钢筋对焊是将两钢筋成对接形式水平安置在对焊机夹钳中,使两钢筋接触,通以低电压的强电流,把电能转化为热能(电阻热)。当钢筋加热到一定程度后,即施加轴向压力挤压(称为顶锻),便形成对焊接头。其原理见图5-9。
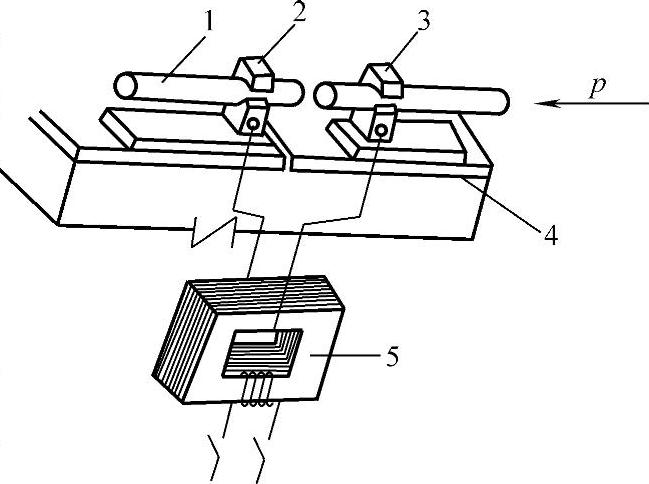
图5-9 钢筋对焊原理图
1—钢筋 2—固定电极 3—可动电极 4—机座 5—焊接变压器
钢筋对焊具有生产效率高、操作方便、节约钢材、焊接质量高、接头受力性能好等许多优点。适用于直径10~40mm的HPB300级、HRB335级和HRB400级热轧钢筋、直径10~25mm的RRB400级热轧钢筋以及直径10~25mm的余热处理HRB400级钢筋的焊接。
(1)钢筋对焊工艺 钢筋对焊过程如下:先将钢筋夹入对焊机的两电极中(钢筋与电极接触处应清除锈污,电极内应通入循环冷却水),闭合电源,然后使钢筋两端面轻微接触,这时即有电流通过。由于接触轻微,钢筋端面不平,接触面很小,故电流密度和接触电阻很大,因此接触点很快熔化,形成“金属过梁”。过梁被进一步加热,产生金属蒸汽飞溅(火花般的熔化金属微粒自钢筋两端面的间隙中喷出,此过程称为烧化),形成闪光现象,故也称闪光对焊。通过烧化使钢筋端部温度升高到要求温度后,便快速将钢筋挤压(称顶锻),然后断电,即形成对焊接头。
根据所用对焊机功率大小及钢筋品种、直径不同,闪光对焊又分连续闪光焊、预热闪光焊、闪光-预热-闪光焊等不同工艺。钢筋直径较小时,可采用连续闪光焊;钢筋直径较大,端面较平整时,宜采用预热闪光焊;直径较大,且端面不够平整时,宜采用闪光-预热-闪光焊,RRB400级钢筋必须采用预热闪光焊或闪光-预热-闪光焊,对RRB400钢筋中焊接性较差的钢筋,还应采取焊后通电热处理的方法,以改善接头焊接质量。(https://www.daowen.com)
(2)焊后通电热处理 RRB400钢筋中焊接性差的钢筋对氧化、淬火及过热较敏感,易产生氧化缺陷和脆性组织。为改善焊接质量,可采用焊后通过电热处理的方法对焊接接头进行一次退火或高温回火处理,以达到消除热影响区产生的脆性组织,改善塑性的目的。通电热处理应待接头稍冷却后进行,过早会使加热不均匀,近焊缝区容易遭受过热。热处理温度与焊接温度有关,焊接温度较低者宜采用较低的热处理温度,反之宜采用较高的热处理温度。
热处理时采用脉冲通电,其频率主要与钢筋直径和电流大小有关,钢筋较细时采用高值,钢筋较粗时采用低值。通电热处理可在对焊机上进行。其过程为:当焊接完毕后,待接头冷却至300℃(钢筋呈暗黑色)以下时,松开夹具,将电极钳口调到最大距离,把焊好的接头放在两钳口间中心位置,重新夹紧钢筋,采用较低的变压器级数,对接头进行脉冲式通电加热(频率以0.51s为宜)。当加热到750~850℃(钢筋呈橘红色)时,通电结束,然后让接头在空气中自然冷却。
(3)钢筋的低温对焊 钢筋在环境温度低于-5℃的条件下进行对焊则属低温对焊。在低温条件下焊接时,焊件冷却快,容易产生淬硬现象,内应力也将增大,使接头力学性能降低,给焊接带来不利因素。因此在低温条件下焊接时,应掌握好冷却速度。为使加热均匀,增大焊件受热区域,宜采用预热闪光焊或闪光-预热-闪光焊。
其焊接参数与常温相比:调伸长度应增加10%~20%;变压器级数降低一级或二级;烧化过程中期的速度适当减慢;预热时的接触压力适当提高,预热间歇时间适当延长。
(4)焊接质量检查 应将对焊接头进行外观检查,并按《钢筋焊接及验收规程》(JGJ 18—2012)的规定作拉伸试验和冷弯试验(预应力筋与螺栓端杆对焊接头只作拉伸试验,不作冷弯试验)。外观检查时,接头表面不得有横向裂纹;与电极接触处的钢筋表面不得有明显的烧伤(对于RRB400级钢筋不得有烧伤);接头处的弯折不得大于4°;钢筋轴线偏移不得大于0.1倍钢筋直径,同时不得大于2mm。拉伸试验时,抗拉强度不得低于该级钢筋的规定抗拉强度;试样应呈塑性断裂并断裂于焊缝之外。冷弯试验时,应将受压面的金属毛刺和镦粗变形部分去除,与母材的外表齐平。弯心直径应按《钢筋焊接及验收规程》(JGJ 18—2012)规定选取,弯曲至90°时,接头外侧不得出现宽度大于0.15mm的横向裂纹。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





