钢筋气压焊,是采用一定比例的氧气和乙炔焰为热源,对需要连接的两钢筋端部接缝处进行加热,使其达到热塑状态,同时对钢筋施加30~40MPa的轴向压力,使钢筋顶锻在一起。该焊接方法使钢筋在还原气体的保护下,发生塑性流变后相互紧密接触,促使端面金属晶体相互扩散渗透,再结晶,再排列,形成牢固的焊接接头。这种方法设备投资少、施工安全、节约钢材和电能,不仅适用于竖向钢筋的连接,也适用于各种方向布置的钢筋连接。适用范围为直径14~40mm的HPB300级、HRB335级和HRB400级钢筋(25MnSiHRB400级钢筋除外)。
(1)施工前应做好的准备
1)施工前应对现场有关人员和操作工人进行钢筋气压焊的技术培训。培训的重点是焊接原理、工艺参数的选用、操作方法、接头检验方法、不合格接头产生的原因和防治措施等。对磨削、装卸等辅助作业工人,亦需了解有关规定和要求。焊工必须经考核并发给合格证后方准进行操作。
2)在正式焊接前,对所有需作焊接的钢筋,应按《混凝土结构工程施工质量验收规范》(GB 50204—2015)有关规定截取试件,进行试验。试件应切取6根,3根作弯曲试验,3根作拉伸试验,并按试验合格所确定的工艺参数进行施焊。
3)竖向压接钢筋时,应先搭好脚手架。
4)对钢筋气压焊设备和安全技术措施进行仔细检查,以确保正常使用。
(2)焊接钢筋端部加工的要求
1)钢筋端面应切平,切割时要考虑钢筋接头的压缩量,一般为0.6d~1.0d。截面应与钢筋的轴线相垂直,端面周边毛刺应去掉。钢筋端部若有弯折或扭曲应矫正或切除。切割钢筋应用砂轮锯,不宜用切断机。
2)清除压接面上的锈、油污、水泥等附着物,并打磨见新面,使其露出金属光泽,不得有氧化现象。压接端头清除的长度一般为50~100mm。
3)钢筋的压接接头应布置在数根钢筋的直线区段内,不得在弯曲段内布置接头。有多根钢筋压接时,接头位置应按《混凝土结构工程施工质量验收规范》(GB50204—2015)的规定错开。
