钢筋电弧焊是以焊条为一极,钢筋为另一级,利用焊接电流通过产生的电弧进行焊接的一种熔焊方法。电弧焊应用范围广,如钢筋的接长、钢筋骨架的焊接、钢筋与钢板的焊接、装配式结构接头的焊接及其他各种钢结构的焊接等。钢筋电弧焊包括帮条焊、搭接焊、熔槽帮条焊、坡口焊、窄间隙焊、钢筋与钢筋搭接焊、预埋件T形角焊等。
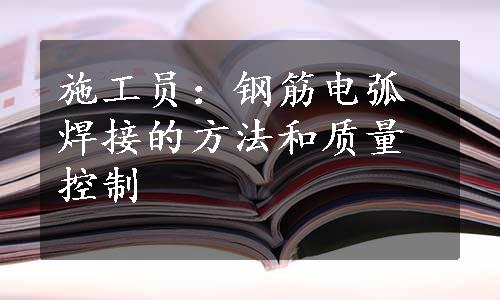
(1)焊条选用 焊条选用应符合设计要求,若设计未作规定,可参考表5-21选用。重要结构中钢筋的焊接,应采用低氢型碱性焊条,并应按说明书的要求进行烘焙后使用。
表5-21 钢筋电弧焊所采用焊条、焊丝推荐表
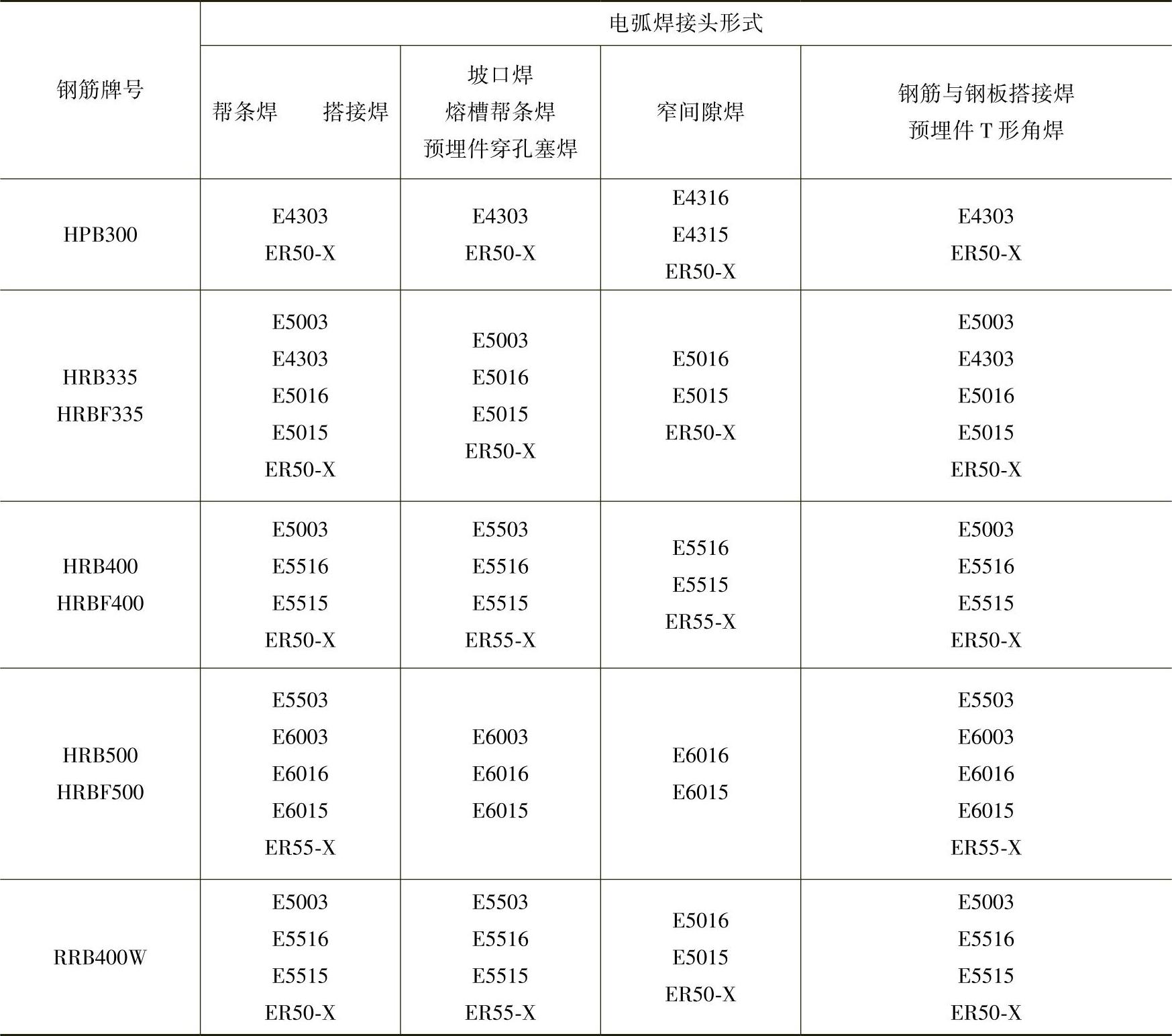
施工时,可参考表5-22选择焊条直径和焊接电流。
表5-22 焊条直径和焊接电流选择
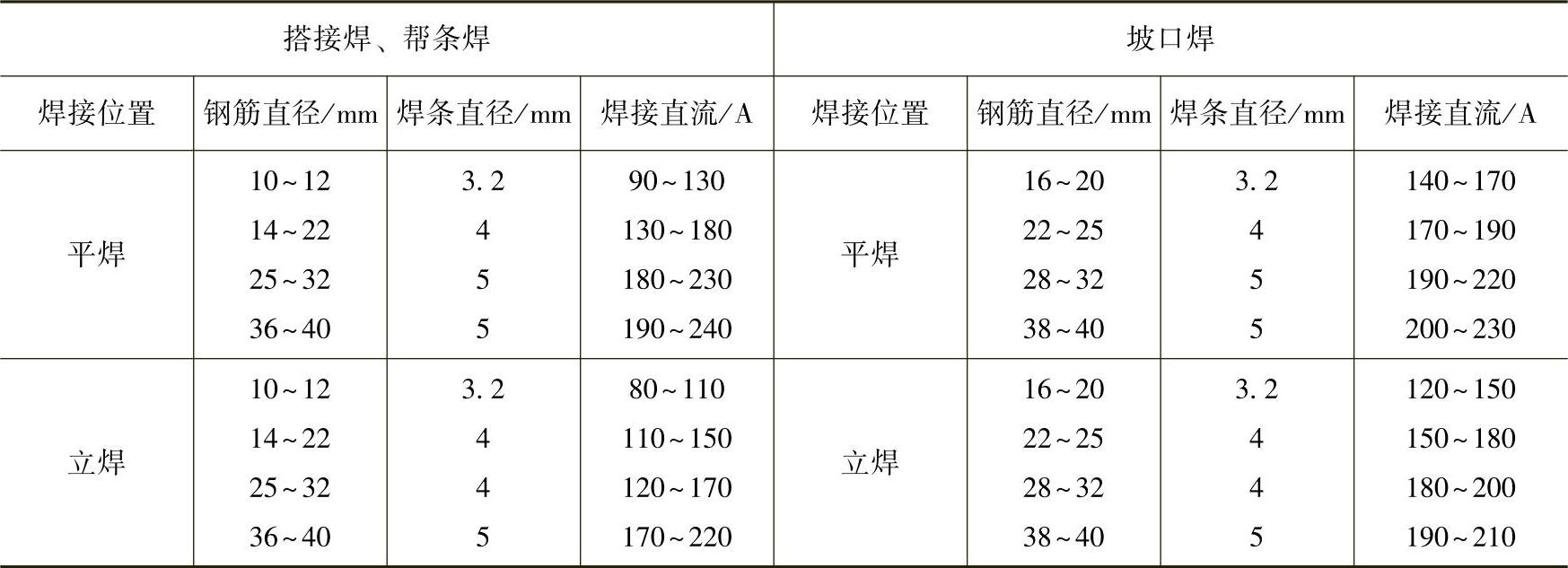
(2)搭接焊 钢筋搭接焊可用于ϕ10~ϕ40的热轧光圆及带肋钢筋、ϕ10~ϕ25余热处理钢筋。焊接时宜采用双面焊,不能进行双面焊时,也可采用单面焊搭接。长度l应与帮条长度相同,见表5-23。
表5-23 钢筋帮条(搭接)长度
钢筋搭接接头的焊缝有效厚度s不应小于主筋直径的30%;焊缝宽度b不应小于主筋直径的80%,见图5-10,焊接前,钢筋宜预弯,以保证两钢筋的轴线在一条直线上,使接头受力性能良好。
