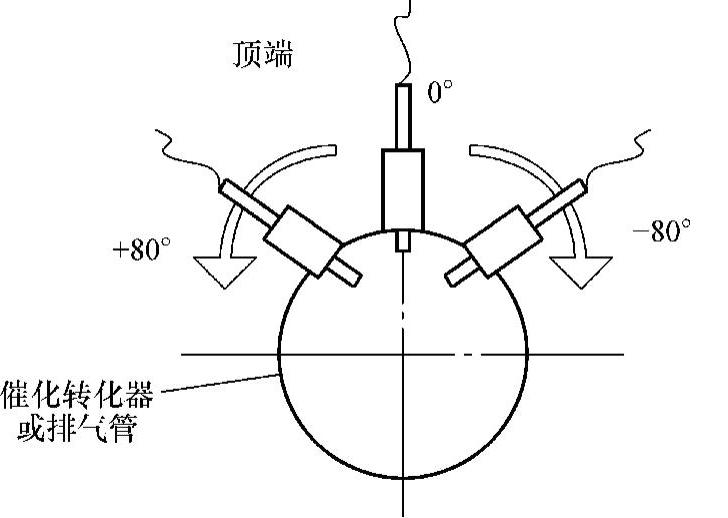
图4-48 安装角度
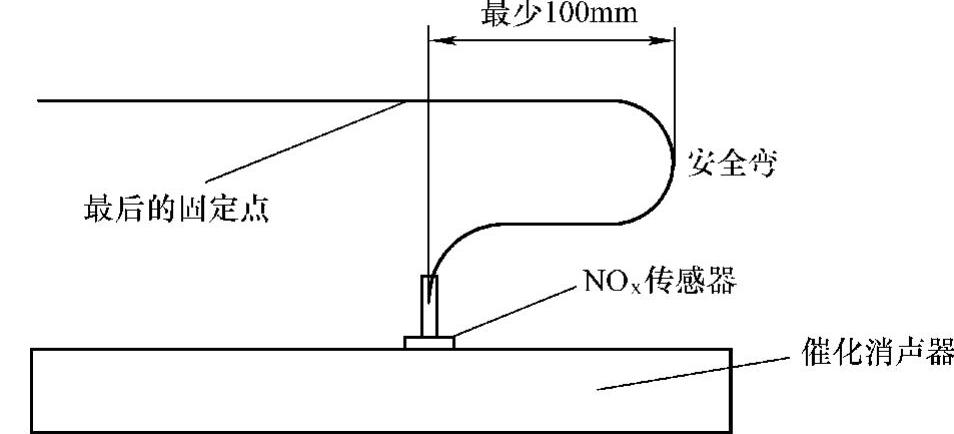
图4-49 安装注意事项
消声器抱箍(图4-50)和尾管抱箍(图4-51)拧紧后,抱箍开口结合面应有1~10mm的间隙。
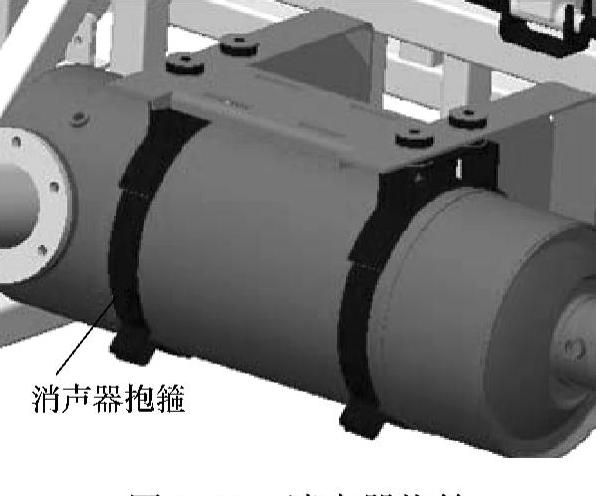
图4-50 消声器抱箍
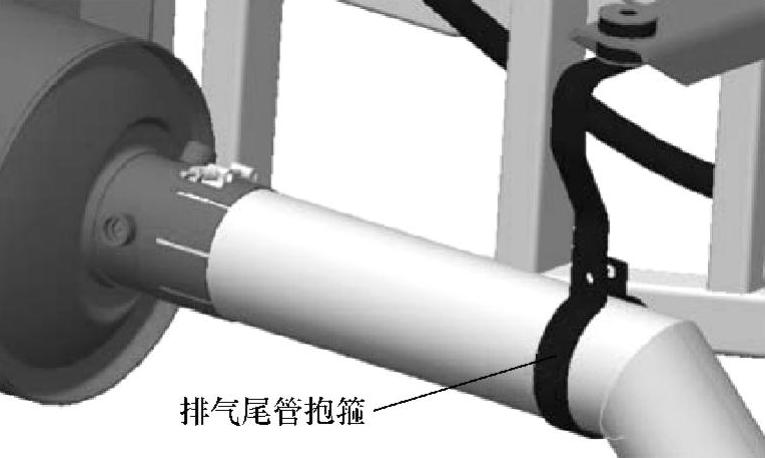
图4-51 尾管抱箍
后处理系统的零配件以及尿素液管路,均要处于50℃以下的环境,若有高于50℃的情况,则应及时施以隔热措施。
应该按要求装配尿素液喷液嘴,禁止进行弯曲喷嘴管路等任何改变状态的操作。尿素液管路的安装应该连续向下(图4-52),管路中间不允许出现绕圈、打结等情况。
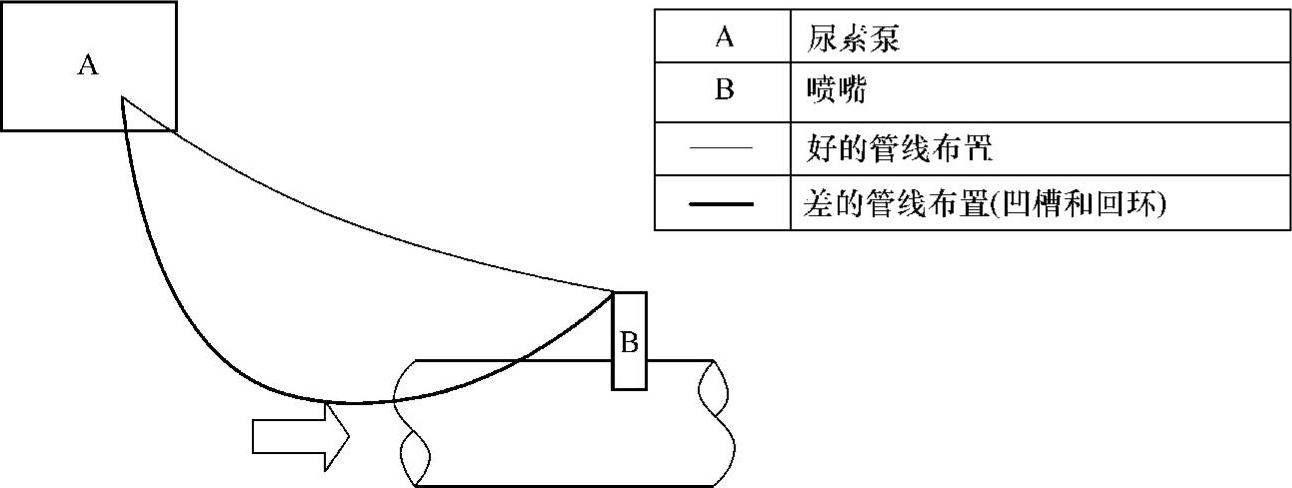
图4-52 安装要求示意图
对于-5℃以下的工况,应该在尿素罐周围安装一个环境温度传感器。
尿素罐的尿素液加热系统的取水位置应在发动机的规定位置,按照发动机的操作说明来操作。加热后的水应该回到发动机水泵入口端的附近。加热管路系统中的断水电磁阀应该装在尿素罐加热水入口端的管路中间。断水电磁阀是有方向性的,安装时应注意实物上的进出口箭头方向(图4-53)。
计量泵应该严格按照操作手册中的箭头方向安装,禁止将计量泵倒置或倾斜安装(图4-54、图4-55)。
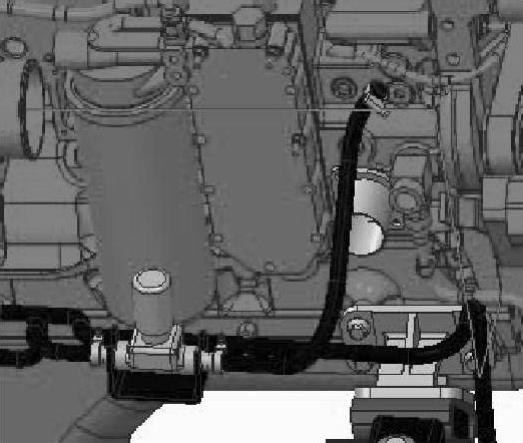
图4-53 断水电磁阀位置
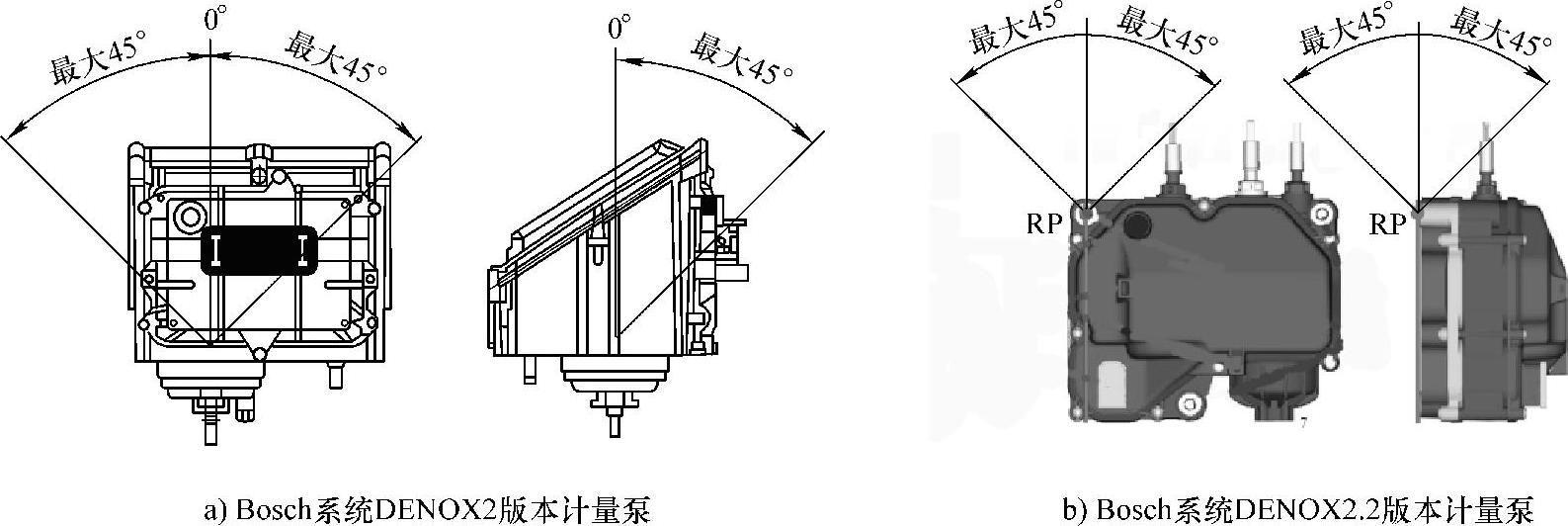
图4-54 Bosch系统计量泵
对于Bosch系统,应该增加喷油嘴的冷却水路,它与尿素罐加热系统应为同一系统。DENOX2版本计量泵在断水电磁阀下游加入三通连接器(图4-56),DENOX2.2版本计量泵在断水电磁阀上游加入三通连接器(图4-57),需注意三通连接器的连接位置。
