根据焊接工作原理,可将焊接工艺分为电阻焊焊接工艺、电子束焊接工艺、气焊焊接工艺、激光焊接工艺和电弧焊焊接工艺。以上焊接工艺执行标准GB/T 19867.1—2005《电弧焊焊接工艺规程》、GB/T 19867.2—2008《气焊焊接工艺规程》、GB/T 19867.3—2008《电子束焊接工艺规程》、GB/T 19867.4—2008《激光焊接工艺规程》、GB/T 19867.5—2008《电阻焊焊接工艺规程》中的焊接工艺规程。
(一)电阻焊
电阻焊是一种将被焊工件压紧于两电极之间,并施以电流,利用电流流经工件接触面及其邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的方法。
1.点焊
点焊是客车车身焊装生产中应用量仅次于CO2电弧焊的焊接方式。在目前客车车身焊装生产中,它主要应用在前后围蒙皮、侧蒙皮与车身骨架、顶蒙皮的拼接及其与车顶围骨架的焊接中,见图2-4。
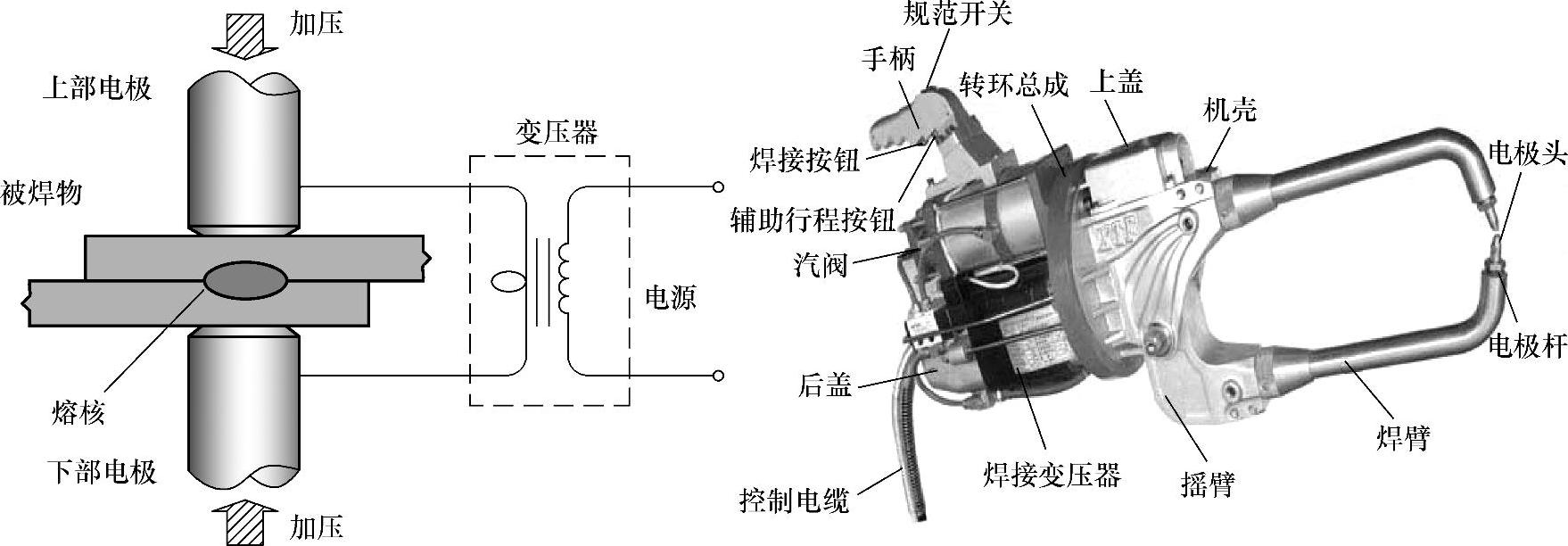
图2-4 点焊原理及点焊机
点焊的焊接过程见图2-5。
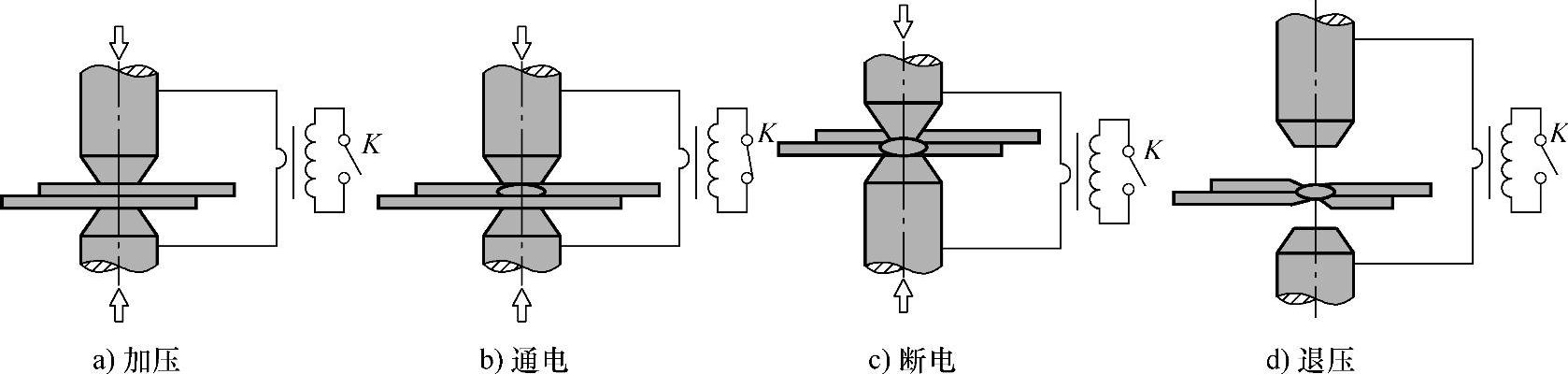
图2-5 点焊的焊接过程
2.缝焊
缝焊又称滚焊,由点焊发展而来。它的焊点形成本质与点焊相同,见图2-6。
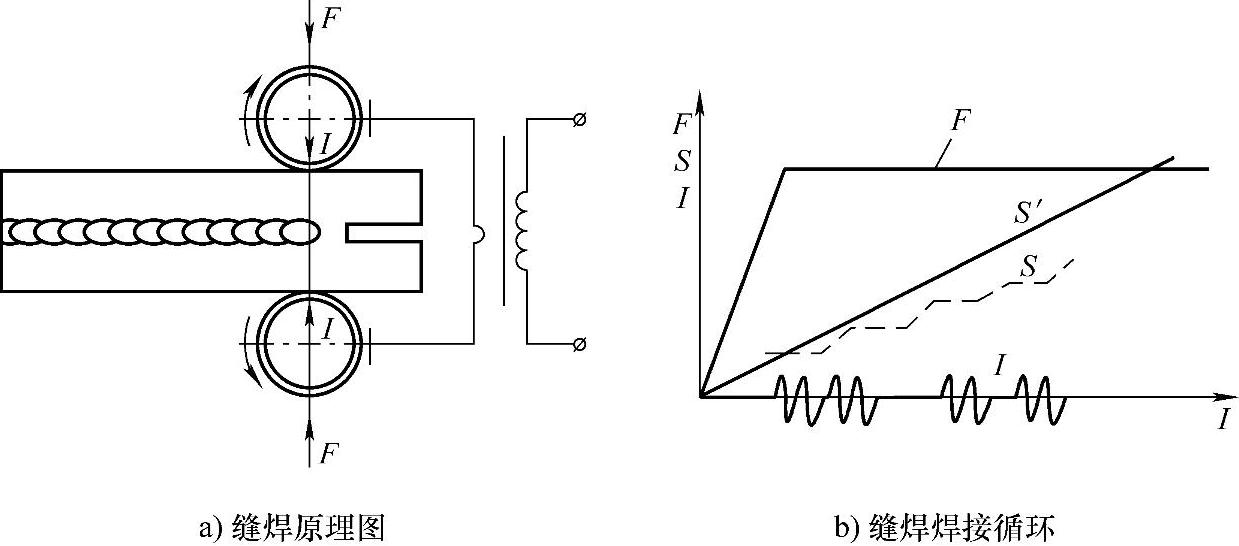
图2-6 缝焊
S—工件连续移动距离 S′—工件断续移动距离
(二)电子束焊
电子束焊是一种利用会聚的高速电子流轰击工件接缝处所产生的热能使金属熔合的焊接方法。电子流轰击工件时,动能转变为热能。
1.电子束作为焊接热源有两个明显的特点
(1)功率密度高。用电子束焊接时,常用的加速电压范围为30~150kV,电子束电流范围为20~1000mA,电子束焦点直径为0.1~1mm,这样,电子束的功率密度可达106W/cm2以上。