钢筋与钢板搭接焊时,接头形式见图5-11。HPB300级钢筋的接头长度l不小于4倍钢筋直径,其他牌号钢筋的搭接长度l不小于5倍钢筋直径,焊缝宽度b不小于钢筋直径的60%,焊缝有效厚度s不小于钢筋直径的35%。
(3)帮条焊 帮条焊适用于直径为10~40mm的HPB300级、HRB335级、HRB400级钢筋。
帮条焊宜采用双面焊,见图5-12a。如条件所限,不能进行双面焊时,也可采用单面焊,见图5-12b。
帮条宜采用与主筋同牌号、同直径的钢筋制作,其帮条长度l,见表5-24。如帮条直径与主筋相同时,帮条牌号可与主筋相同或低一个牌号等级;当帮条牌号与主筋相同时,帮条直径可与主筋相同或小一个规格。
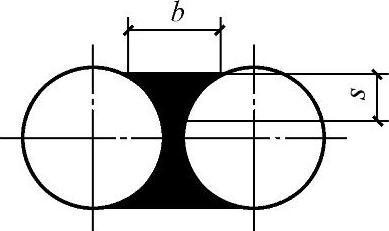
图5-10 焊缝尺寸示意图
b—焊缝宽度 s—焊缝有效厚度
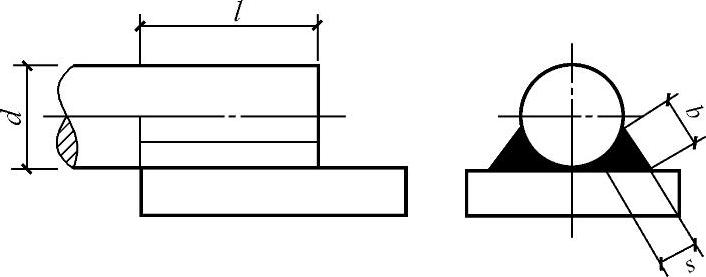
图5-11 钢筋与钢板搭接接头
d—钢筋直径 l—搭接长度 b—焊缝宽度
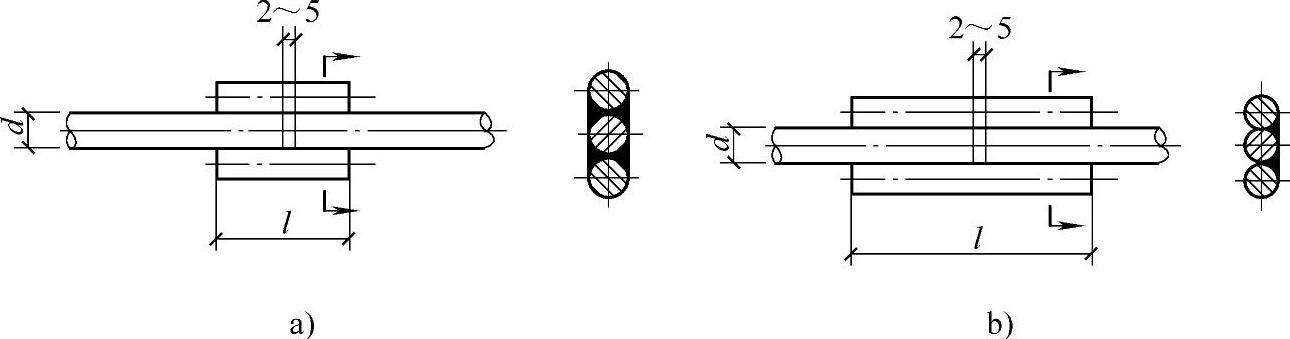
图5-12 钢筋帮条焊接头
a)双面焊 b)单面焊 d—钢筋直径 l—帮条长度
钢筋帮条接头的焊缝厚度及宽度要求同搭接焊。帮条焊时,两主筋端面的间隙应为2~5mm;帮条与主筋之间应用四点定位焊固定,定位焊缝与帮条端部的距离应大于或等于20mm。
