1.铜硬导线的缠绕连接
凡容量较小和导线或规格不太大的瓷瓶、瓷柱和瓷夹板线路,若是铜芯导线,均可采用缠绕的连接方法。但连接方法必须规范,否则会造成电气事故。因此规定,凡导线规格在2.5mm2及以上的连接,除应正规缠接外,缠毕还需焊锡加固。此外,凡是绝缘导线,连接完毕还应恢复绝缘层。常用的单股、多股(7股)铜线缠绕连接方法如下:
(1)对接
1)单股线对接。应用在各种线路上做导线的延长连接。它的连接方法如图4-35所示,先按线芯直径的约40倍长剥去线端绝缘层,并拉直线芯。
把两根线头在离线芯根部的1/3处呈“×”状交叉,如麻花状互相紧绞两圈,先把一根线头扳起与另一根处于下边的线头保持垂直,把扳起的线头按顺时针方向在另一根线头上紧缠6~8圈,圈间不应有缝隙,且应垂直排绕,缠毕切去线芯余端,并钳平切口,不准留有切口毛刺,另一端头的加工方法同上。
2)多股线对接。普遍应用于室内户外瓷瓶线路和架空线路(采用绝缘铜线)等处的导线延长连接,连接要求和方法如图4-36所示。
按该多股线中的单股线芯直径的100~150倍长度,剥离两线端绝缘层。在离绝缘层切口约为全长2/5处的线芯,应作进一步绞紧,接着应把余下3/5线芯松散后每股分开,成伞骨状,然后勒直每股线芯。把两伞骨状线端隔股对叉,必须相对插到底。
捏平叉入后的两侧所有线芯,理直每股线芯并使每股线芯的间隔均匀;同时用钢丝钳钳紧叉口处,消除空隙。在一端,把邻近两股线芯在距叉口中线约3根单股芯线直径宽度处折起,并形成90°,接着把这两股线芯按顺时针方向紧缠两圈后,再折回90°并平卧在扳起前的轴线位置上,接着把处于紧挨平卧前临近的两根线芯折成90°,并按前面的方法加工,把余下的三根线芯缠绕至第2圈时,把前四根线芯在根部分别切断,并钳平;接着把三根线芯缠足三圈,然后剪去余端,钳平切口,不留毛刺。另一端加工方法同上。注意:缠绕的每圈直径均应垂直于下边线芯的轴线,并应使每两圈(或三圈)紧缠紧挨。
3)双线芯的对接。将两根双线芯线头剖削成如图4-37所示的形式。连接时,将两根待连接的线头中颜色一致的线芯按小截面直线连接方式连接。同样,将另一颜色的线芯连接在一起。