(2)精确而快速的可控性。作为物质基本粒子的电子,具有极小的质量(9.1×10-31kg)和一定的负电荷(1.6×10-19C),电子的荷质比高达1.76×1011 C/kg,通过电场、磁场对电子束可作快速而精确的控制。电子束的这一特点明显优于激光束,后者只能用透境和反射镜控制,速度慢。
基于焊接时的真空条件,电子束焊接具有下列特点。
优点:①电子束穿透能力强,焊缝深宽比大。目前,电子束焊缝的深宽比可达60∶1。焊接厚板时,可以不开坡口实现单道焊,比电弧焊节省辅助材料且能源的消耗更小。②焊接速度快,热影响区小,焊接变形小。对精加工的工件可作为最后连接工序,焊后工件仍可保持足够高的精度。③真空电子束焊接不仅可以防止熔化金属受到氧、氮等有害气体的污染,还有利于焊缝金属的除气和净化,因而特别适于活泼金属的焊接。另外,也常用电子束焊接真空密封元件,焊后元件内部保持在真空状态。④电子束在真空中可以传到较远的位置上进行焊接,因而也可以焊接难以接近部位的接缝。⑤通过控制电子束的偏移,可以实现复杂接缝的自动焊接。可以通过电子束扫描熔池来消除缺陷,提高接头质量。
缺点:①设备比较复杂且费用比较昂贵。②焊接前对接头加工和装配要求严格,为的是保证接头位置准确、间隙小且均匀。③真空电子束焊接时,被焊工件尺寸和形状常常受到工作室的限制。④电子束易受杂散电磁场的干扰,影响焊接质量。⑤电子束焊接时产生的X射线需要严加防护,以保证操作人员的健康和安全。(https://www.daowen.com)
2.工作原理和分类
(1)工作原理。电子束是从电子枪中产生的。通常,电子以热发射或场致发射的方式从发射体(阴极)逸出。在25~300kV的加速电压的作用下,电子被加速到0.3~0.7倍光速,具有一定的动能,经电子枪中静电透镜和电磁透镜的作用,电子汇聚为功率密度很高的电子束。电子束撞击到工作表面,电子的动能便转变为热能,使金属迅速熔化并蒸发。在高压金属蒸气的作用下,熔化的金属被排开,电子束就能继续撞击深处的固态金属,在被焊工件上很快地“钻”出一个锁形小孔,小孔的周围被液态金属包围。随着电子束与工件的相对移动,液态金属沿小孔周围流向熔池后部,逐渐冷却、凝固并形成焊缝。电子束传送到焊接接头的热量和其熔化金属的效果,与束流强度、加速电压、焊接速度、电子束斑点质量以及被焊材料的性能等因素有密切的关系。