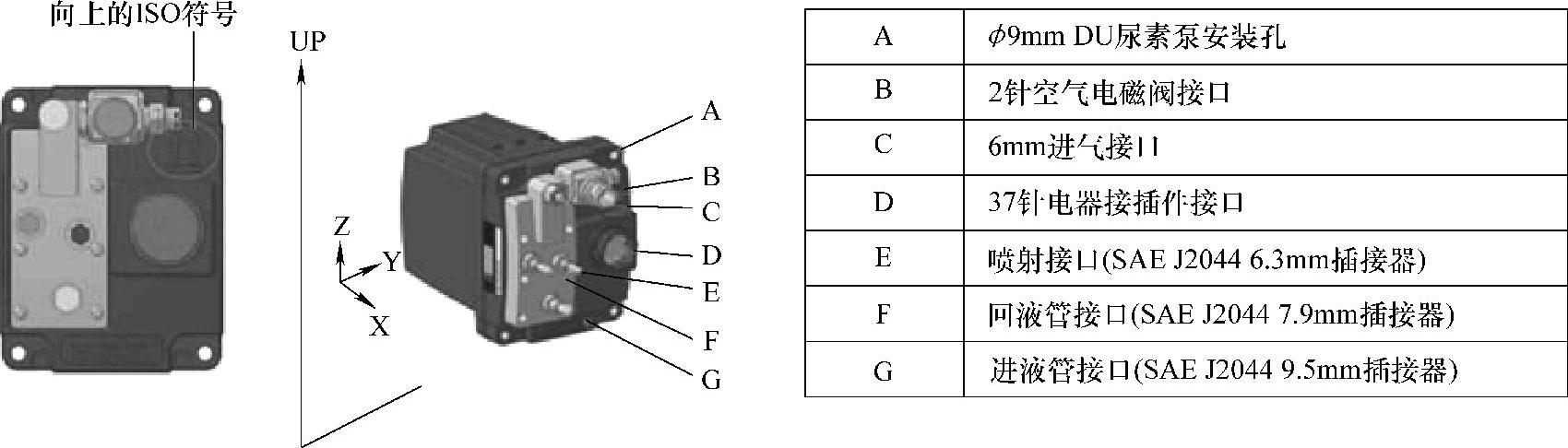
图4-55 Grundfos系统计量泵
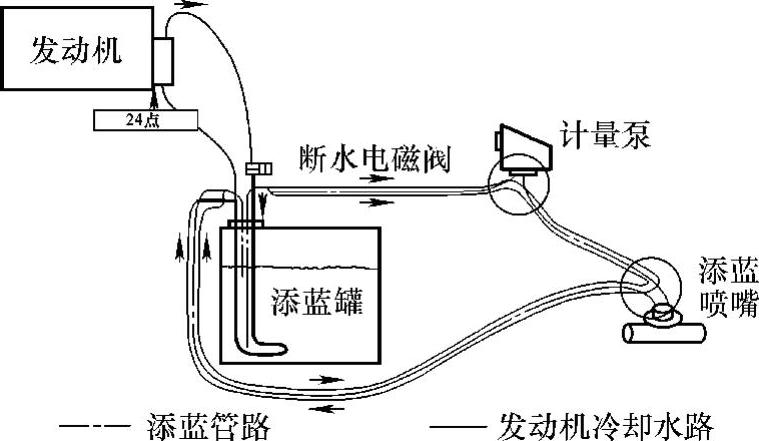
图4-56 DENOX2版本加热(冷却)回路
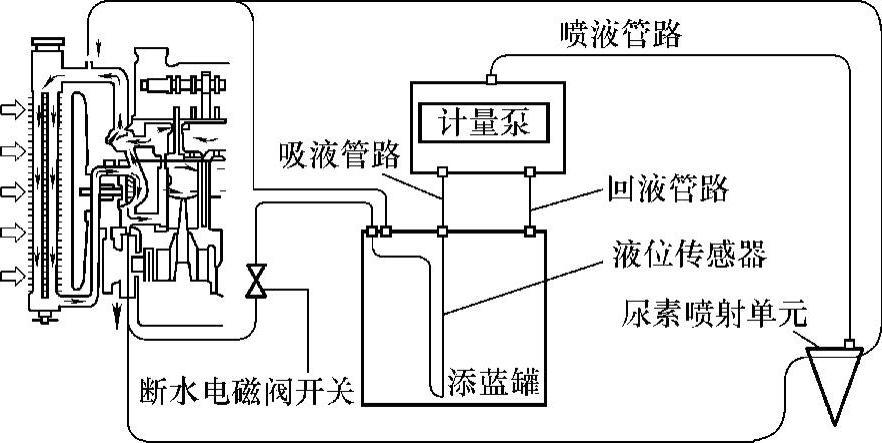
图4-57 DENOX2.2版本加热(冷却)回路
需要自行配置喷嘴座、氮氧传感器座等配件时应该注意:
(1)Bosch系统DENOX2版本。喷嘴安装在混合器上,外形尺寸为Φ101.6×250mm。它焊接在车辆的排气管路中,安装情况见图4-58、图4-59,喷嘴与混合器安装座表面之间使用专用的垫片密封。添蓝喷嘴固定螺栓安装力矩为8~11N·m。混合器最好比消声器的入口高,为了保证更好的混合效果,混合器出口离三元催化转化器入口应尽量远,它们间的管道长度至少为450mm。混合器应安装在排气管的直管段,汇合器的上游150mm和下游200mm范围内,不能有弯头和变径(图4-60)。(www.daowen.com)
为防止添蓝喷在气流低速流动区而引起结晶,弯头后的喷嘴要安装在弯头内侧。添蓝应朝向气流流动速度高的外侧喷射(图4-61)。
为防止尿素结晶,混合器下游500mm内的焊缝管道内壁一定要光滑平整,不能有高于1mm的凸起和飞边。喷嘴与三元催化转化器之间不能使用内壁凹凸不平的管接头和金属软管。对于非竖直走向的排气管,最理想的安装角度是60°~70°。喷嘴允许的安装角度是45°~90°和270°~315°。
喷嘴安装位置的上游200mm到三元催化转化器的排气管路要使用304或439级不锈钢材料,喷嘴底座和紧固螺栓材料也要采用相同或相似的金属材料。
(2)Bosch系统DENOX2.2版本。喷嘴推荐安装位置为45°~85°之间或275°~315°之间(图4-62)。为保证尿素在排气管内能够与废气充分混合,应使喷射单元到后处理箱的排气管段长度大于500mm,若后处理部分同时使用DPF系统(欧Ⅴ),则喷射单元的安装位置必须在DPF下游至少400mm处,若该距离不合适,则DPF再生时可能因过热而烧坏喷嘴。