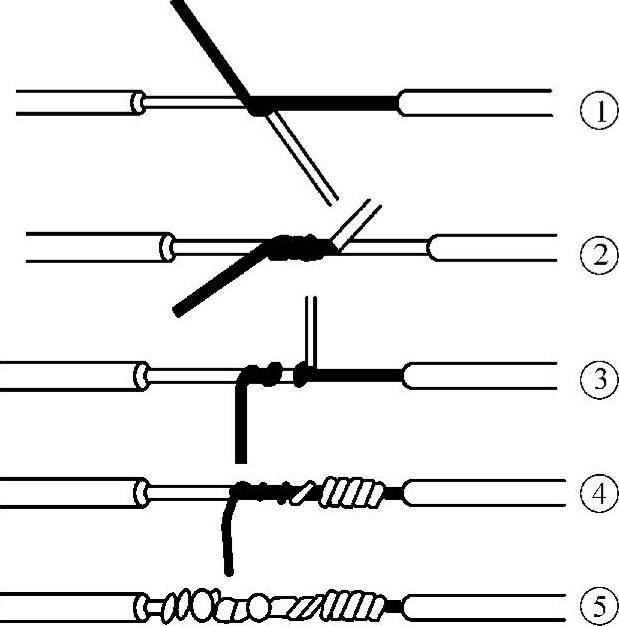
图4-35 铜硬导线单股线对接
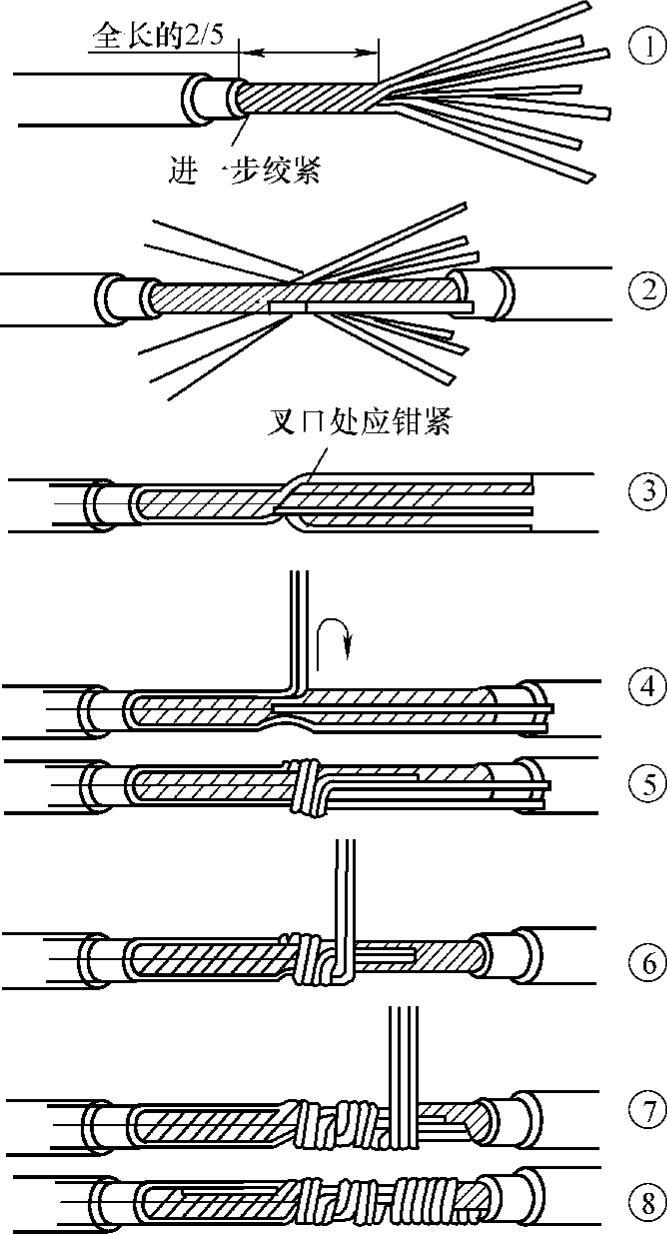
图4-36 铜硬导线多股线对接
(2)分支连接
1)单股线与多股线的分支连接。应用于分支线路与干线之间的连接。连接方法如图4-38所示。先按单股线芯直径的约20倍的长度剥除多股线连接处的中间绝缘层,再按多股线的单股线芯直径的100倍左右长度剥去单股线的线端绝缘层,并勒直线芯。
在离多股线的左端绝缘层切口3~5mm处的线芯上,用螺钉旋具把多股线芯分成较均匀的两组(如7股线的线芯按3股、4股来分)。把单股线芯插入多股线的两组线芯中间,但单股线线芯不可插到底,应使绝缘层切口离多股线线芯约3mm左右。同时,应尽可能使单股线芯向多股线芯的左端靠近,直到距多股线芯绝缘层切口不大于5mm。接着用钢丝钳把多股线的插缝钳平、钳紧。把单股线芯按顺时针方向紧缠在多股线芯上,务必要使每圈直径垂直于多股线线芯的轴心,并应使圈与圈紧挨,应绕足10圈,然后切断余端,钳平切口毛刺。若绕足10圈后另一端多股线线芯裸露超过5mm时,且单股线芯尚有余端,则可继续缠绕,直至多股线芯裸露约5mm为止。
2)多股线的分支连接。适用于一般容量而干支线均由多股线构成的分支连接处。在连接处,干线线头剥去绝缘层的长度约为支线单根线芯直径的60倍,支线线头绝缘层的剥离长度约为干线单根线芯直径的80倍。然后按图4-39所示步骤操作。
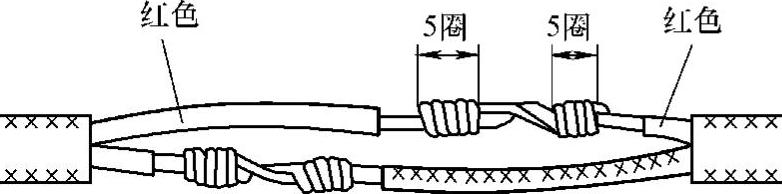
图4-37 双芯线的对接
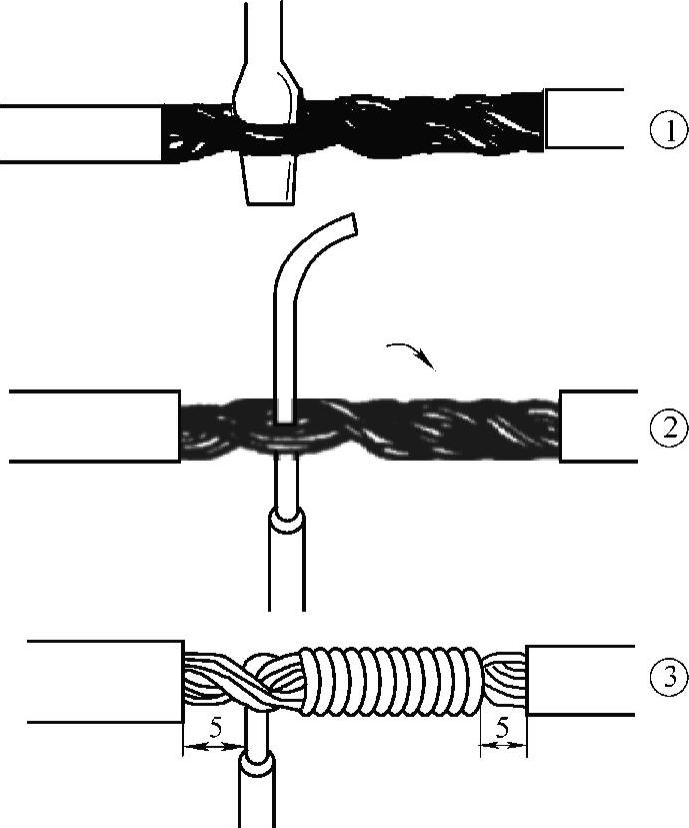
图4-38 铜硬导线单股线与多股线的分支连接
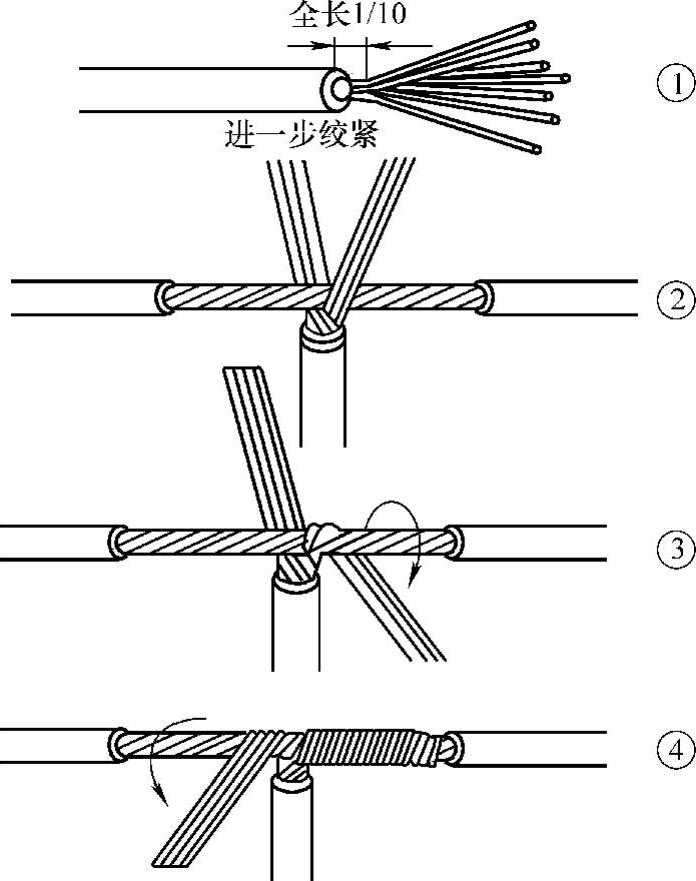
图4-39 铜硬导线多股线的分支连接
