吊篮的悬吊平台和悬挂机构都属于金属结构。金属结构是由若干构件经过下同的连接方式结合成整体结构件的组合。吊篮结构件的常用连接方式有焊接、螺栓联接和销轴联接。
1.焊接及安全技术要求
焊接是应用最普遍的连接方式。其特点是:工艺简便、施工效率高、使用范围广、连接可靠并且连接强度高。但是焊接属于不可拆卸式连接。
焊接也有其缺点:使构件产生较大变形,焊缝处抗疲劳强度降低,焊接缺陷会降低焊缝处强度,焊接性差的材料焊接后易出现裂纹等。因此对焊接及其焊缝质量要有严格的安全技术要求:
1)对碳含量高(可焊性差)的钢材或板厚大的构件,施焊前必须严格控制焊接工艺,如采用焊前预热、焊后保温以及焊条烘干等措施,合理选择焊条型号及焊接参数,必要时须进行工艺试验及评定。
2)焊缝要饱满,焊缝高度要符合规定:焊缝过高或过低均会降低焊缝的疲劳强度。
3)长焊缝的高、宽尺寸要均匀一致:尺寸骤变会引起局部应力集中,降低焊缝抗疲劳强度。
4)焊缝不应出现偏弧、咬肉、凹坑、气孔、夹渣、未焊透以及裂纹等缺陷。这些缺陷均会造成应力集中,降低焊缝强度,引起结构破坏。
5)对重要焊缝要采用超声波、磁粉、荧光着色或拍X光片的方法进行无损探伤。
2.螺栓联接及安全技术要求
螺栓联接是目前应用最普遍的可拆卸式联接方式。在吊篮的各个部件中都应用了螺栓联接。
按受力不同,螺栓分为受拉螺栓和受剪螺栓。因为吊篮上使用的都是受拉螺栓,所以重点介绍受拉螺栓。
(1)受拉螺栓的联接机理 螺栓拧紧后,在被联接零件之间产生正压力N,而螺栓本身却被拉伸。在螺栓内部产生一对大小与N相等,方向与N相反的轴向拉力,称这种螺栓为受拉螺栓。被联接零件在正压力N的作用下,在其接触表面之间就产生了摩擦力。该摩擦力便阻止被联接的零件发生相对运动,而使之联接成一体。这种联接则称为受拉螺栓联接。
(2)受拉螺栓联接的安全技术要求