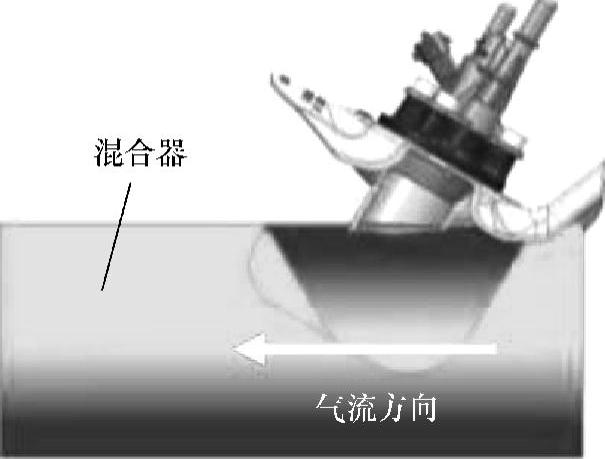
图4-58 喷嘴安装在混合器上
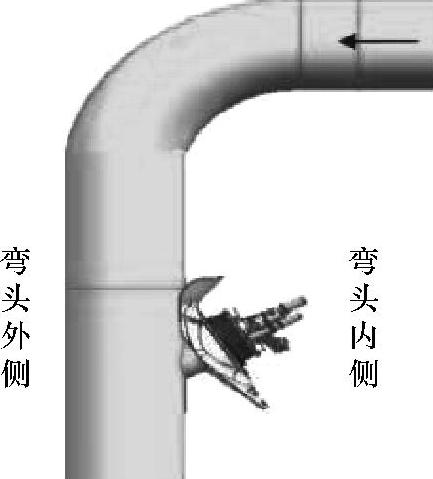
图4-59 喷嘴安装在弯头内侧
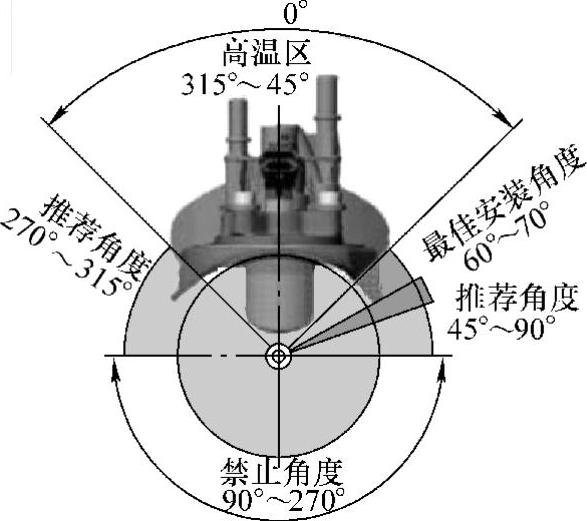
图4-60 喷嘴安装角度
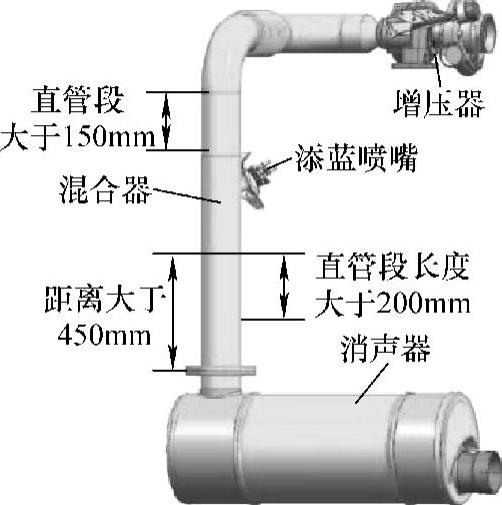
图4-61 混合器的安装位置
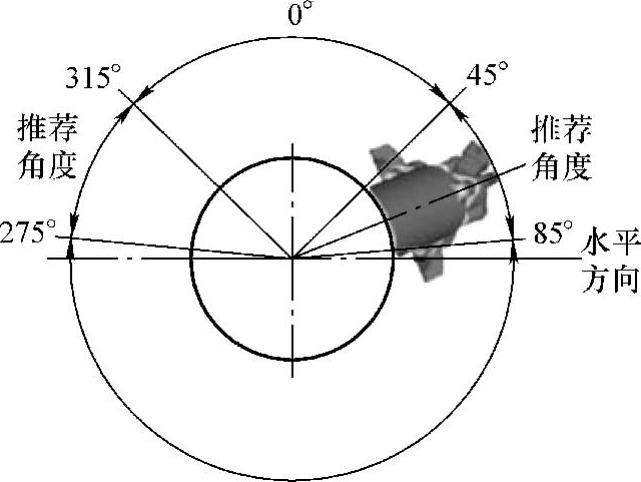
图4-62 喷嘴的安装角度
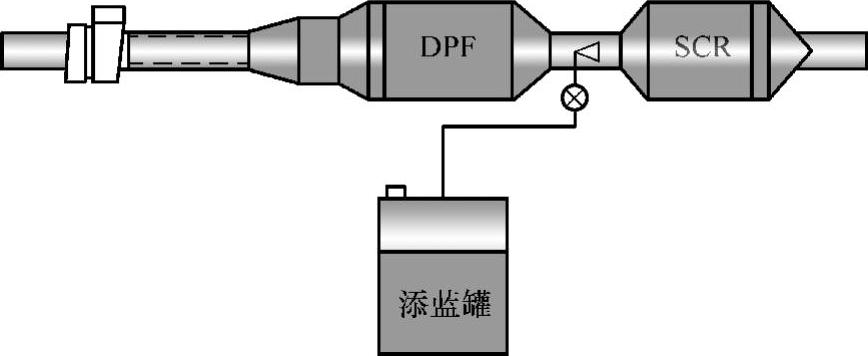
图4-63 带DPF系统的喷嘴安装距离
为防止尿素结晶,混合器下游500mm内焊缝管道内壁一定要光滑平整,不能有高于1mm的凸起和飞边。喷嘴与三元催化转化器之间不能使用内壁凹凸不平的管接头和金属软管。喷嘴安装位置上游200mm到三元催化转化器的排气管路,要使用304或439级不锈钢材料,喷嘴底座和紧固螺栓材料也要采用相同或相似的金属材料,见图4-63。
尿素喷雾角度对尿素液滴的雾化和分解效果,结晶和结石情况等影响比较大,因此,应严格按照图样要求进行喷嘴底座的焊接工艺控制。考虑到尿素喷雾粒子受排气气流的影响,在将喷嘴底座焊接到排气管弯管段上时,应使尿素喷雾中心线向气流进入方向进行一定的偏移,作为受气流影响的补偿。
补偿方法一般包括:
①偏转角度法:使喷雾中心线比排气管水平部分中心线向下偏转3°~5°,见图4-64。偏转角度跟弯管半径有关,弯管半径越大,偏转角度越小。弯管半径R≥200mm时,偏转角度可取3°;弯管半径R≤150mm时,偏转角度应取5°。
②偏心法:喷雾中心线相对于下游排气直管中心线,向弯管内侧方向偏移5~10mm(喷嘴喷雾中心线相对于喷嘴座中心线向气流上游方向偏移7.5mm,见图4-65)。弯管半径越小,下移距离应越大;弯管半径越大,下移距离应越小。