把支线线头离绝缘层切口根部约1/10的一段线芯进一步绞紧;并把余下的线芯头松散,逐根勒直后分成较均匀且排成并列的两组(如7股线按3股、4股分开)。在干线线芯中间略偏一端部位,用螺钉旋具插入线芯股间,也要分成较均匀的两组;接着把支线略多的一组线芯头(如7股线中4股的一组)插入干线线芯的缝隙中(即插至进一步绞紧的1/10处),同时移正位置,使干线线芯约以2/5和3/5的比例分段,其中2/5的一段供支线线芯较少的一组(3股)缠绕,3/5的一段供支线线芯较多的一组(4股)缠绕。先钳紧干线线芯插口处,接着把支线3股线芯在干线线芯上按顺时针方向垂直地紧紧排缠至3圈,但缠至两圈半时,即应剪去多余的每股线芯端头,缠毕应钳平端头,不留切口毛刺。另4股支线线芯头缠法也一样,但要缠足四圈,线芯端口也应不留毛刺。注意:两端若已缠足3或4圈而干线线芯裸露较多,支线线芯又尚有余量时,可继续缠绕,缠至各离绝缘层切口处5mm左右为止。
(3)多根单股线并头
1)导线自缠法。在照明电路或较小容量的动力电路上,多个负载电路的线头往往需要并联在一起形成二条支路。把多个线头并联一体的加工,俗称并头。并头连接只适用于单股线,并严格规定:凡导线截面积等于或大于2.5mm2,并头连接点应焊锡加固。但加工时前两个步骤的方法相同,它们是把每根导线的绝缘层剥去,所需长度约30mm,并逐一勒直每根线芯端。把多根导线捏合成束,并使线芯端彼此贴紧,然后用钢丝钳把成束的线芯端按顺时针方向绞紧,使之呈麻花状。其加工方法可分为两种情况组织实施:截面积为2.5mm2以下的,应把已绞成一体的多根线芯端剪齐,但线芯端净长不应小于25mm,接着在其1/2处用钢丝钳折弯。在已折弯的多根绞合线芯端头,用钢丝钳再绞紧一下,然后继续弯曲,使两线芯呈并列状,并用钢丝钳钳紧,使之处处紧贴,如图4-40所示。
截面积为2.5mm2以上的,应把已绞成一体的多根线芯端剪齐,但线芯端上的净长不小于20mm,在绞紧的线芯端头上用电烙铁焊锡。必须使锡液充分渗入线芯每个缝隙中,锡层表面应光滑,不留毛刺。然后彻底擦净端头上残留的焊膏,以免日后腐蚀线芯,如图4-41所示。
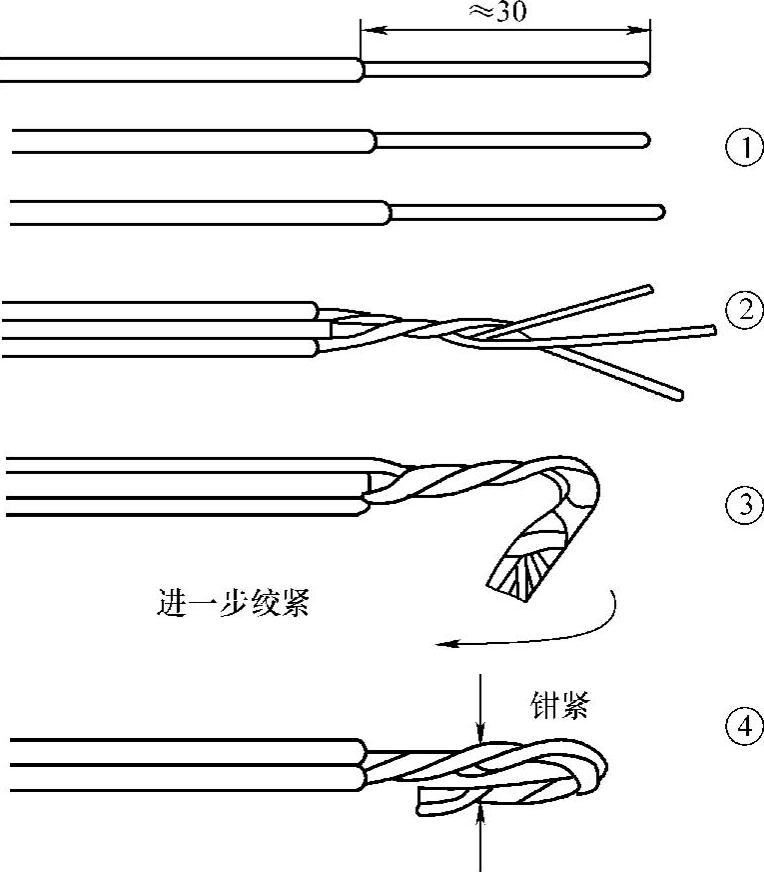
图4-40 截面积2.5mm2以下铜硬导线多根单股线并头