4)两钢筋安装于夹具上,应夹紧并加压顶紧。两钢筋轴线要对正,并对钢筋轴向施加5~10MPa初压力。钢筋之间的缝隙不得大于3mm,压接面要求见图5-20。
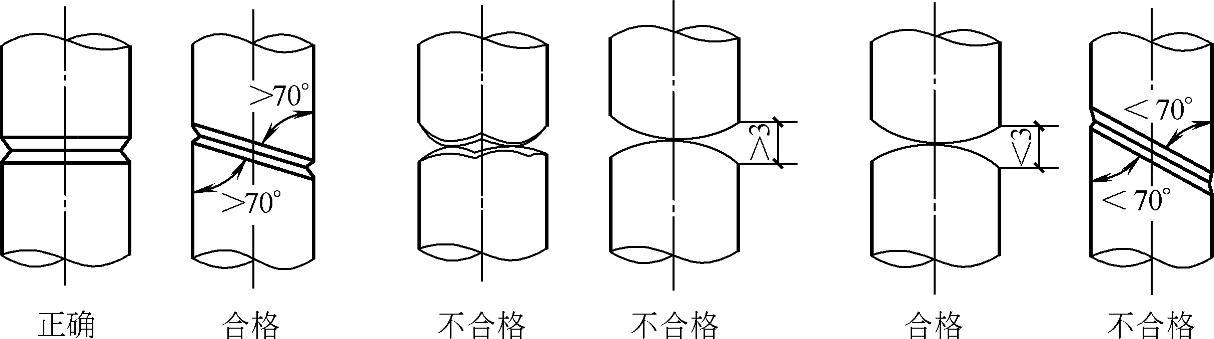
图5-20 钢筋气压焊接面要求
(3)气压焊焊接的要求
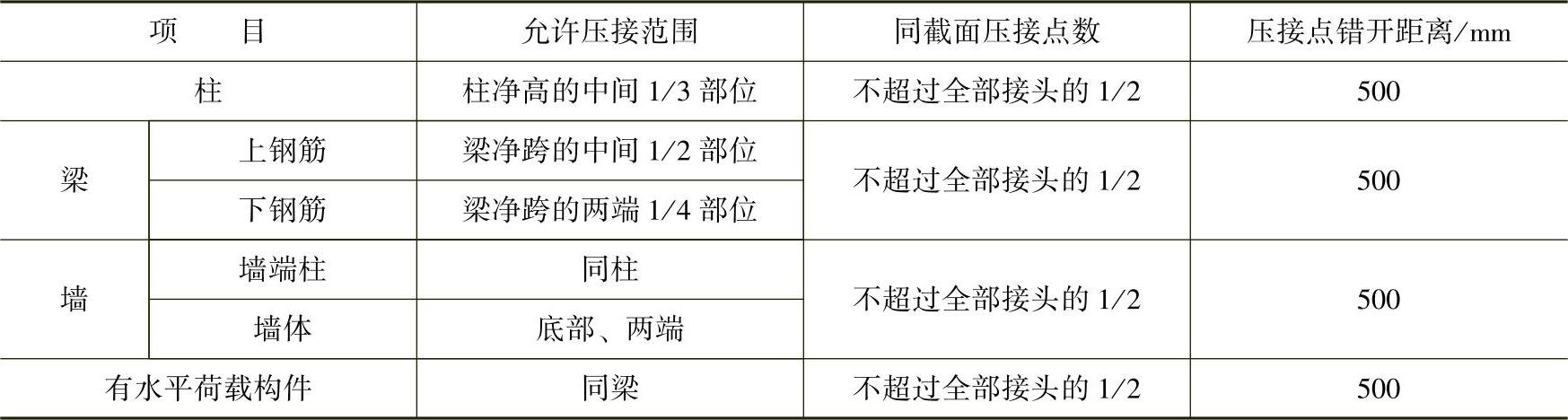
1)压接部位要求,压接部位应符合有关规范及设计要求,一般可按表5-24进行检查。(www.daowen.com)
表5-24 压接部位
2)压接区两钢筋轴线的相对偏心量(e),不得大于钢筋直径的0.15倍,同时不得大于4mm,见图5-21。钢筋直径不同相焊时,按小钢筋直径计算,且小直径钢筋不得错出大直径钢筋。当超过以上限量时,应切除重焊。
3)接头部位两钢筋轴线不在同一直线上时,其弯折角不得大于4°。当超过限量时,应重新加热矫正。
4)镦粗区最大直径(dc)应为钢筋公称直径的1.4~1.6倍,长度(Lc)应为钢筋公称直径的0.9~1.2倍,且凸起部分平缓圆滑(图5-22)。否则,应重新加热加压镦粗。
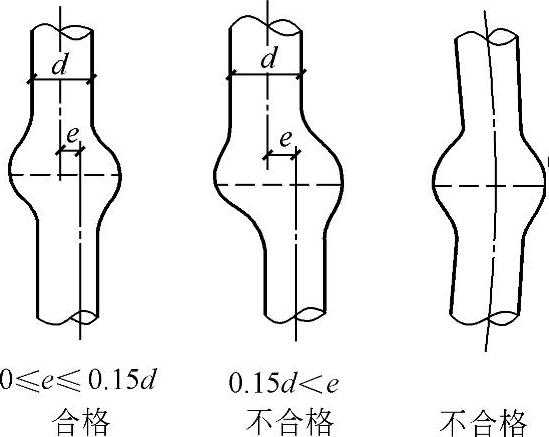
图5-21 压接区偏心要求
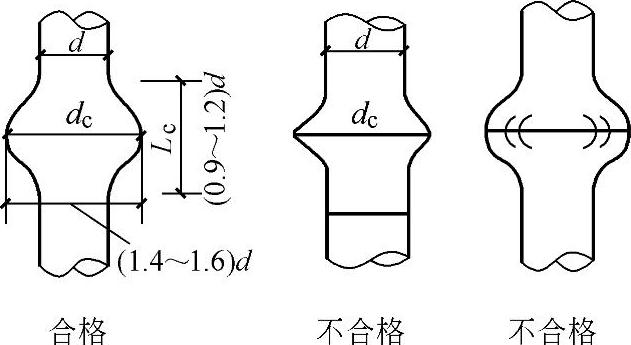
图5-22 镦粗区最大直径和长度
5)镦粗区最大直径处应为压焊面。若有偏移,其最大偏移量(dh)不得大于钢筋公称直径0.2d。
6)钢筋压焊区表面不得有横向裂纹,若发现有横向裂纹时,应切除重焊。
7)钢筋压焊区表面不得有严重烧伤,否则应切除重焊。
外观检查如有5%接头不合格时,应暂停作业,待找出原因并采取有效措施后,方可继续作业。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