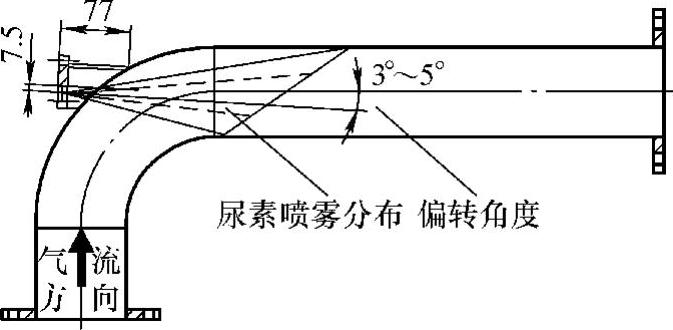
图4-64 偏转角度法示意图
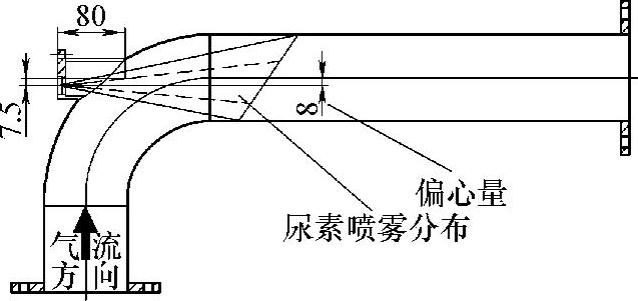
图4-65 偏心法示意图
总之,加工时允许出现既有偏转角度又有偏心量的情况,但偏移角度不得超过3°,偏心量不得超过5mm。为尽量减少尿素结晶,喷嘴底座凸出在排气管外壁的部分应尽量低,以减少散热损失。在喷嘴底座的焊接过程中,不应出现反装现象。
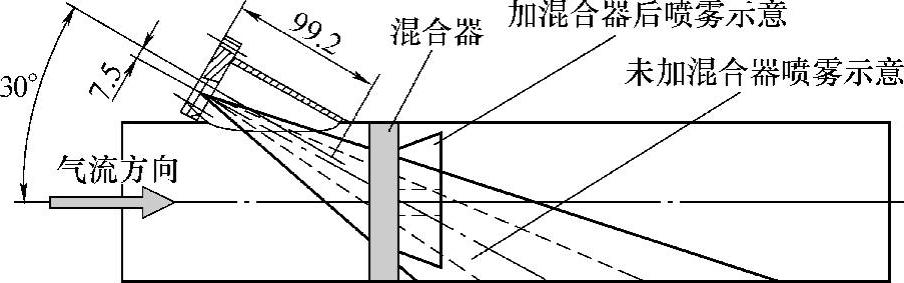
图4-66 直管段喷嘴座设计示意图
喷嘴底座加工在直管段上时,尺寸要求见图4-66。喷嘴底座中心线与排气管中心线夹角为30°,喷嘴座端面与排气管壁的最长距离为99mm。如果排气管内不加混合器,则尿素喷雾有喷射到对面管壁上的风险。在发动机低速、低负荷运转且排气温度较低,或在寒冷条件下,喷在排气管壁面上的尿素很容易形成沉积。建议在直管段上安装混合器,避免在排气管壁面上形成尿素沉积。
(3)Grundfos系统。涡轮增压器与EGP(废气处理单元俗称后处理箱体)之间的排气管长度在1~4m之间,为了保证发动机平台的目标寿命,尿素喷嘴上游100mm内的排气管,以及其下游到后处理器之间的排气管应该用304或439级不锈钢制作,排气管上游100mm以外的管道可以用铸铁或低碳钢制作,但是必须满足耐久性要求,因为尿素具有腐蚀性,加热后会形成化合物,腐蚀低碳钢部件(见图4-67)。
尿素喷嘴应固定在排气管的直线段上,并距离后处理器进口端440mm以上。除非由CES提供带有喷嘴支座的后处理器,否则距离喷嘴上游100mm及下游270mm的范围内必须是直线段(图4-68)。
安装喷嘴时,应该使尿素流向后处理器的进口(图4-69)。喷嘴有一个安装销用来保证安装方向,见图4-70、图4-71中红色圆圈所标注的位置。同时,在排气管上有一个与之配合的带有凹槽的固定支座。如果喷嘴支座作为EGP的一部分由CES提供,则能保证喷嘴喷射方向朝向后处理器进口端;如果由整车制造商来安装喷嘴支座,则焊接时要保证固定支座的定位凹槽指向后处理器进口端。