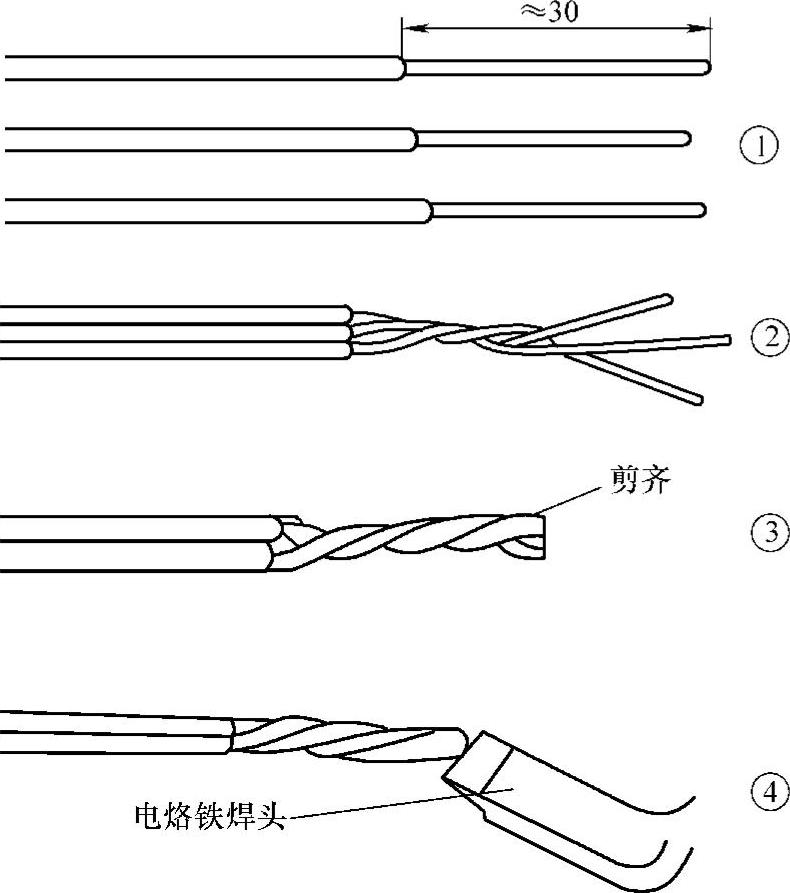
图4-41 截面积2.5mm2以上铜硬导线多根单股线并头
2)多股线的倒人字连接。将两根线头剖削一定长度,再准备一根1.5mm2的绑线。连接时将绑线的一端与两根连接线芯并在一起,在靠近导线绝缘层处起绕,缠绕长度为导线直径的10倍,然后将绑线的两个线头打结,再在距离绑线最后一圈10mm处把两根线芯和打完结的绑线线头一同剪断。
3)用压线帽压接。用压线帽压接要使用压线帽和压接钳,压线帽外为尼龙壳,内为镀锌铜套或铝合金套管,压线帽如图4-42所示。
压接操作时,先把导线端头用剥线钳剥去约30mm长的绝缘层,把几根线对齐后用电工钳顺时针绞紧,剪去多余长度,留有端头长度13~15mm用钳子剪断,插入压线帽用压线钳敲压线帽,使导线端头深入到底,选用合适的压模夹住压线帽用力压紧即可。如果压线帽内孔空间较大,可将导线回折后再插入。
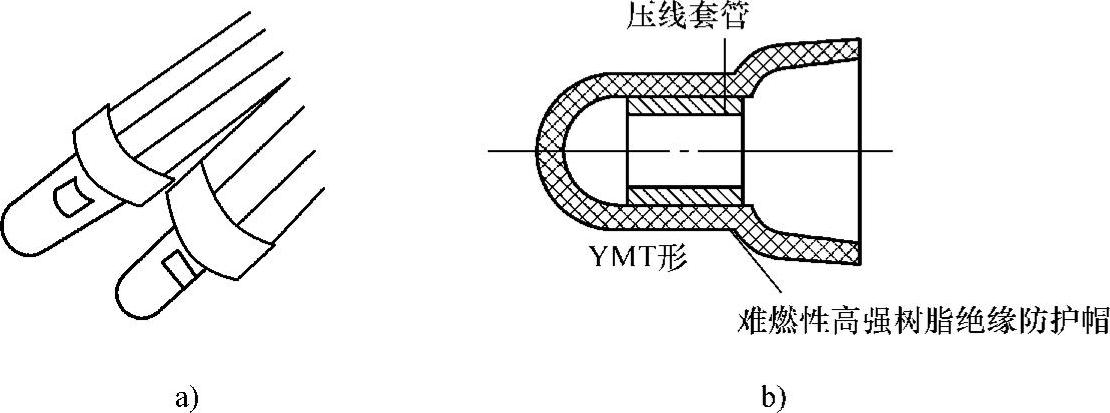
图4-42 压线帽
a)接线图 b)套管材质
用压线帽连接,导线端头可以留短些,不需焊锡,也不需缠绕绝缘胶带,因为压线帽本身配有绝缘防护帽。
2.铝导线的连接
铝导线在空气中极易氧化,生成一层导电性不良并难以熔化的氧化铝膜。铝导线之间的连接,最好采用铝接线管(直接连接)、铝压线帽、铝鼻头(终端)等器材,再采用压接、钎焊、电阻焊及气焊等方法。若有困难,也可用绞接法。
(1)绞接法连接铝导线
绞接法对于单股铝导线不太适宜,一是很难绞接;二是易生成氧化膜使接触不良。若采用瓷接头连接则效果较好,瓷接头中的铜压接螺纹能将铝导线压紧。绞接法对于16mm2及以上的多芯铝导线较为适宜。多股导线之间绞接,接头能够绞紧,接触电阻较小,因而也是施工中常用的一种方法。
绞接前,先用钢丝刷或铜丝刷刷去导线线芯表面的氧化膜(注意:不得用电工刀刮或用砂布打磨,以免损伤导线或减小导线截面积),最好在线芯端头涂抹一层导电膏或中性凡士林后再刷,但不应涂得太多太厚。然后用清洁的纱团或抹布抹去含有氧化铝膜屑的导电膏或凡士林(不必彻底擦干净表面的导电膏或凡士林)。绞接力必须控制得当,用力太小,接触不良;用力太大,易损伤导线。可用电工钳轻轻咬着绞接。绞接法有搭接法和缠绕法两种。
