发动机分装包括飞轮壳分装、飞轮齿圈装配、飞轮安装、导向轴承安装、发电机装配、传动带张紧轮装配、动力转向油泵装配、曲轴带轮安装、发动机润滑油加注、离合器装配、变速器装配、缓速器装配、传动轴装配以及动力总成吊装。目前,国内给客车厂配套的发动机厂较多,主要有玉柴、潍柴、锡柴、道依茨、日野以及康明斯等。
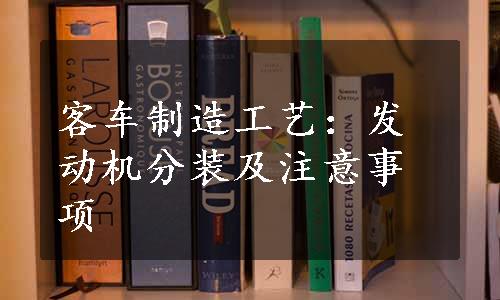
在飞轮壳、飞轮的安装中,要注意:飞轮壳分装时,应查看O形密封圈及塑料堵塞是否干净、无磕碰损坏或其他缺陷。确认无缺陷后,先将O形密封圈压入塑料密封圈槽内,再把塑料堵塞打入飞轮驱动孔内。飞轮壳装配时,将飞轮壳与缸体连接的连接螺栓顺序交叉拧紧,拧紧力矩为65~89N·m。安装导向轴承时,将轴承打入轴承孔内,应使轴承端面与飞轮端面平行,且保证轴承能灵活转动,见图4-27。
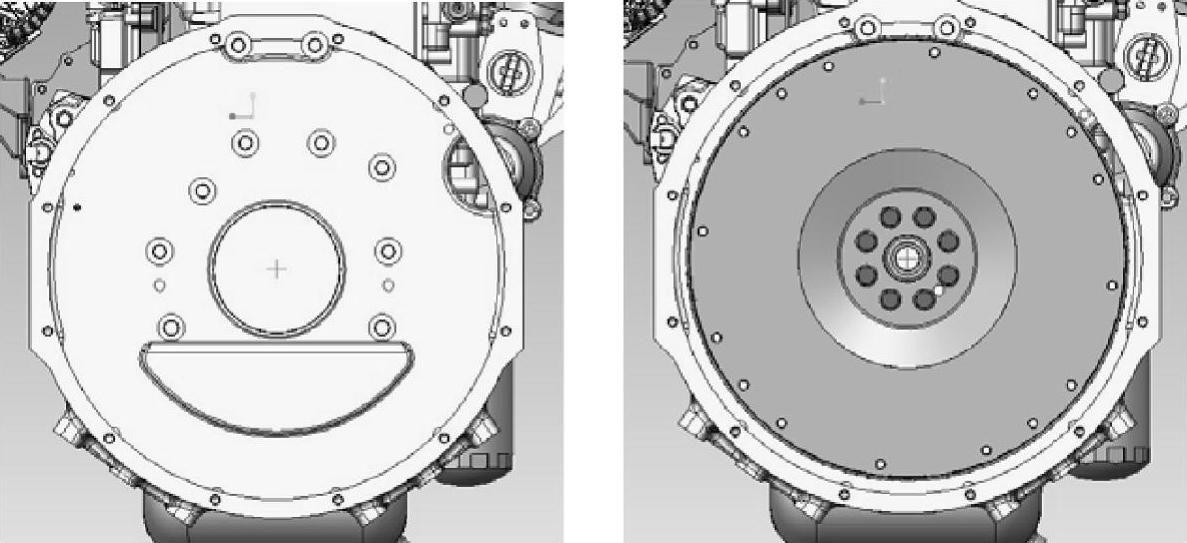
图4-27 飞轮壳和飞轮安装
加注发动机润滑油时,应确保油位在“最高”和“最低”标志的最高位置,否则应补充油液。
安装离合器时,应保证飞轮的表面干净、干燥,用工艺芯轴将摩擦片、压盘总成套到一起之后,将工艺芯轴穿于轴承飞轮孔。装配压盘时,应按“对角线法则”拧紧螺栓,拧紧力矩为52~90N·m,见图4-28。