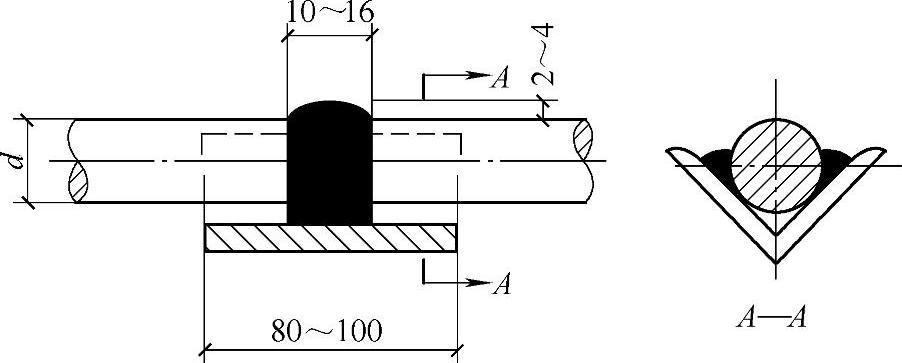
(4)熔槽帮条焊 钢筋熔槽帮条焊接头适用于直径d≥20mm钢筋的现场安装焊接。焊接时,应加边长为40~60mm的角钢作垫板模。此角钢除作垫板模用外,还起帮条作用。
钢筋熔槽帮条焊接头形式,见图5-13。
角钢边长宜为40~70mm,长度宜为80~100mm。钢筋端头加工平整,两钢筋端面的间隙应为10~16mm。从接缝处垫板引弧后应连续施焊,并应使钢筋端部熔合。在焊接过程中应及时停焊清渣。焊平后,再进行焊缝余高焊接,其高度应为2~4mm。钢筋与角钢垫板之间,应加焊侧面焊缝1~3层,焊缝应饱满,表面应平整。
 (www.daowen.com)
(www.daowen.com)
图5-13 熔槽帮条焊接头
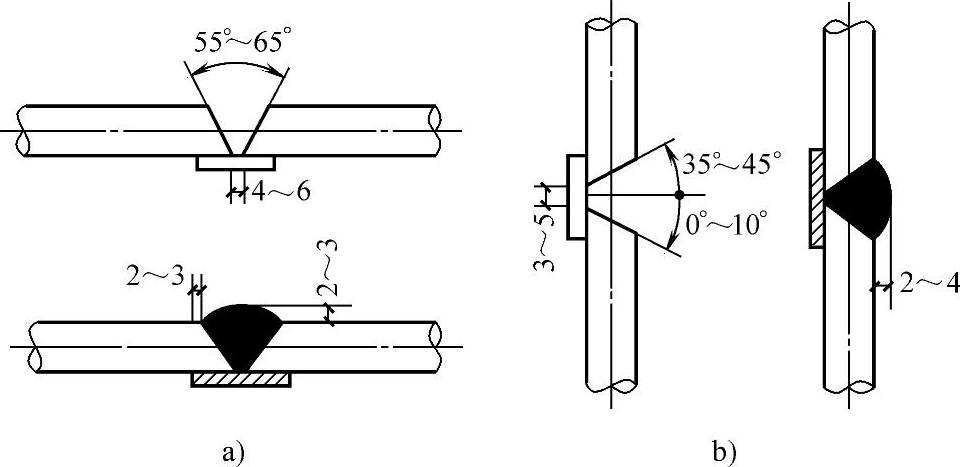
图5-14 钢筋坡口焊接头
a)平焊 b)立焊
(5)坡口焊 坡口焊适用于装配式框架结构安装时的柱间节点或梁与柱的节点焊接。
钢筋坡口焊时坡口面应平顺,切口边缘不得有裂纹和较大的钝边、缺棱。钢筋坡口平焊时,V形坡口角度为55°~65°,见图5-14a;坡口立焊时,下钢筋为0°~10°,上钢筋为35°~45°,见图5-14b。
