吊篮的主机质量直接影响整机质量,提升机主要由减速部分和夹绳部分组成。
1.提升机的装配工艺
以应用最多的机型为例,如附图5-1所示,具体介绍提升机的装配工艺。
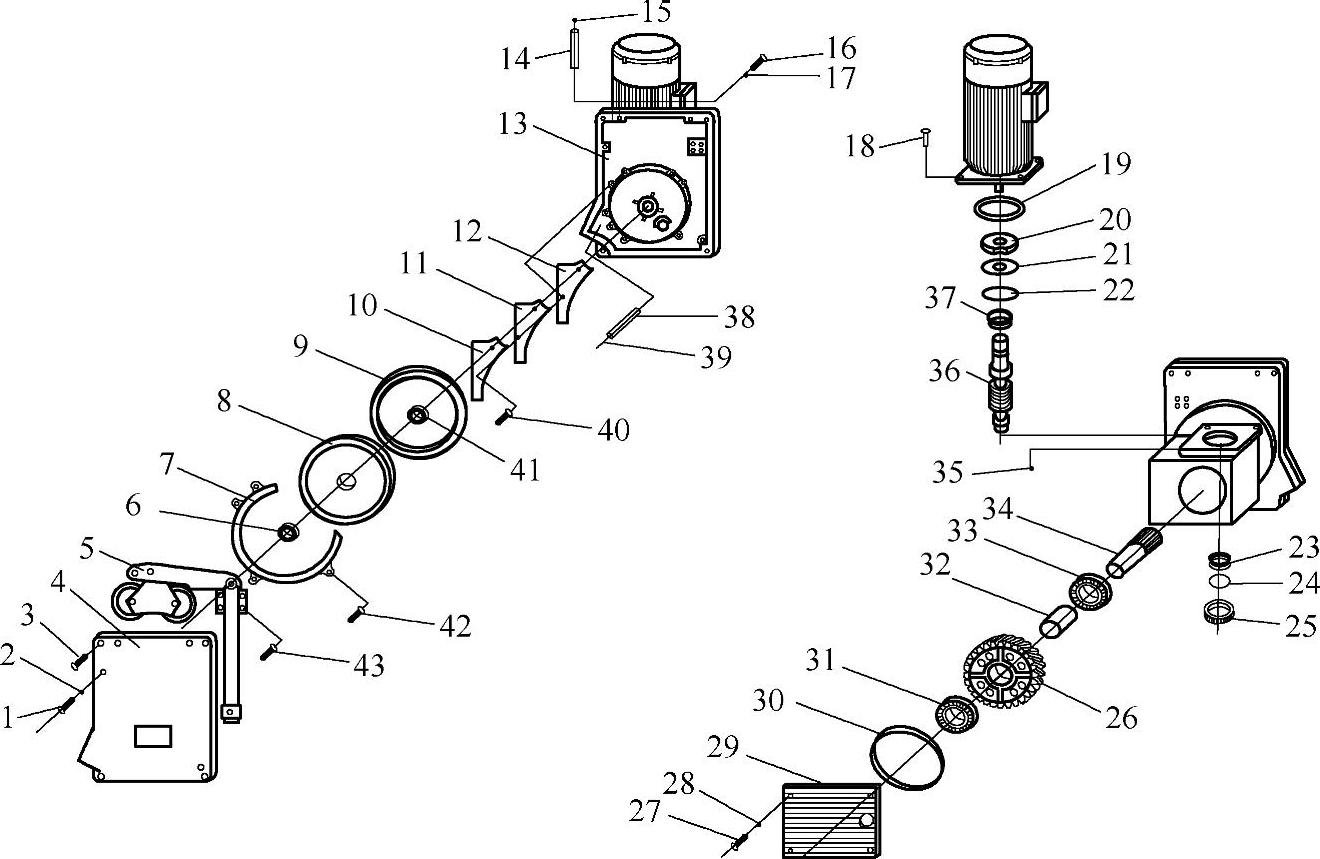
附图5-1 典型提升机零部件装配关系图
1、16、27、40、42、43—螺钉 2、17、28—弹簧垫圈 3、18—螺栓 4—后盖 5—压轮组件 6—滚动轴承(6304Z) 7—挡圈 8—绳轮 9—油封圈 10—导绳座上盖板 11—导绳座 12—导绳座下盖板 13—箱体 14—进绳管 15、39—轴用镜片 19—O形密封圈 20—限速制动器 21—油封圈 22、24—孔用镜片 23—滚动轴承(6303-2Z) 25—封盖 26—蜗轮 29—减速箱盖 30—O形圈 31—滚动轴承(6207) 32—轴肩套 33—滚动轴承(6007) 34—齿轴 35—螺母 36—蜗杆 37—滚动轴承(#6005-2Z) 38—出绳管 41—滚动轴承(#6304)
(1)小部件组装 齿轴—蜗轮组件:在齿轴上按先后顺序,依次穿入滚动轴承6007、轴间套、平键、蜗轮和滚动轴承6007,形成组件;蜗杆组件:将滚动轴承6005-2Z装在蜗杆上带键槽的一端,形成组件;绳轮组件:将滚动轴承6004-Z和6304分别装入绳轮两端,形成组件。
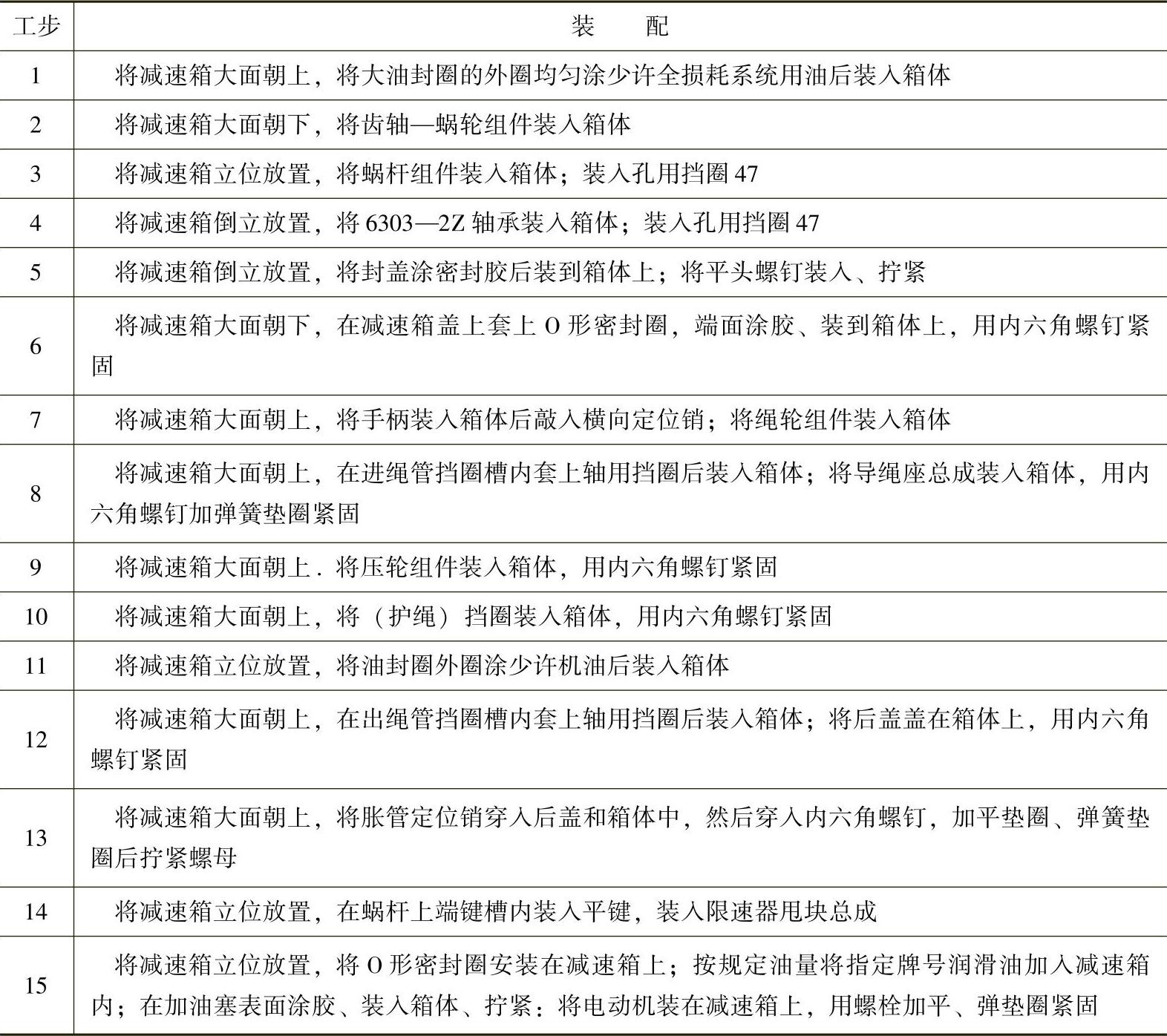
(2)分工步装配(见附表5-1)
附表5-1 分工步装配
 (www.daowen.com)
(www.daowen.com)
2.提升机装配要点
