1.实际案例展示



2.施工要点
1)网架结构的节点形式有螺栓球、焊接球等。螺栓球由钢球、高强度螺栓、销子、套筒、锥头和封板组成(如图4-1所示)。一般由专业厂生产,现场组装。螺栓球的画线与加工,需要经过平面加工、角度划分、钻孔、攻丝、检验等一系列工艺。螺栓球热锻成型,外观质量不得有裂纹、叠皱、过烧,氧化皮应清除。

图4-1 螺栓球组成
1—封板 2—销子 3—锥头 4—套筒 5—螺栓 6—钢球
2)焊接球为空心球体,由两个半球拼接对焊而成。焊接球分不加肋和加肋两类(如图4-2和图4-3所示)。钢网架重要节点一般均为加肋焊接球,加肋形式有加单肋,垂直双肋等。所以加肋圆球组装前,还应加肋、焊接。注意加肋高度不应超过球内表面,以免影响拼装。
①焊接球下料时控制尺寸,并应放出适当余量。
②焊接球材料用加热炉加热到600~900℃的适当温度,放到半圆胎具内,逐步压制成半圆形球,采取均匀加热的措施,压制时氧化皮应及时清理,半圆球在胎具内应能变换位置。
③半圆球成型后,从胎具上取出冷却,对半圆球用样板修正,应留出拼接余量。
④半圆球修正、切割以后,应在连接处打坡口,坡口角度与形式应符合设计要求。(www.daowen.com)

图4-2 不加肋的焊接球

图4-3 加肋的焊接球
⑤圆球拼装时,应有胎具,保证拼装质量。
⑥焊接球拼接为全熔透焊缝,焊缝质量等级为二级。拼好的圆球放在焊接胎具上,胎具两边各打一个小孔固定圆球,并能慢慢旋转。圆球旋转一圈,调整各项焊接参数,用埋弧焊(也可以用气体保护焊)对焊接球进行多层多道焊接,直至焊缝填平为止。
⑦焊缝外观要求光滑,不得有裂纹、折皱,焊缝余高符合要求,检查合格后,应在24h之后对钢球焊缝进行超声波探伤检查。
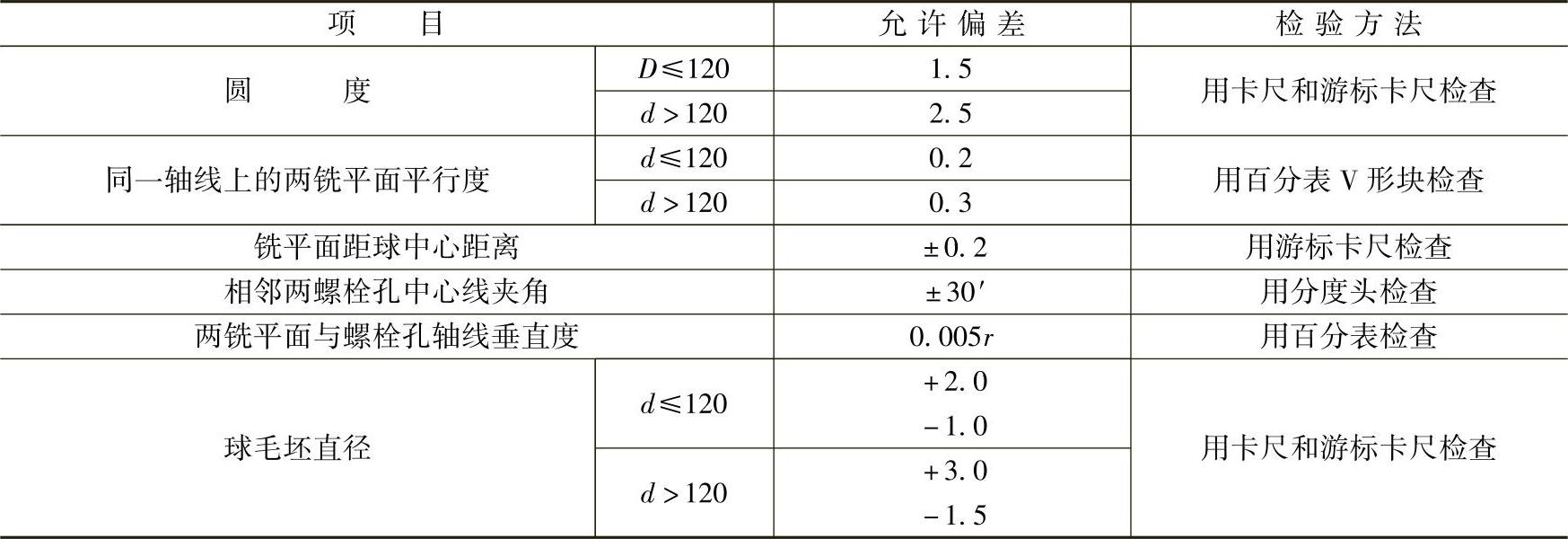
3)螺栓球加工的允许偏差应符合表4-13的规定。
表4-13 螺栓球加工的允许偏差 (单位:mm)
4)焊接球加工的允许偏差应符合表4-14的规定。
表4-14 焊接球加工的允许偏差 (单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