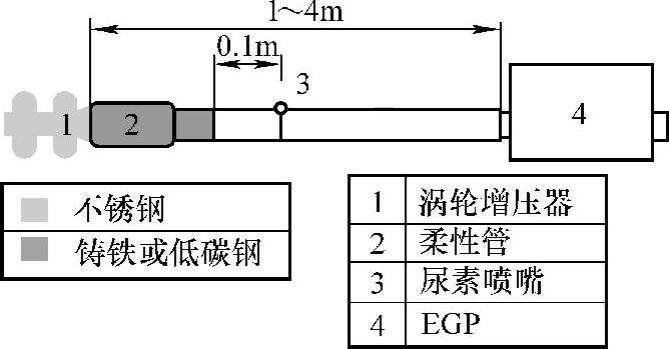
图4-67 排气系统尺寸要求
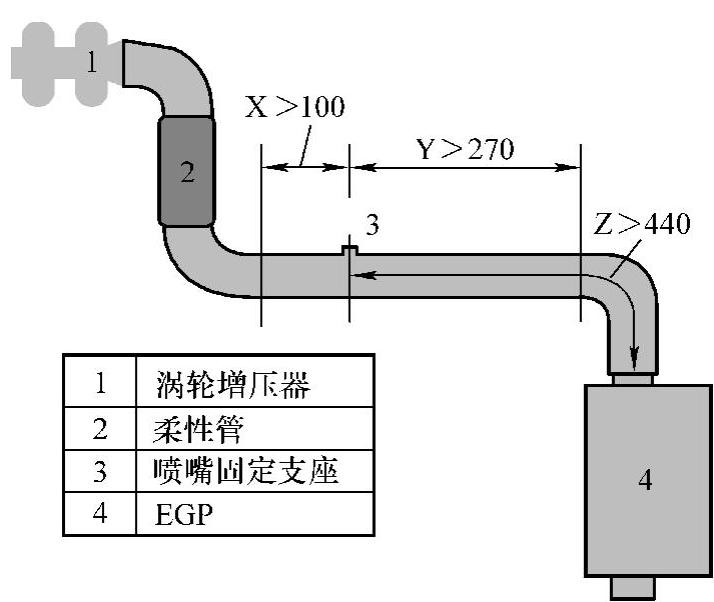
图4-68 尿素分解管最小尺寸要求
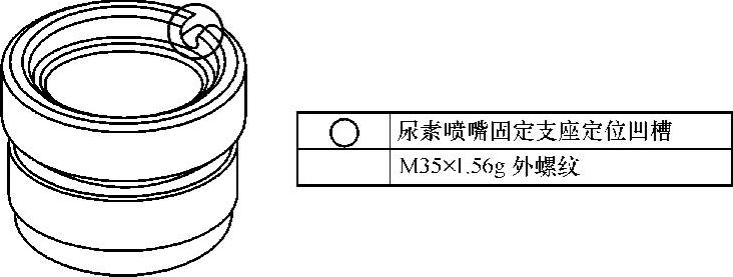
图4-69 喷嘴固定支座
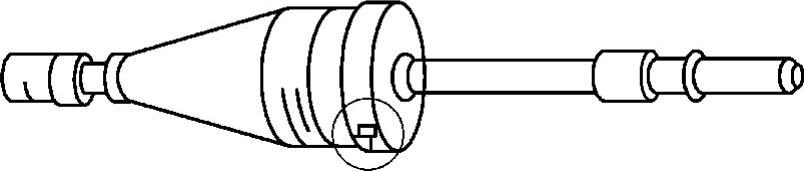
图4-70 带装配销的喷嘴
喷嘴固定螺母的拧紧力矩为(60±5)N·m
喷嘴直杆应垂直于排气管安装,并保证在排气管竖直面顶端±80°范围内。
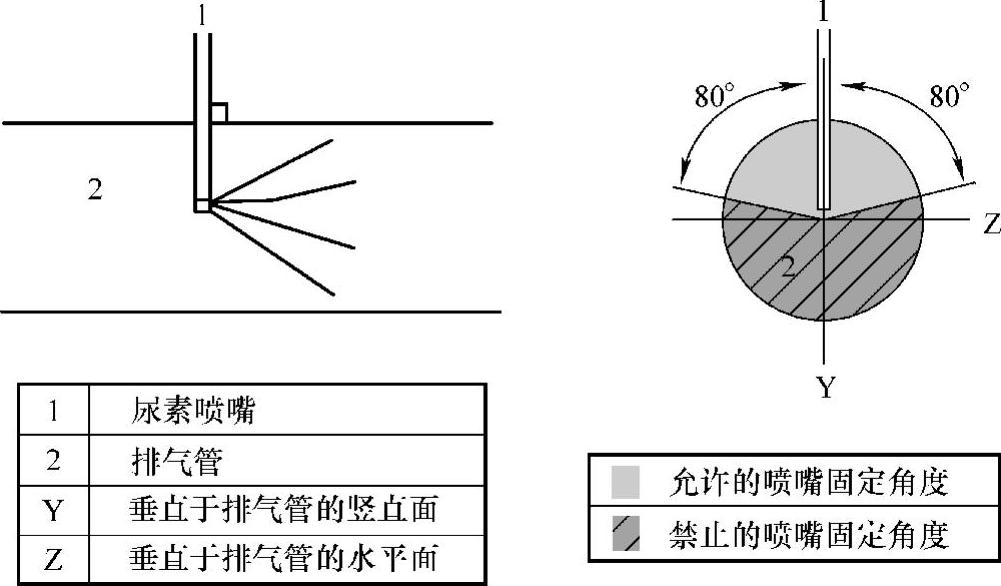
图4-71 喷嘴安装
整车制造商在将喷嘴支座焊接到排气管上时,需要满足图4-72中的公差要求。
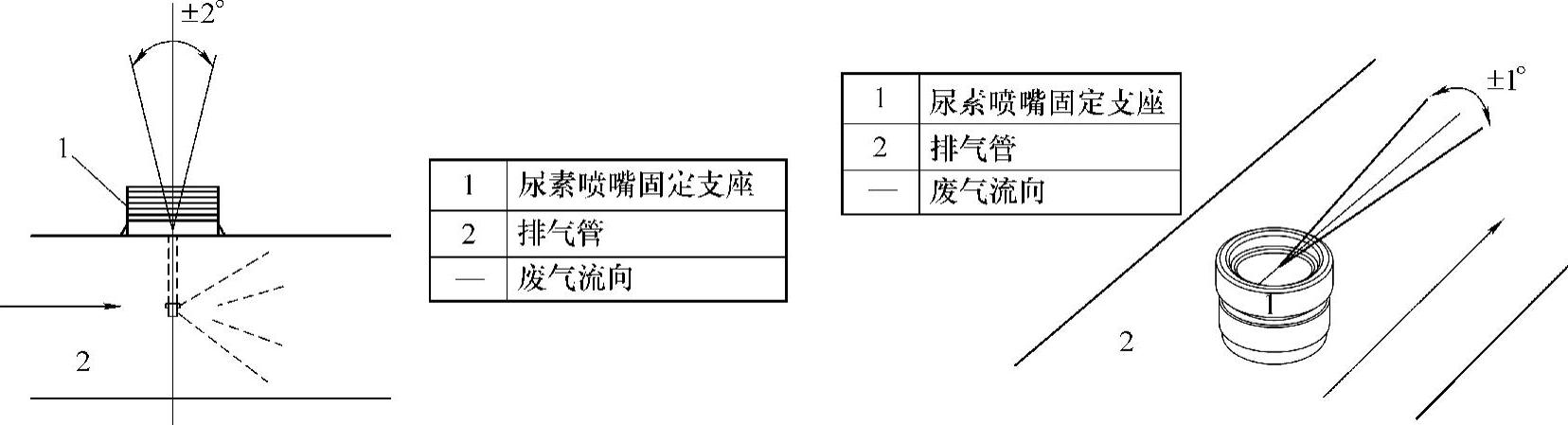
图4-72 喷嘴支座安装精度要求
(四)冷却系统分装工艺
冷却系统通过对发动机进行强制冷却,保证其能始终以最适宜的温度状态工作,并获得较高的动力性、经济性及可靠性。冷却系统主要由散热器、中冷器、风扇传动机构、膨胀水箱、各连接管路和安装固定支架组成。
客车的总体布置、油耗以及噪声水平,与冷却系统风扇的布置和驱动方式有很大关系。风扇驱动的方式多种多样。对风扇的驱动方式进行研究,有利于提高客车总体布置水平,降低油耗和噪声。目前,国内客车厂采用的风扇布置和驱动方式主要有发动机直接驱动、发动机间接平行驱动、机械式角传动、液压传动以及电动机驱动。
冷却系统的安装步骤因风扇布置和驱动方式的不同而有一定差异,一般按照如下步骤:散热器总成分装→安装散热器、散热器撑杆、水管支架→安装调整散热器总成→安装调整散热器带轮和风扇→连接及固定散热管路、安装膨胀水箱。
图4-73 风扇安装在曲轴上