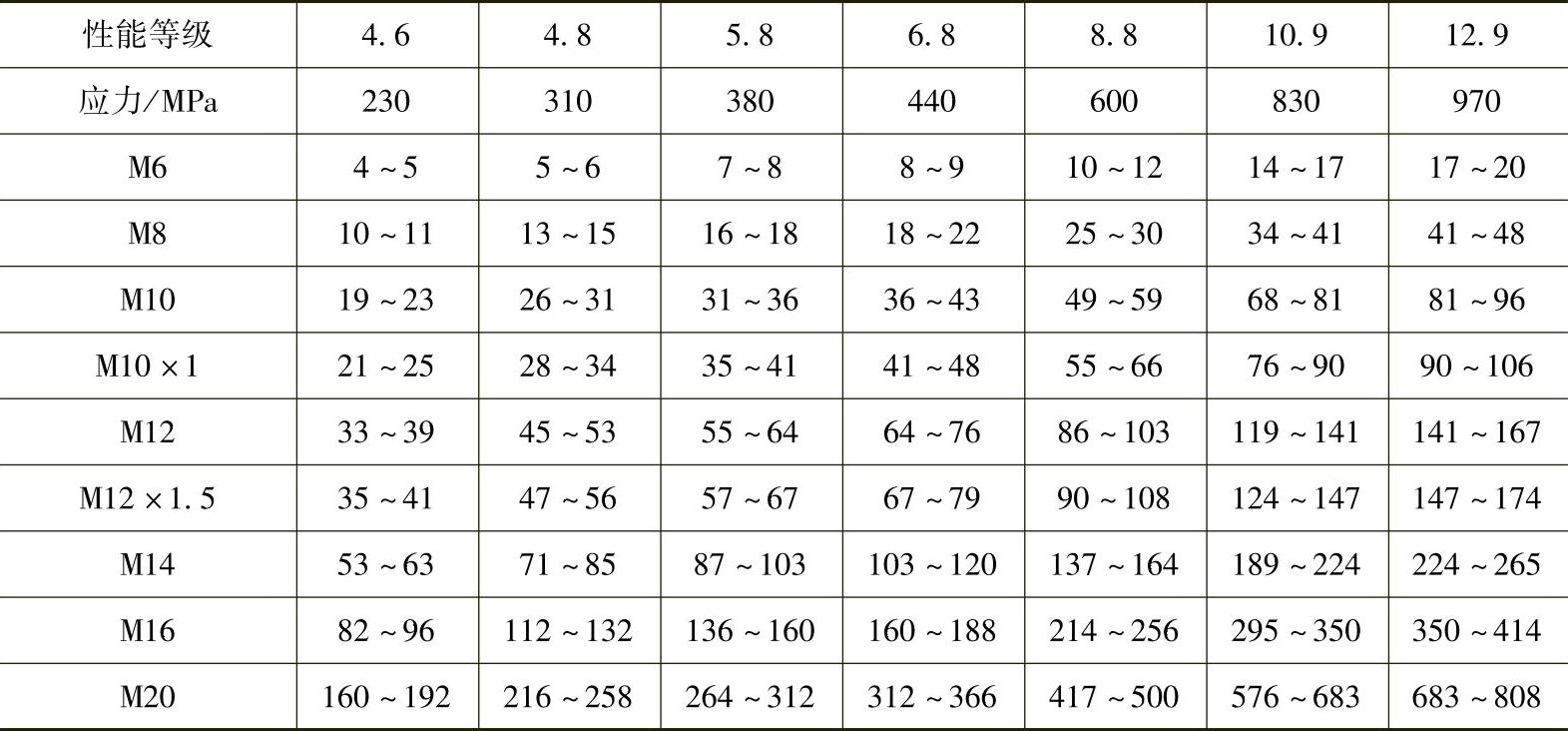
1)对于受拉螺栓联接,要根据螺栓的规格及强度等级按照紧固件预紧力对照表选择预紧力矩。预紧力矩过小,联接体之间的摩擦力不够,致使联接失效;预紧力矩过大,若超过螺栓材料的屈服点,螺栓被拉长,产生塑性变形,会使预紧力迅速降低,联接也将失效。吊篮常用普通螺纹紧固件预紧力矩对照表见附表2-2。
附表2-2 吊篮常用普通螺纹紧固件预紧力矩对照表(www.daowen.com)
2)拧紧后,应使螺栓伸出螺母2~4牙螺纹。伸出过短,会降低联接强度;伸出过长,则增加拆装工作量,增加整机自重和螺栓成本。
3)高强螺栓联接应加装高强平垫圈,不得随意加装弹性垫圈,否则影响联接刚度和强度。
4)螺栓联接易松动之处应采用适当的防松措施。
5)螺栓组联接应采用正确的拧紧顺序,其原则是先内后外,并且须对称交叉逐次拧紧。
6)更换螺栓和螺母时,不仅规格尺寸要相同,而且不得降低强度等级。
7)螺栓联接后在正式工作前,必须逐个进行检查。
3.销轴联接及安全技术要求
销轴在联接中承受剪切力。销轴与被联接件的销孔之间一般采用过渡配合,需要轻轻敲击进行装配。
销轴联接的安全技术要求:
1)要保证销轴与被联接件的销孔之间配合正确,包括配合尺寸和表面粗糙度均符合图样要求,不得随意加大配合间隙。
2)固定销联接时,销轴应略伸出零件表面;带端部螺孔的销轴联接时,其大端应沉入孔内;装配开口销后,其尾部应向两边分开,其分开角度不应小于90°。
3)销轴端部固定挡板、卡板等防松脱零件不得用其他物品代用。
4)维修更换销轴时,不能低于原销轴的力学性能和加工精度。
5)装配销轴之前应在销轴表面均匀涂上一层洁净的润滑油,既便于装配,又能起到防腐作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