钢垫板长度为40~60mm,厚度为4~6mm。平焊时,钢垫板宽度为钢筋直径加10mm;立焊时,其宽度应等于钢筋直径。钢筋根部间隙,平焊时,为4~6mm;立焊时,为3~5mm。坡口焊时,焊缝根部、坡口端面以及钢筋与钢板之间均应熔合;焊接过程中应经常清渣;钢筋与钢垫板之间应加焊2~3层侧面焊缝;焊缝的宽度应大于V形坡口的边缘2~3mm,焊缝余高应为2~4mm,并宜平缓过渡至钢筋表面。
(6)窄间隙焊 窄间隙焊具有焊前准备简单、焊接操作难度较小、焊接质量好、生产率高,焊接成本低、受力性能好的特点。适用于直径为16mm及16mm以上HPB300级、HRB335级、HRB400级钢筋的现场水平连接,但不适用于经余热处理过的HRB400级钢筋。
钢筋窄间隙焊接头见图5-15,其成形过程见图5-16。
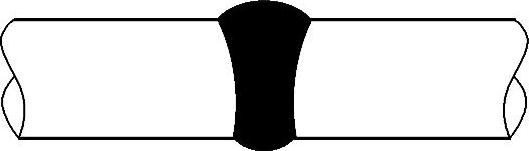
图5-15 钢筋窄间隙焊接头
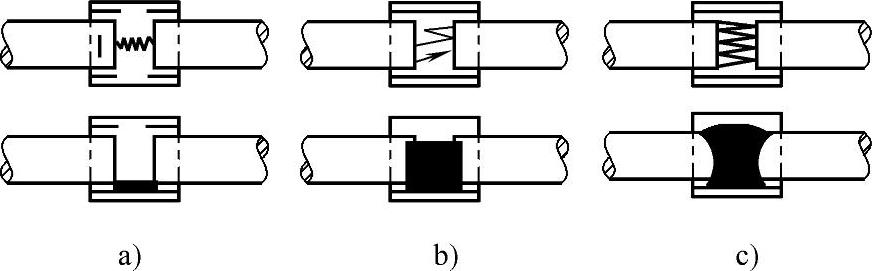
图5-16 钢筋窄间隙接头成形过程
a)焊接初期 b)焊接中期 c)焊接末期
窄间隙焊接时,钢筋应置于钢模中,并留出一定间隙,用焊条连续焊接,熔化金属端面和使熔敷金属填充间隙,形成接头。从焊缝根部引弧后应连续进行焊接,左、右来回运弧,在钢筋端面处电弧应少许停留,并使熔合;当焊至端面间隙的4/5高度后,焊缝应逐渐加宽;焊缝余高应为2~4mm,且应平缓过渡至钢筋表面。
(7)钢筋与钢板搭接焊 钢筋与钢板搭接焊适用于焊接直径为8~40mm的HPB300级、HRB335级钢筋。