发动机直接驱动又分为两种方式,一种是风扇固定在发动机的曲轴上(图4-73),另一种是风扇固定在水泵轴或者中间惰轮上。发动机直接驱动的传动效率高,驱动系统简单,因此散热器的散热能力只要与发动机的功率相匹配,一般就不会出现过热现象,但是,这种方式比较容易与周边的零部件发生干涉,布置时要注意。
发动机间接平行驱动指风扇与缸体前端面平行,曲轴带轮通过传动带将动力传递到中间带轮,再传递到风扇带轮。其布置简图见图4-74。这种结构的传动机构复杂,对各传动部件的性能要求高,装调复杂,并且噪声大。散热风扇后部空间狭小,增加了散热风扇抽风的阻力,不利于散热。因此,这种结构在装配前要精心配置,保证有密封良好的进风道,并且在车身侧围开通风窗口,保证良好的进风环境。
图4-74 发动机间接平行驱动
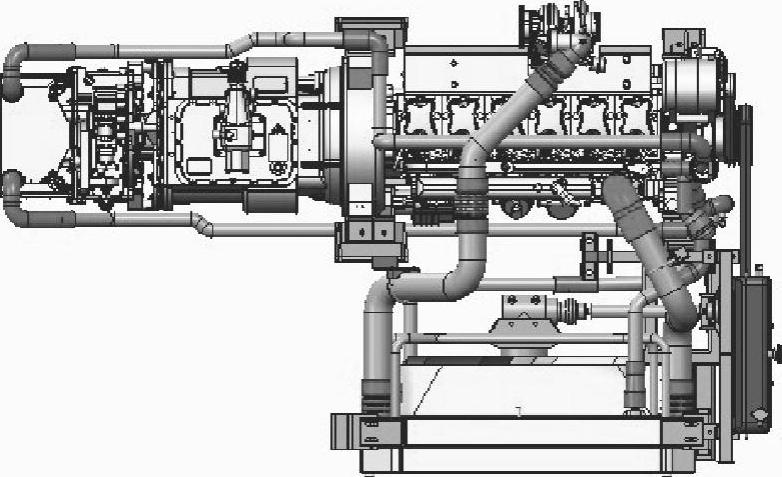
图4-75 机械式角传动
机械式角传动中,散热器和风扇布置在发动机旁,风扇轴线与缸体曲轴中心线垂直。其布置简图见图4-75。该布置方式不仅能改善进风,提高散热能力,还便于客车的总体布置。另外,该机构对风扇和发动机曲轴带轮的安装位置精度要求低,装调方便。它的缺点是锥齿轮的噪声偏大,需定期更换齿轮箱中的润滑油。
风扇液压传动机构指液压泵到液压电动机间的容积调速回路,即发动机驱动液压泵,液压泵泵出压力油,压力油驱动液压电动机,液压电动机带动风扇转动。其结构简图见图4-76。这种传动方式噪声小,效率高。它的缺点是发动机低速状态下,不易建立高油压,影响散热性能。另外,它的液压管路布置复杂,管路对密封性要求高。
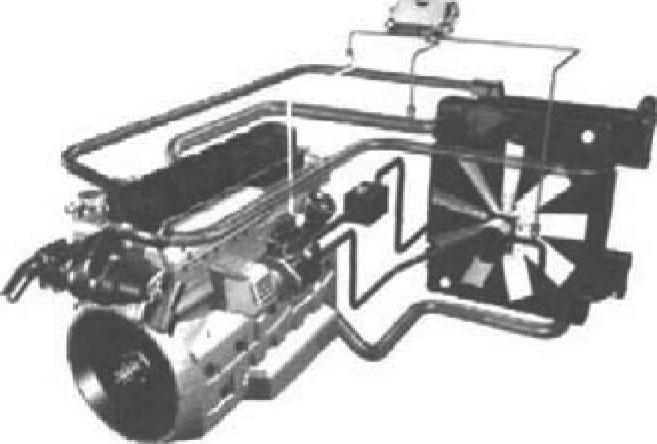
图4-76 风扇液压传动
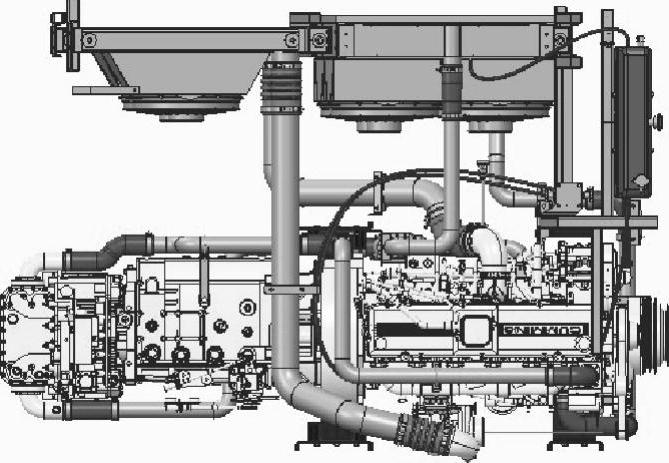
图4-77 电动机驱动
电动机驱动指不由发动机通过V带驱动风扇,而是由蓄电池(或电容箱)向电动机供电,由电动机来驱动风扇。其结构简图见图4-77。这种驱动方式可以实现风扇转速的电控式无级控制,节能效果明显,噪声低,并且装配效率高。