在变速器安装中,要注意:吊出变速器时,严禁磕碰里程表软轴接口,落地要轻放。加注变速器润滑油时,注意检查油面是否已到达油位口螺孔边缘,若未到达则应继续添加油液直到合格为止。变速器与飞轮壳连接时,用吊带套上变速器分装总成,对准预埋双头螺柱与连接孔,将变速器与飞轮壳结合面轴向推至无间隙。连接螺纹时,应按“对角线法则”拧紧螺栓,拧紧力矩为52~90N·m,见图4-29。
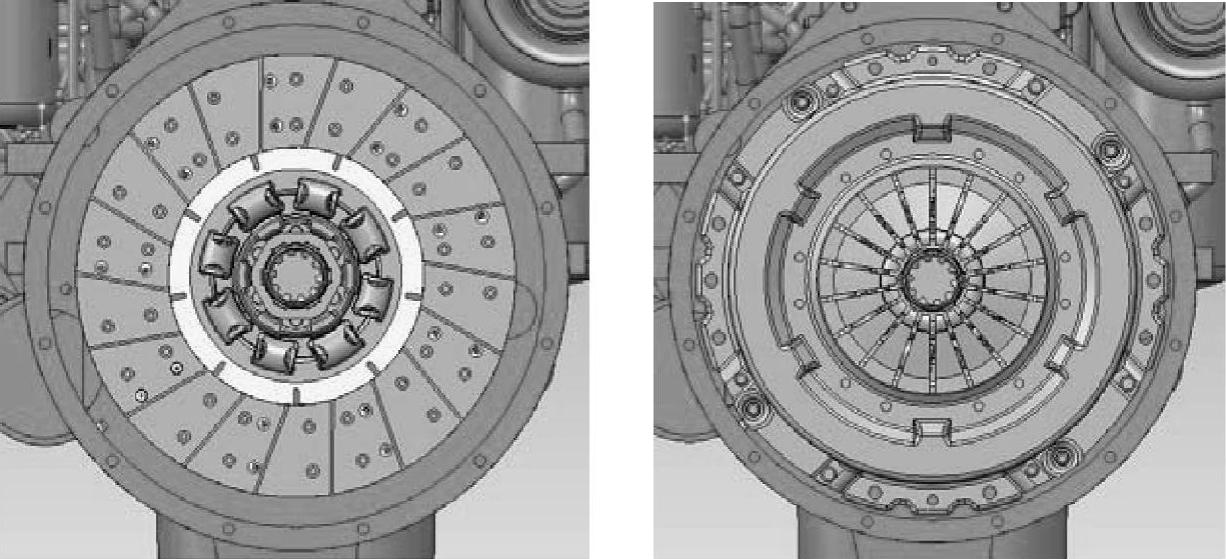
图4-28 离合器安装
 (www.daowen.com)
(www.daowen.com)
图4-29 变速器安装
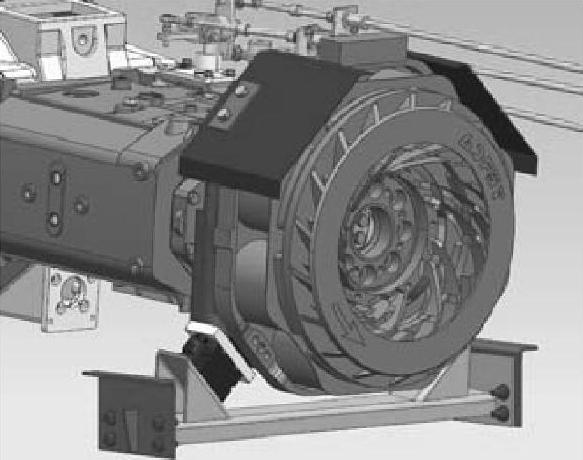
图4-30 缓速器安装
缓速器与变速器(或驱动桥)的装配需保证所有安装螺栓的拧紧力矩,并且所有螺栓均须按规范涂螺纹锁固胶。装配缓速器与车架时,按指定位置装好各连接组件后,螺栓拧紧力矩按QC/T 518—2013《汽车用螺纹紧固件紧固扭矩》执行,要保证缓速器软垫紧密接触且不扭曲变形,若出现接触不紧密或扭曲时,要调整到合格为止,见图4-30。
