【摘要】:图7-23 人机交流界面图具体改进功能是在V1.0版本的基础上,通过修改VB程序及STEP7-Micro/WINV4.0软件实现的。单独机位出现故障需要更换时 按急停按钮后,能够在计算机操作界面停止该机位的PLC程序运行,使得弹开急停按钮可以手动滑降或按动手动的上下按钮将该机位上的提升机进行更换操作,这就避免了V1.0版中需要等其他机位运行完成后才能更换该机位所带来的时间浪费。
V2.0版本是在V1.0版本基础上根据实际使用要求改进的版本,人机交流界面如图7-23所示。
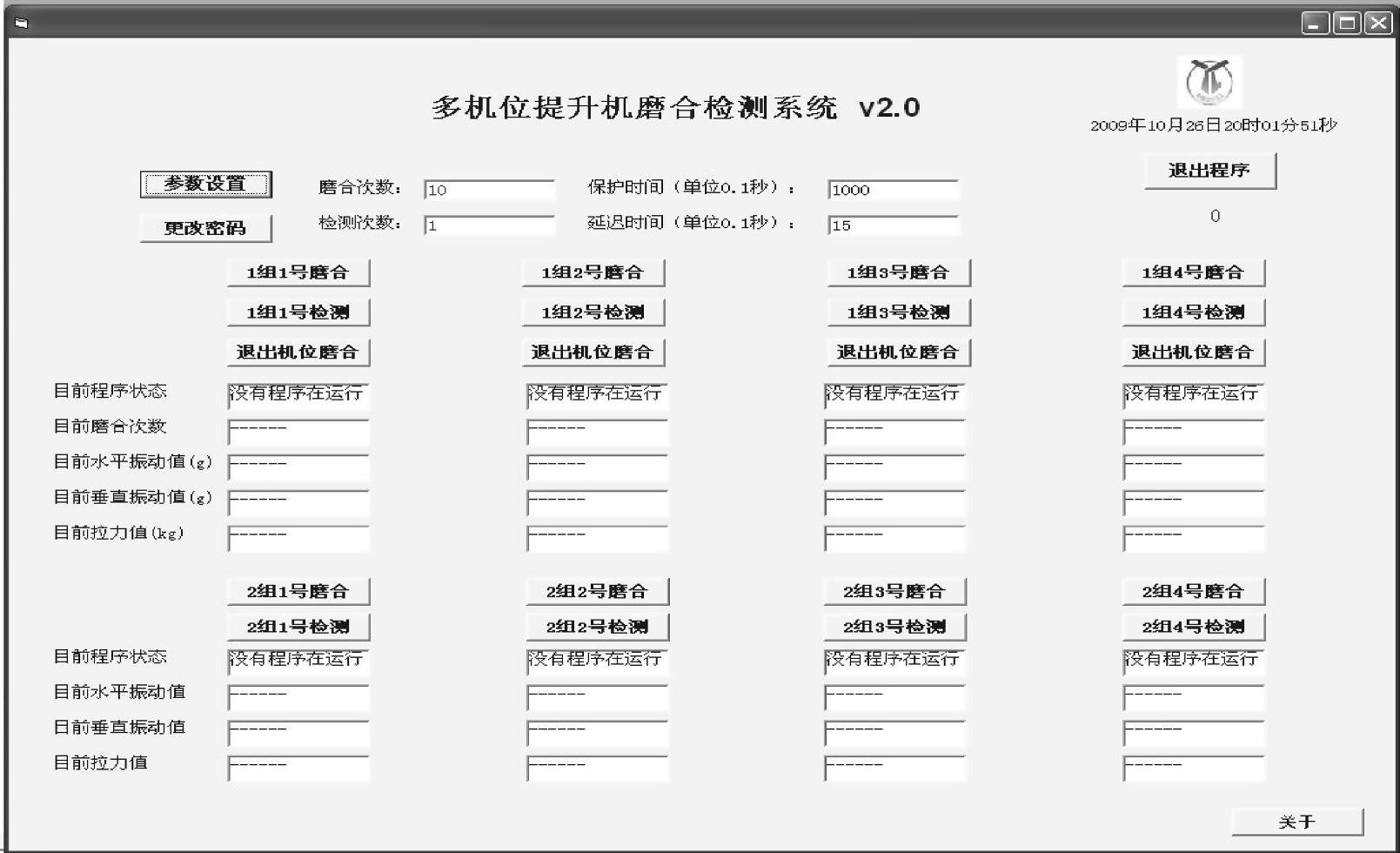
图7-23 人机交流界面图
具体改进功能是在V1.0版本的基础上,通过修改VB程序及STEP7-Micro/WINV4.0软件实现的。(www.daowen.com)
(1)单独机位出现故障需要更换时 按急停按钮后,能够在计算机操作界面停止该机位的PLC程序运行,使得弹开急停按钮可以手动滑降或按动手动的上下按钮将该机位上的提升机进行更换操作,这就避免了V1.0版中需要等其他机位运行完成后才能更换该机位所带来的时间浪费。V2.0版在每个机位的下面添加了“退出机位磨合”按钮,按下该按钮后出现是否确认退出的对话框。确认退出后,无论提升机运行到哪里,无论是否按了紧急停止按钮,提升机均会停止,运行程序也会跳出,进入初始化状态,等待下次运行的开始此时系统进入手动状态可以通过滑降,或是按钮操作。
(2)实现对各个机位磨合次数的实时监视 在设定好磨合次数后,同时配重也处于下限位时,开启磨合。但由于V1.0版本中对磨合次数没有显示,通常无法知道磨合的剩余情况。提升机每运行一组大约需要0.5h,调试人员需要提前等候在机位旁,或是磨合停止而不能及时回到机位进行更换操作,因而浪费了调试人员的大量时间,同时降低提升机磨合检测台的利用率。V2.0版在控制面板上增加了磨合次数倒数显示位,当配重块每运行到下限位时,PLC内部的计数器就会自动减1,通过VB将计数器的当前值读取显示在界面上,使调试人员有效地安排工作顺序,提高工作效率。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关建筑施工悬吊式作业装备与技术的文章