搭接法如图4-43所示。适用于截面积为16~25mm2的铝绞线。缠绕法同前面的多芯铜导线的直接连接。

图4-43 铝导线的搭接法
(2)压接法连接铝导线
采用压接管连接的接头,与绞接法相比更美观,接触更为良好,因而在住宅电源线或路灯架空线施工中广泛使用。
1)单股铝芯导线的压接如图4-44所示。
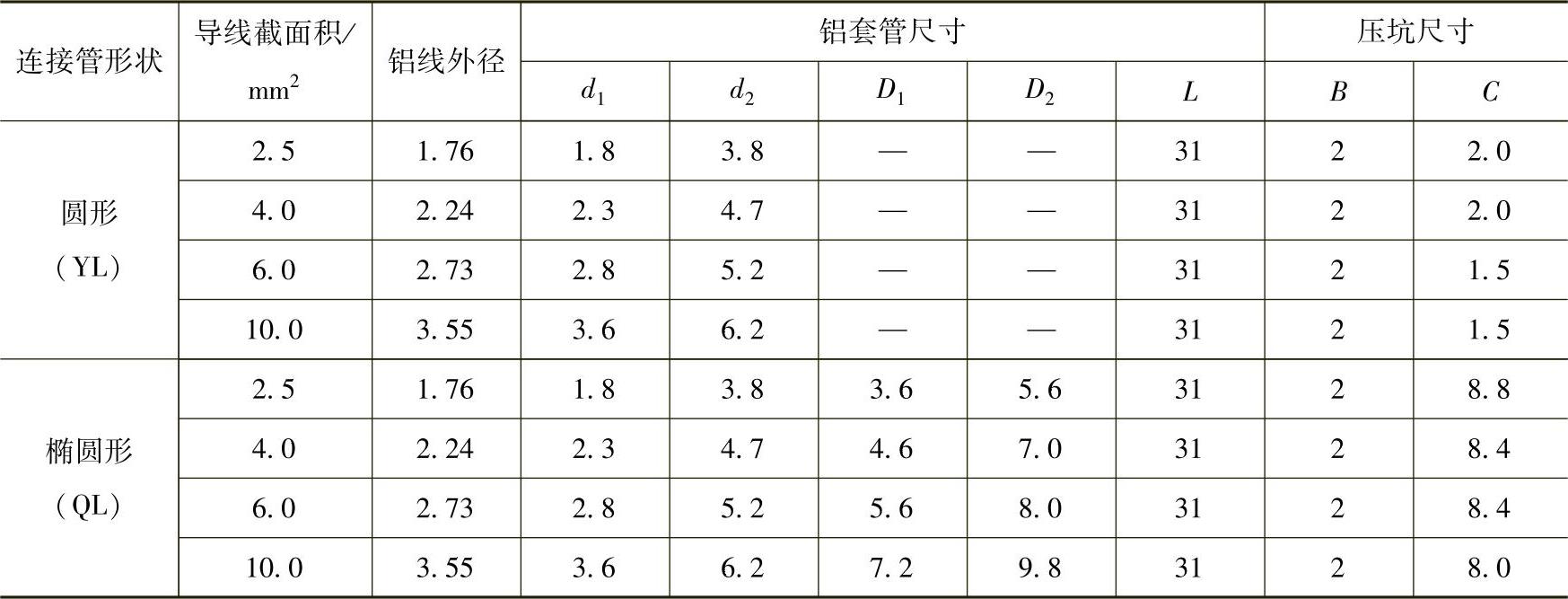
2.5~10mm2的单股铝线芯导线压接,应选用单股导线压接钳及圆形或椭圆形铝连接管,小截面积铝连接管的尺寸见表4-13。压接前把导线两端绝缘层各剥去50~55mm,然后将铝连接管内壁和导线表面氧化膜及油污清除,并涂上石英粉和中性凡士林油膏。用圆形铝连接管时,导线两端各插入到连接管长度的一半处。用椭圆形铝连接管时,应使两线端插入后各露出连接管两端4mm。用压接钳压接时,应压到必要的极限尺寸,并使所有压坑的中心线处在同一条直线上。
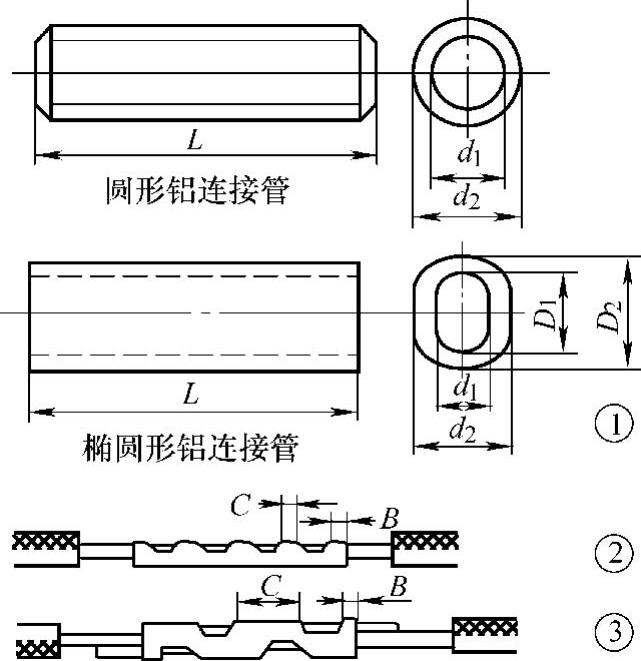
图4-44 单股铝芯导线的压接
表4-13 小截面积铝连接管的尺寸(单位:mm)(https://www.daowen.com)
2)多股铝芯导线的压接如图4-45所示。
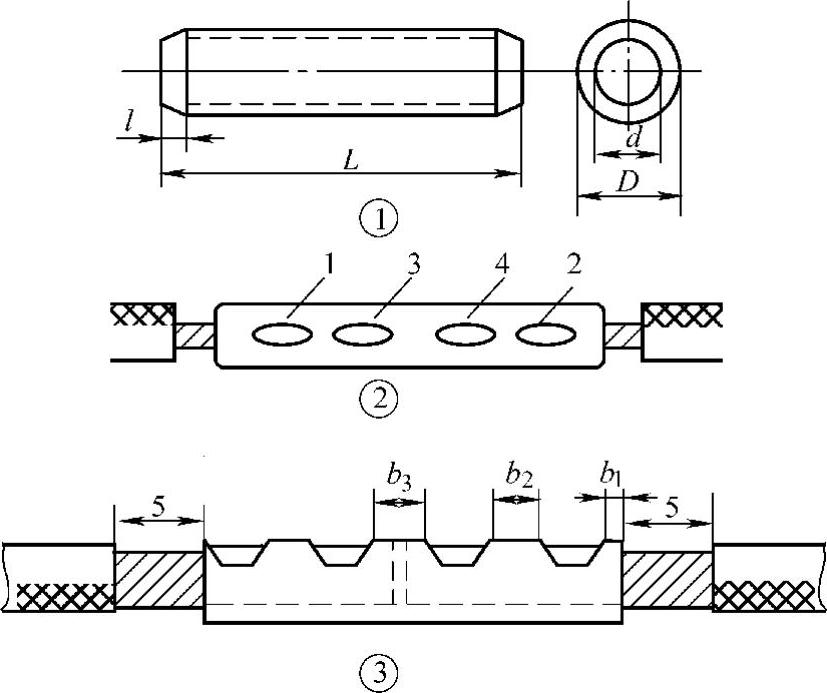
图4-45 多股铝芯导线的压接
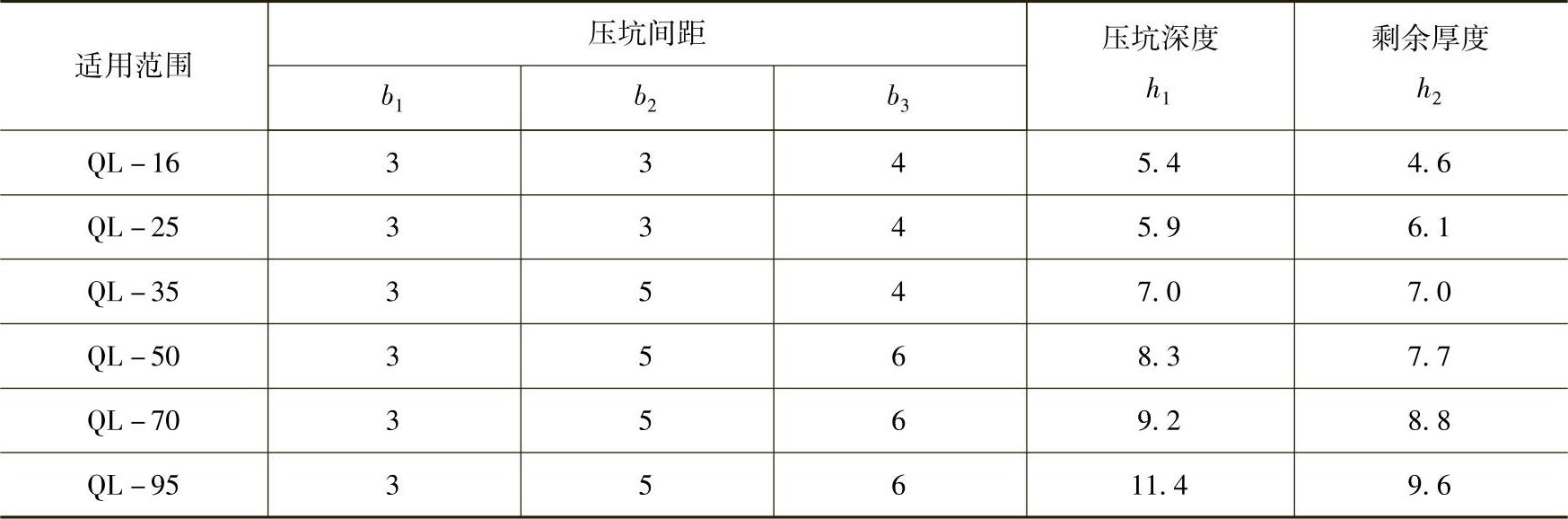
16~240mm2多股铝芯导线可采用手提式油压钳及相应的铝连接管,铝连接管尺寸见表4-14。压接前将两根铝芯导线的绝缘层各剥去连接管长度的一半加上5mm,散开,刷去氧化层并涂上石英粉和中性凡士林油膏后再绞成原来形状。同时除去连接管内壁的氧化膜和油污,涂上石英粉和中性凡士林油膏。然后将两根铝线芯插入连接管内,插入长度为各占连接管的一半,并相应地划好压坑标记。根据连接导线截面积的大小,选好压模装到钳口内压接。压接时应按图中的1、2、3、4顺序压接四个坑,压完一个坑后,稍停10~15s再压另一个坑,压完后用细锉锉去棱角,然后用纱布打光。压坑间距及压坑深度见表4-15。