对于后置式发动机,散热器的安装除要考虑车后部的空间、位置及散热器的通风情况外,还应该使散热器的进出水口尽量靠近发动机的进出水口,并适当加大进出水管的直径,改善进出水管弯头结构,使弯头光滑过度。其次,散热器与车身、发动机舱结合处,以及护风罩装配结合面的密封性要好。再次,风扇前端面与散热器距离应尽可能大,对于吸风式风扇,此距离应大于50mm(推荐80~100mm);对于吹风式风扇,此距离应大于100mm。若风扇未扫过面积较大,则此距离应相应增加。发动机舱中的排风通道和排风口面积应尽可能大,排风口总面积应大于风扇叶片扫过面积。
在除气循环管路中,如果主循环系统中具有较长的管路,则管路应沿水流方向适当上翘,避免采用水平布置和呈凸形的管路。另外,管路的弯角处或直径变化处必须圆滑过渡,尽量短而直,这样有利于空气的排出。为了保证冷却液循环时,能将所产生的气体全部排出,副水箱的安装位置要尽可能地提高。管路连接时,要求软管套入钢管的长度在40~50mm之内,卡箍应在距软管端部5~10mm处卡紧。最后用所配的管夹、扎带等将管路固定。
为防止散热器因车辆振动而脱焊、开裂,散热器与车架间的连接,以及辅助支承应采用橡胶减振垫,并用螺栓紧固。
在带传动装置中,安装风扇多楔带时,除多楔带的张紧力应满足要求外,各多楔带轮的轴线应相互平行,多楔带轮对应轮槽的对称平面应位于同一平面内,其公差不得超过±20′,调整后应用锁紧螺栓紧固。通过调整中间轮调整螺栓来调节多楔带张紧度,使得曲轴多楔带挠度达到9mm,风扇多楔带挠度达到6mm。风扇多楔带撑杆多采用左右螺旋结构,装配时应注意保证左右调节量均等。
(五)燃油系统分装工艺
对柴油发动机而言,发动机供油系统指对柴油起储存、滤清、输送等作用的一系列装置所组成的系统。应保证供油系统在规定的环境温度、气压和工况下,满足正常供应燃油的性能要求。它主要由燃油箱、燃油滤清器、输油泵、相关的连接管路组成。