钢筋与钢板搭接焊接头见图5-17。
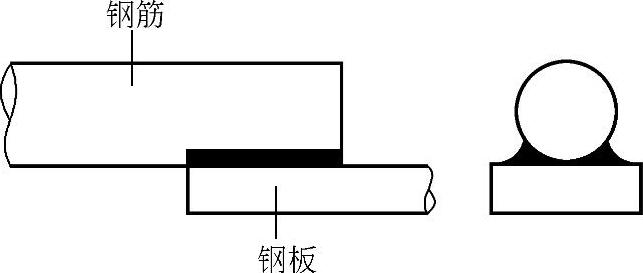
图5-17 钢筋与钢板搭接焊接头
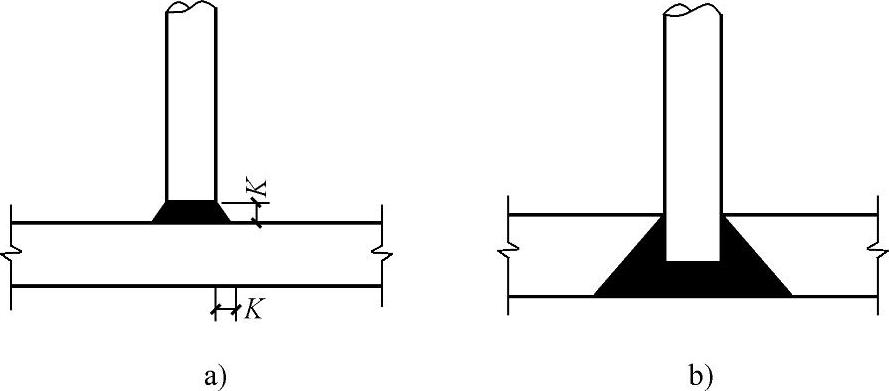
图5-18 预埋件钢筋电弧焊T形接头
a)角焊 b)穿孔焊
钢筋的搭接长度不得小于钢筋直径的4倍。
焊缝宽度不得小于钢筋直径的60%,焊缝有效厚度不得小于钢筋直径的35%。
(8)预埋件钢筋电弧焊 预埋件钢筋电弧焊T形接头分为角焊和穿孔塞焊。角焊适用于焊接直径6~25mm的HPB300、HRB335级钢筋;穿孔塞焊适用于焊接直径为20~25mm的HPB300级、HRB335级钢筋。
预埋件钢筋电弧焊T形接头见图5-18。
角焊缝焊脚尺寸(K)不得小于钢筋直径的50%;采用其他牌号钢筋时,焊脚尺寸(K)不得小于钢筋直径的60%,施焊中不得使钢筋咬边和烧伤。
(9)钢筋电弧焊接质量控制 钢筋电弧焊接头的质量应符合外观检查和拉伸试验的要求。外观检查时,接头焊缝应表面平整,不得有较大凹陷或焊瘤;接头区域不得有裂纹;坡口焊、熔槽帮条焊和窄间隙焊接头的焊缝余高应为2~4mm;咬边深度、气孔、夹渣的数量和大小以及接头尺寸偏差应符合有关规定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