表4-14 铝连接管的规格的尺寸(单位:mm)
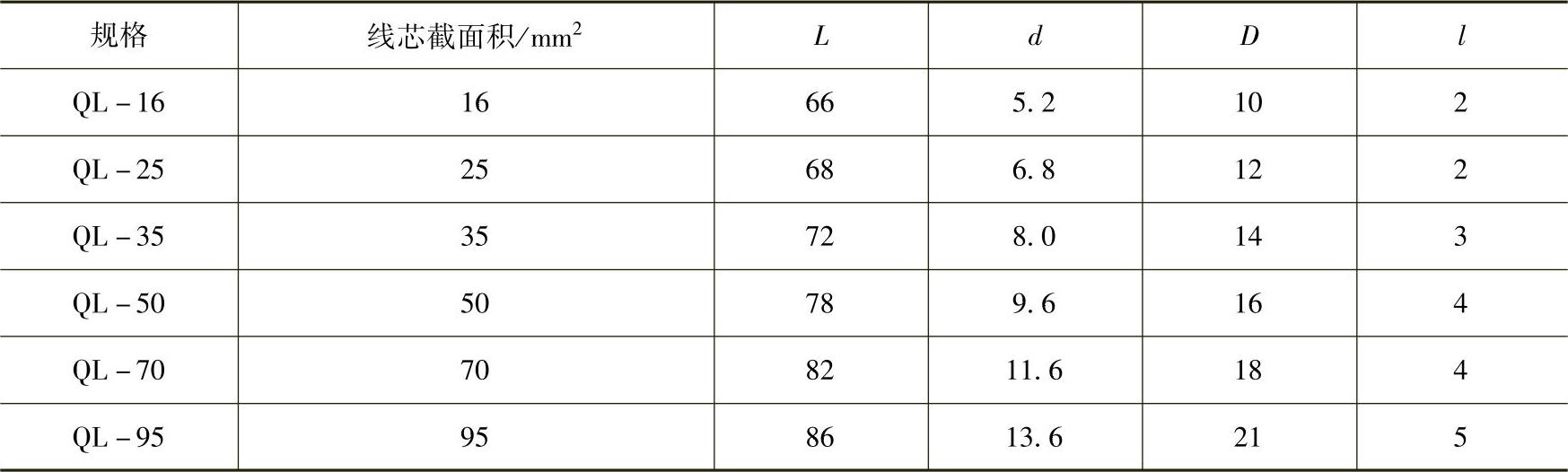
表4-15 铝导线压接压坑间距及深度(单位:mm)
3)焊接法连接铝导线。
焊接方法主要有钎焊、电阻焊和气焊等。
①钎焊。适用于单股铝导线。钎焊的操作方法与铜导线的锡焊方法相似,只是焊铝比焊铜困难,因此焊料也特殊,它是由纯度99%以上的锡(60%)和纯度98%以上的锌(40%)配制而成。
焊接时先用砂纸磨去铝导线表面的一层氧化膜,并使线芯表面毛糙,以利于焊接;然后用功率较大的电烙铁在铝导线上搪上一层焊料,再把两导线头相互缠绕3圈,剪掉多余线头,用电烙铁蘸上焊料,一边焊,一边用烙铁头摩擦导线,把接头沟槽搪满焊料,焊好一面待冷却后再焊另一面,使焊料均匀密实填满缝隙即可。
单芯铝导线钎焊接头如图4-46所示。线芯端部搭叠长度见表4-16。
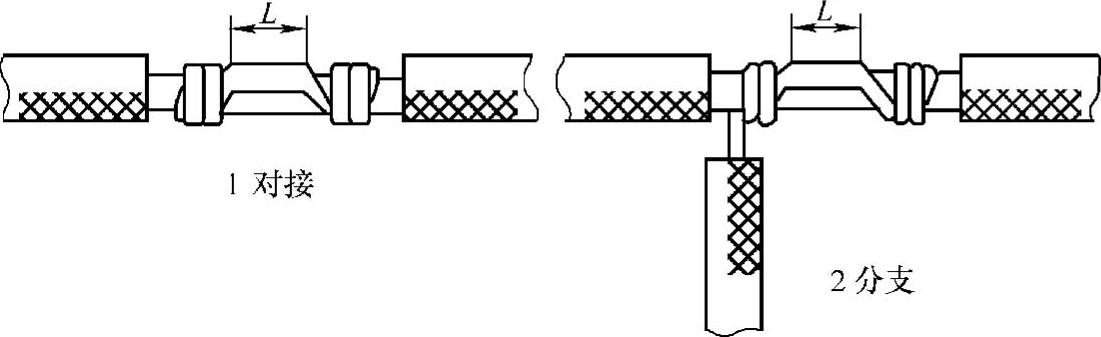
图4-46 单芯铝导线钎焊接头
表4-16 线芯端部搭叠长度

②电阻焊。适用于单芯或多芯不同截面积的铝导线的并接。焊接时需要一台容量为1kVA的焊接变压器,二次电压为6~12V,并配以焊钳。焊钳上两根碳棒极的直径为8mm,焊极端头有一定的锥度,焊钳引线采用10mm的铜芯橡皮绝缘线。焊料由30%氯化钠、50%氯化钾和20%冰晶石粉配制而成。
焊接时,先将铝线头绞扭在一起,并将端部剪齐,涂上焊料,然后接通电源,先使碳棒短路发红,迅速夹紧线头。等线头焊料开始融化时,焊钳慢慢地向线端方向移动,待线端头熔透后随即撤去焊钳,使焊点形成圆球状。冷却后用钢丝刷刷去接头上的焊渣,用干净的湿布擦去多余焊料,再在接头表面涂一层速干性沥青用以绝缘,沥青干后包缠上绝缘胶带即可。
焊接所需的电压、电流和持续时间可参照表4-17。
表4-17 单股铝导线电阻焊所需电压、电流和持续时间