在柴油机中,供油系统是极其重要的。它的设计和制造要求很高,对整机的动力性、经济性、噪声、排放、机械负荷、热负荷及工作可靠性都有重大的影响。根据底盘总布置要求,油箱可布置于前悬、后悬或中段,并综合考虑轴荷分配、油路长短和总布置需要,一般优先考虑将油箱布置于中段,其次为前悬架,最后为后悬架。
供油系统的安装一般按照如下步骤:燃油箱的安装→油水分离器的安装→燃油管路的铺设与固定。
如果采用双油箱,则一般沿客车车身呈Y向布置,优先布置于前悬架,其次布置于中段(图4-78),一般不布置于后悬架。燃油滤清器一般和油箱(双油箱时和主油箱)位于同一舱体。
供油系统设计安装时,应保证:燃油箱及燃油管路应坚固并固定牢靠,不会因振动和冲击而发生损坏和漏油现象;燃油箱的加油口及通气口应保证在车辆晃动时不漏油;燃油箱的加油口和通气口不允许对着排气管的开口方向,且应距排气管的出气口端300mm以上,否则应设置有效的隔热装置;燃油箱的加油口和通气口应距裸露的电气插接器及电气开关200mm以上;车长大于6m的客车的燃油箱距车身前端面应不小于600mm,距车身后端面应不小于300mm;燃油箱的通气口和加油口不得在有站席和座席的车厢内开口。
在燃油箱材料选用中,优先选用金属燃油箱,应使用GB/T 5065—2004规定的热镀铅合金冷轧碳素薄钢板或经特殊防腐蚀处理的镀锌钢板。一般制成长方形筒状加2个堵头,在翻边处滚焊或卷边点焊后堆焊;次选塑料燃油箱,应使用具有很大抗冲击强度的超高分子量聚乙烯材料(HMWPE)或具有同等性能的其他非金属材料。一般采用挤压吹塑法制造,内层涂敷防渗剂或进行化学处理,防止渗油。
在燃油管路的铺设与固定中,要求卡箍胶管与管接头插接到位,管箍不允许夹在管接头边缘凸起部位。软管与卷焊管连接时应插入100mm,并用两个管箍在插入部分的两端10mm处分别夹紧固定管路时要保证其不与其他底盘部件干涉,且全长范围内得到均匀固定。
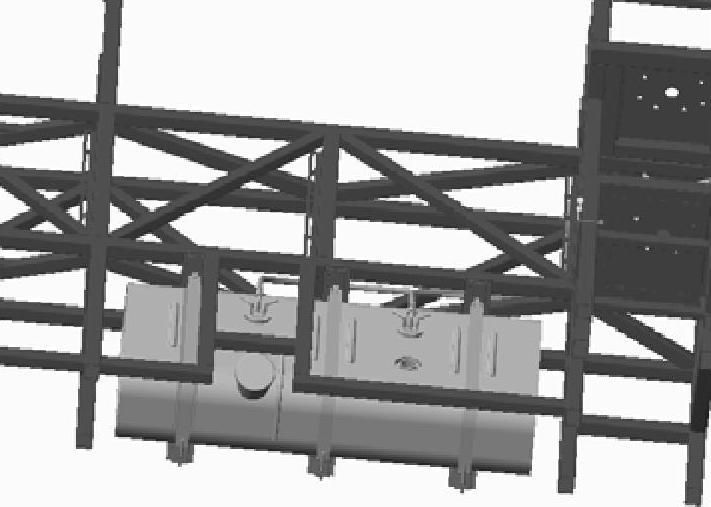
图4-78 油箱布置于中段
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