(2)分类。电子束焊的分类方法很多。按被焊工件所处环境的真空度可分为三种:高真空电子束焊、低真空电子束焊和非真空电子束焊。
(三)气焊焊接
气焊焊接是一种以可燃气体与助燃气体混合燃烧生成的火焰为热源,熔化焊件和焊接材料并使之达到原子级结合的焊接方法。
(四)激光焊接
激光焊接是一种将高能激光束耦合进入光纤,远距离传输后,通过准直径变为平行光,再聚焦于工件上实施焊接的方法。
(五)电弧焊焊接
电弧焊焊接以焊条和焊件分别作为两个电极,被焊金属称为焊件或母材,焊接时利用电弧的高温和吹力作用使焊件局部熔化。客车生产中使用最多的CO2气体保护焊是电弧焊的一种。
CO2气体保护焊亦称CO2电弧焊,是20世纪50年代初期发展起来的一种焊接技术,见图2-7。目前,它在我国的机车车辆制造、汽车制造、船舶制造等领域应用十分普遍,也是客车制造行业的主要焊装方法。
优点:焊接成本低,生产率高,焊接质量高,适用范围广,便于监视和控制,焊后不需清渣,有利于实现焊接过程的机械化和自动化。
缺点:焊接设备较复杂,怕风,因此露天作业受到一定限制,弧光和热辐射强。
(六)氩弧焊
为了减轻车身重量,客车车身上除使用钢结构外,已经普遍采用铝和铝合金材料。氩弧焊是焊接铝及铝合金的理想方法。
氩弧焊可分为钨极氩弧焊、熔化极氩弧焊和脉冲氩弧焊,下面简要介绍钨极氩弧焊。
钨极氩弧焊用钨棒作电极,以氩气为保护气体。它可以焊接所有金属,在航空、机械制造等部门被广泛应用。
钨极氩弧焊以钨极与工件之间产生的电弧作为热源,见图2-8。电弧和熔化的金属都处于惰性气体的保护之中,不受周围空气的影响。它适合于焊接铝及其合金、不锈钢、高温合金。

图2-7 CO2电弧焊
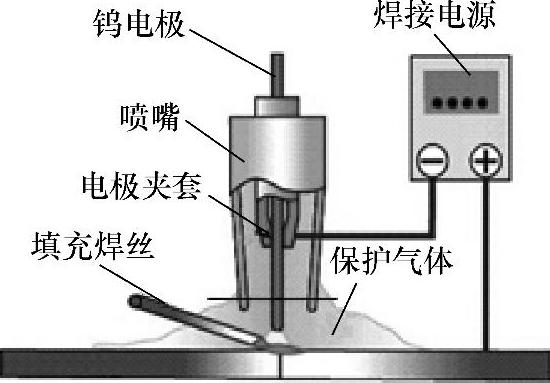
图2-8 氩弧焊示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