③气焊。适用于多根单芯或多芯铝导线的连接。焊接前,先将铝芯线用铁丝缠绕牢,以防止导线松散;导线的绝缘层用湿石棉带包好,以防烧坏。焊接时火焰的焰心离焊接点2~3mm,当加热到熔点(653℃)时,即可加入铝焊粉,使焊接处的铝芯相互融合;焊完后要趁热清除焊渣。
单芯和多芯铝导线气焊连接长度分别见表4-18和表4-19。
表4-18 单芯铝导线气焊连接长度

表4-19 多芯铝导线气焊连接长度

3.铜导线与铝导线的连接
铜铝是两种不同的金属,它们有着不同的电化顺序,若把铜和铝简单地连接在一起,在“原电池”的作用下,铝会很快失去电子而被腐蚀掉,造成接触不良,直至接头被烧断。因此应尽量避免铜铝导线的连接。
实际施工中往往不可避免会碰到铜铝导线(体)的连接问题,一般可采取以下几种连接方法:
(1)用复合脂处理后压接
即在铜铝导体连接表面涂上铜铝过渡的复合脂(如导电膏),然后压接。此方法能有效地防止连接部位表面被氧化,防止空气和水分侵入,缓和原电池电化作用。这是一种最经济、最简便的铜铝过渡连接方法。尤其适用于铜、铝母排间的连接以及母排与断路器等电气设备连接端子间的连接。
导电膏具有耐高温(滴点温度大于200℃)、耐低温(-40℃时不开裂)、抗氧化、抗霉菌、耐潮湿、耐化学腐蚀及性能稳定、使用寿命长(密封情况下大于5年)、无毒、无味、对皮肤无刺激、涂敷工艺简单等优点。用导电膏对接头进行处理,具有擦除氧化膜作用,并能有效地降低接头的接触电阻(可降低25%~70%)。
操作时,先将连接部位打磨,使其露出金属光泽。若是两导体之间连接,应预涂0.05~0.1mm厚的导电膏,并用铜丝刷轻轻擦拭,然后擦净表面,重新涂敷0.2mm厚的导电膏,再用螺栓紧固。须注意:导电膏在自然状态下绝缘电阻很高,基本不导电,只有外施一定的压力,使微细的导电颗粒挤压在一起时,才呈现导电性能。
(2)搪锡处理后连接
即在铜导线表面搪上一层锡,再与铝导线连接。由于锡铝之间的电阻系数比铜铝之间的电阻系数小,产生的电位差也较小,电化学腐蚀有所改善。搪锡焊料成分有两种,见表4-20。搪锡层的厚度为0.03~0.1mm。
表4-20 锡焊料