1)滚动轴承装配。应先在待装表面涂少许全损耗系统用油;宜采用轴承压机将轴承均匀压入轴颈或箱孔之中;采用锤子敲击法时,必须采用与轴承内外径尺寸相匹配的专用垫套,垫平稳后用锤子均匀敲击,不得通过轴承滚动体或保持架传递压力或敲击力。
2)橡胶密封圈装配。在装配前应先检查有无损坏,然后在待装表面涂少许全损耗系统用油,采用专用垫套,垫平后用锤子均匀敲击;敲击时用力要轻,要均匀,不得损伤其唇口。注意安装方向,用于密封时,应使介质工作压力把密封唇部压紧在轴上;用于防尘时,应使唇部背向轴承。若橡胶密封圈唇口破损,或经过拆卸的不得用于装配。
3)蜗杆副装配。为保证蜗轮蜗杆的正确啮合,必须保证蜗杆的轴线与蜗轮的轴线相互垂直;蜗杆轴线必须在蜗轮轮齿的中心平面内;蜗杆的轴线与蜗轮的轴线中心距必须正确;蜗杆与蜗轮之间必须有适当的啮合侧隙和正确的接触印痕。
4)箱体与箱盖结合面装配。应按图样或工艺规程加密封垫或在装配前涂密封胶,确保不渗、漏油。
5)销联接。应先在销表面涂少许全损耗系统用油,然后再将销装入销孔,最后用铜锤或铜棒轻敲到位;圆锥销一般应略突出零件表面,带螺尾圆锥销大端应沉入孔内。
6)键联接。应先在键表面涂少许全损耗系统用油,然后再用铜锤或铜棒将其轻敲到轴槽中;再将轴颈表面涂少许全损耗系统用油,然后将轴连同键装入与其相配的孔中;键与键槽两侧面应均匀接触,两端不得翘起。
7)螺纹联接。应按图样要求配齐垫圈;拧紧力矩应符合标准或技术要求;不得碰伤螺纹部分及头部;螺栓应露出螺母2~4牙;有规定力矩要求的,应用扭力扳手紧固,无力矩要求的,拧紧力矩要适度,不得用套管增加扳手力臂的方法加大紧固力矩。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