发动机悬置支架安装时,要注意各螺母拧紧力矩的要求。其中,发动机前悬置支架处螺母拧紧力矩要求为M12:90~110N·m,M14:146~185N·m。发动机后悬置支架(梁)处螺母拧紧力矩要求为M12:90~110N·m,M14:146~185N·m。发动机支撑架(或发动机总成支架)处螺母拧紧力矩要求为M14×2:178~200N·m,M16×2:200~310N·m,M18×2.5:380~467N·m。其他螺纹紧固件的拧紧力矩应符合QC/T 518—2013《汽车用螺纹紧固件紧固扭矩》中的规定。
在传动轴安装中,应使花键轴和花键套的箭头相互正对,确保传动轴的动平衡。保证螺母拧紧力矩为M14×1.5:180~200N·m,M16×1.5:240~297N·m。
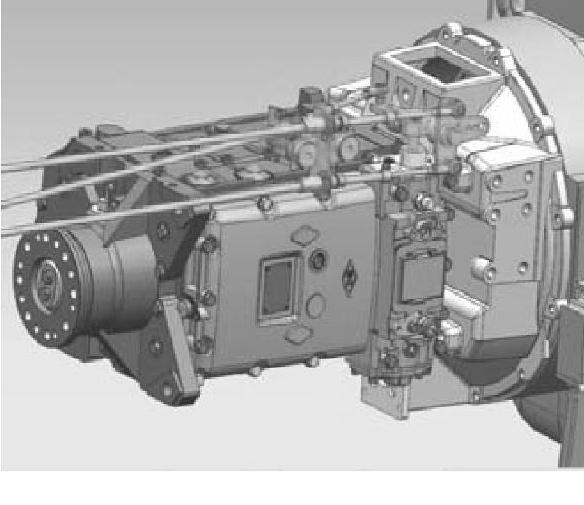
动力总成吊装时,有以下要求:吊带在使用前应检查其完好性,严禁使用破损的吊带;使用桁吊时,要严格遵守操作规范,低空低速,严禁磕碰;发动机悬置软垫不应有明显的变形;螺纹紧固件的拧紧力矩应符合QC/T 518—2013《汽车用螺纹紧固件紧固扭矩》的规定(注意:吊装作业时,不要大力磕碰发动机及其分装附件,尽量保持平稳),见图4-31。
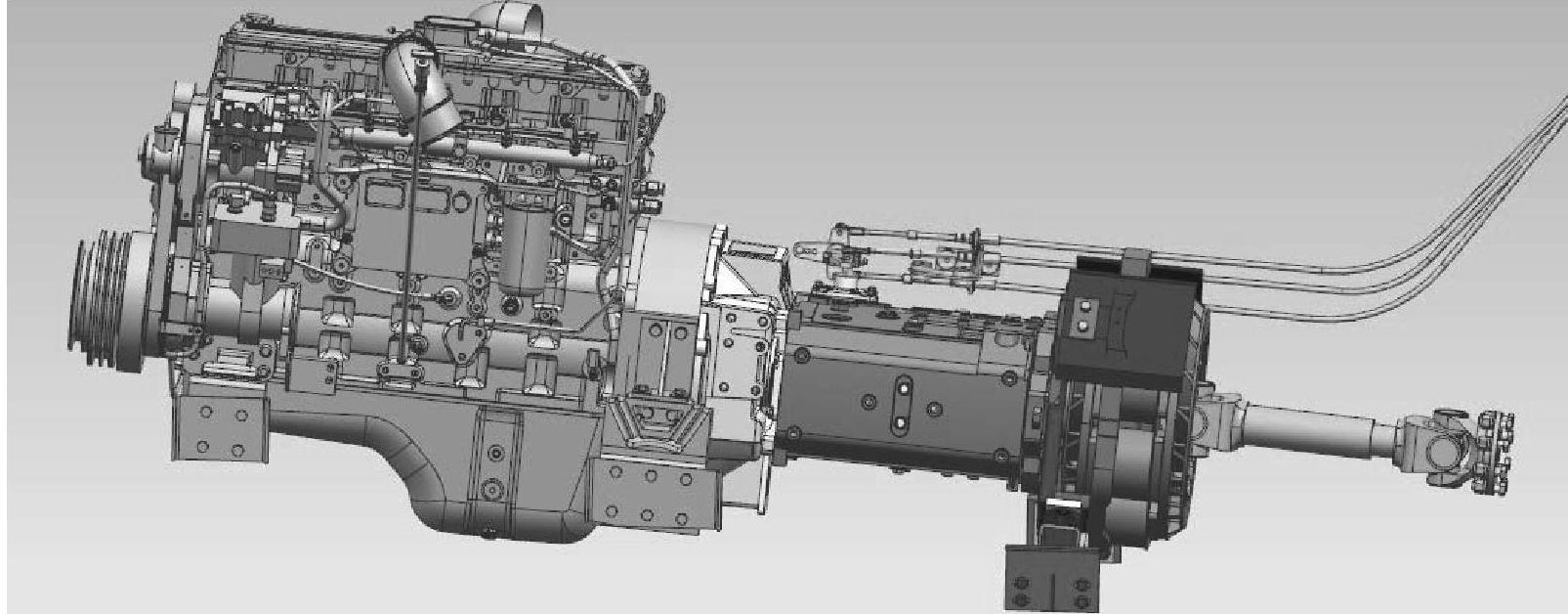
图4-31 动力总成
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