(3)采用铜铝过渡管压接
铜铝过渡管是一种专门供铜导线和铝导线直线连接用的连接件,管的一半为铜管,另一半为铝管,是经摩擦焊连接成的。使用时,将铜导线插入管的铜端,铝导线插入管的铝端,用压接钳冷压连接。对于直径10mm及以下的单芯铜导线与铝导线,可使用冷压钳压接。
(4)采用圆形铝套管压接
先清除连接导线端头表面的氧化膜和铝套管内壁氧化膜,然后将铜导线和铝导线分别插入铝套管两端(最好预先在接触面上涂上薄薄的一层导电膏),再用六角形压模在钳压机上压成六角形接头,两端还可用中性凡士林和塑料封好,防止空气和水分侵入,阻止局部电化腐蚀。但凡士林的滴点温度仅为50℃左右,当导体接头温度达到70℃以上时,凡士林就会逐渐流失干涸,失去作用。
(5)采用铜铝过渡板连接
铜铝过渡板(排)又称铜铝过渡并沟线夹,是一种专门用于铜导线和铝导线连接的连接件,通常用于分支导线连接。分上下两块,各有两条弧形沟道,中间有两个孔眼用以安装固定螺栓。板的一半(沿纵线)为铜质,另一半为铝质,是经磨擦焊接连接而成。使用时,先清洁连接导线和过渡板弧形沟道内的氧化膜,并涂上导电膏,将铜导线置于过渡板的铜板侧弧形沟道内,铝导线置于过渡板的铝板侧弧形沟道内,两块板合上后装上螺杆、弹簧垫、平垫圈、螺母,用活扳手拧紧螺母即可,如果铝导线线径较细,可缠铝包带;如果铜导线线径较细,可用铜线绑绕。连接时,应先把分支线头末端与干线进行绑扎。
还有一种铜铝过渡板,板的一半(沿横线)为铜质,另一半为铝质。这种过渡板多用于变配电所,用作铜母线与铝母线之间的连接。
(6)采用B型铝并沟线夹连接
B型铝并沟线夹是用于铝与铝分支导线连接的,当用于铜与铝导线连接,则铜导线端需要搪锡。如果铝导线线径较细,可缠铝包带;如果铜导线线径较细,可用铜线绑绕。并沟线夹通常用于跳线、引下线等的连接。
(7)采用SL螺栓型铝设备线夹连接
SL螺栓型铝设备线夹用于设备端子连接,一端与铝导线连接,另一端与设备端子的铜螺杆连接。铜螺母下垫圈应搪锡。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





