钢筋电渣压力焊是将两钢筋安放成竖向对接形式,利用焊接电流通过两钢筋端面间隙,在焊剂层下形成电弧过程和电渣过程,产生电弧热和电阻热,熔化钢筋,加压完成连接的一种焊接方法。具有操作方便、效率高、成本低、工作条件好等特点,适用于高层建筑现浇混凝土结构施工中直径为12~32mm的热轧HPB300级、HRB335级钢筋的竖向或斜向(倾斜度在4∶1范围内)连接。但不得在竖向焊接之后,再横置于梁、板等构件中作水平钢筋之用。
钢筋电渣压力焊具有电弧焊、电渣焊和压力焊的特点。其焊接过程可分四个阶段,即:引弧过程→电弧过程→电渣过程→顶压过程。其中电弧和电渣两过程对焊接质量有重要的影响,故应根据待焊钢筋直径的大小,合理选择焊接参数。
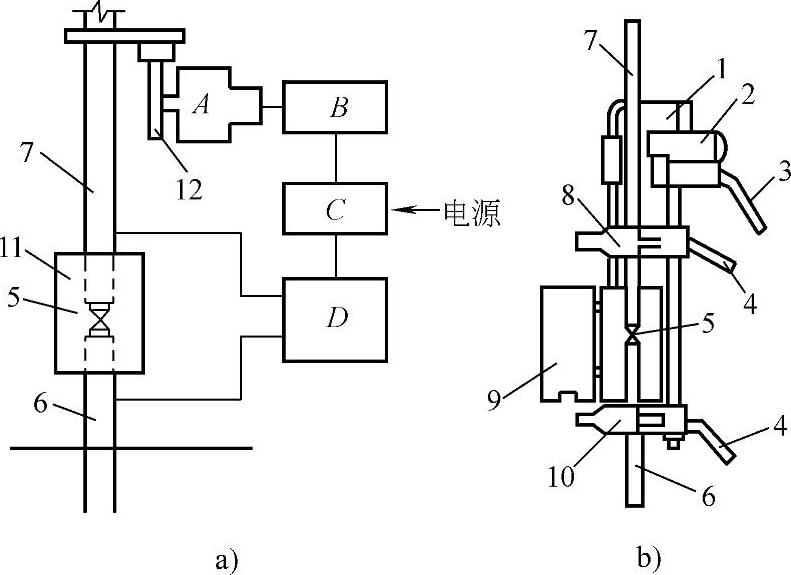
钢筋电渣压力焊机按操作方式可分成手动式和自动式两种。一般由焊接电源、焊接机头和控制箱三部分组成见图5-19。
(1)焊接中注意要点
1)钢筋焊接的端头要直、端面宜平。
2)上下钢筋要对准,焊接过程中不能晃动钢筋。
3)焊接设备外壳要接地,焊接人员要穿绝缘鞋和戴绝缘手套。
4)正式焊前应进行试焊,并将试件进行试拉合格后才可正式施工。
 (www.daowen.com)
(www.daowen.com)
1—把子 2—电动机传动部分 3—电源线 4—焊把线 5—钢丝圈 6—下钢筋 7—上钢筋 8—上夹头 9—焊药盒 10—下夹头 11—焊剂 12—凸轮
A—电动机与减速箱 B—操作箱 C—控制箱 D—焊接变压器
5)焊完后应回收焊药、清除焊渣。
6)低温焊接时,通电时间应适应增加1~3s,增大电流量(要有挡风设施,雨雪天不能焊),稍停歇时间要长些,拆除卡具后焊壳应稍迟一些敲掉,让接头有一段保温时间。
7)应组织专业小组,焊接人员要培训,施工中要配专业电工。
(2)焊接接头外观质量检查 电渣压力焊焊接接头四周焊包凸出钢筋表面的高度,当钢筋直径为25mm及以下时,不得小于4mm;当钢筋直径为28mm及以上时,不得小于6mm。钢筋与电极接触处,应无烧伤缺陷。接头处的轴线偏移不得大于1mm。接头处的弯折角不得大于2°。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






