【摘要】:2)气割时,气压要稳定;压力表、速度计等正常无损;机体行走平稳,使用轨道时要保证平直和无振动;割嘴的气流畅通,无污损;割矩的角度和位置准确。4)气割时应正确选择割嘴型号、氧气压力、气割速度和预热火焰的能率等工艺参数。工艺参数的选择主要是根据气割机械的类型和切割的钢板厚度。表4-6 氧、乙炔切割工艺参数(续)表4-7 氧、丙烷切割工艺参数表4-8 切嘴倾角与割件厚度的关系5)气割的允许偏差应符合表4-9的规定。
1.实际案例展示


2.气割施工要点
气割原则上采用自动切割机,也可以使用半自动切割机和手工切割,气体可为氧乙炔、丙烷、碳-3气及混合气等。
1)气割前,钢材切割区域表面的铁锈、污物等清除干净,并在钢材下面留出一定的空间,以利于熔渣的吹出。气割时,割矩的移动应保持匀速,被切割件表面距离焰心尖端以2~5mm为宜。距离太近,会使切口边沿熔化;太远了热量不足,易使切割中断。
2)气割时,气压要稳定;压力表、速度计等正常无损;机体行走平稳,使用轨道时要保证平直和无振动;割嘴的气流畅通,无污损;割矩的角度和位置准确。
3)气割时,大型工件的切割,应先从短边开始;在钢板上切割不同尺寸的工件时,应先割小件,后割大件;在钢板上切割不同形状的工件时,应先割较复杂的,后割较简单的;窄长条形板的切割,长度两端留出50mm不割,待割完长边后再割断,或者采用多割炬的对称气割的方法。
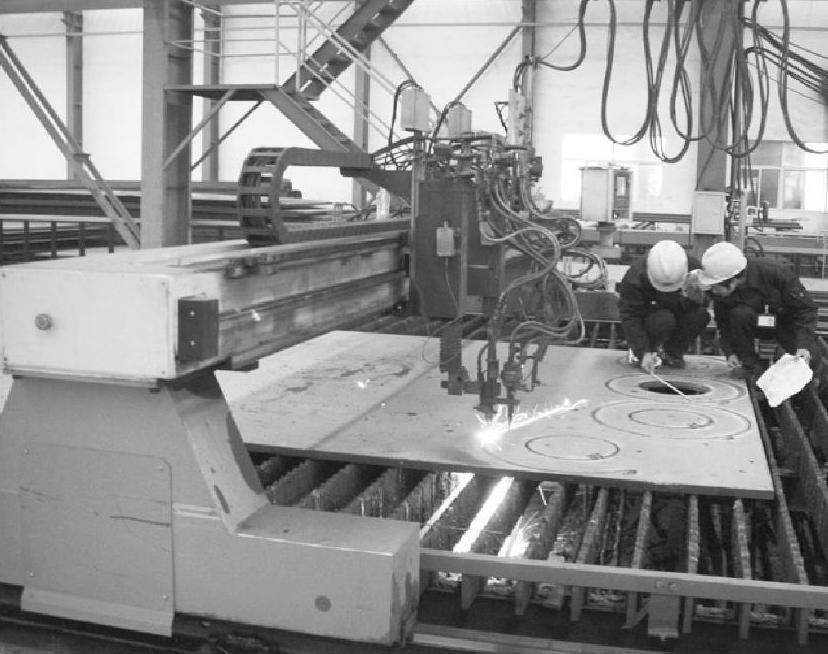
4)气割时应正确选择割嘴型号、氧气压力、气割速度和预热火焰的能率等工艺参数。工艺参数的选择主要是根据气割机械的类型和切割的钢板厚度。表4-6、表4-7和表4-8分别为氧、乙炔切割,氧、丙烷切割的工艺参数和切嘴倾角与割件厚度的关系。
表4-6 氧、乙炔切割工艺参数(www.daowen.com)
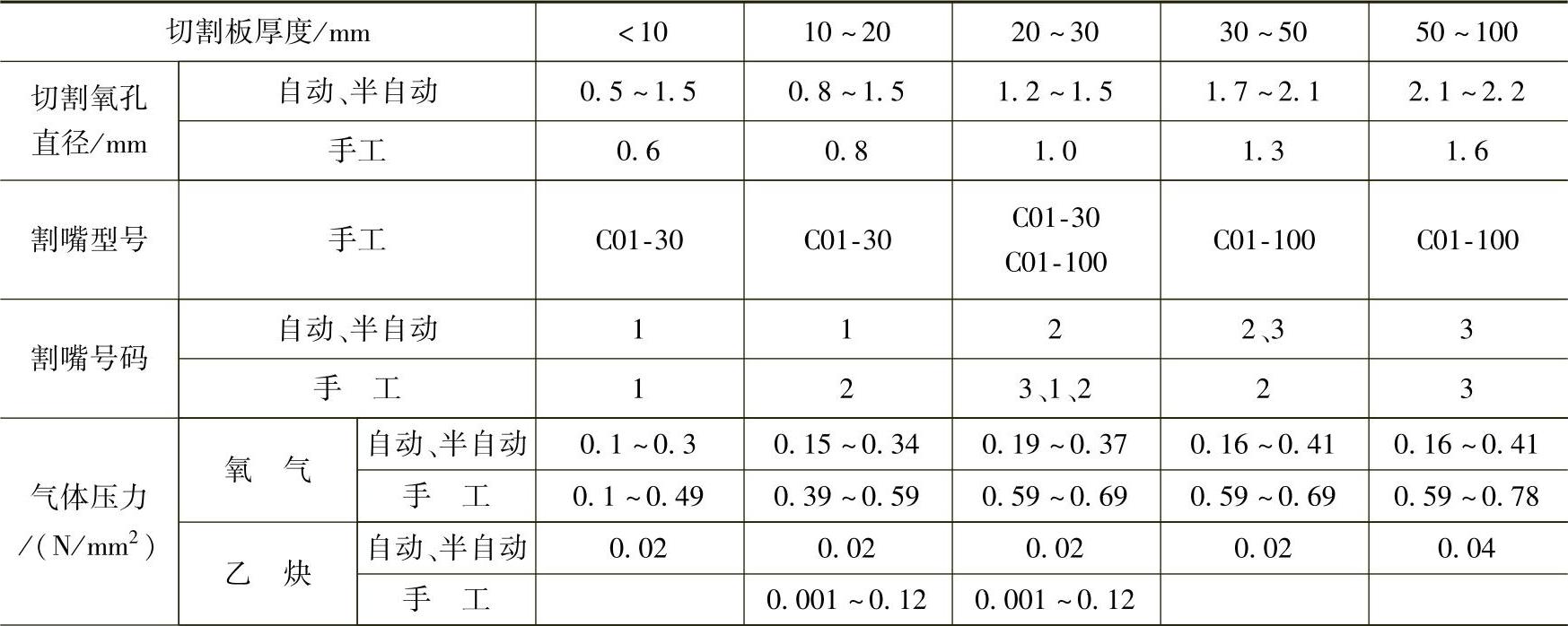
(续)
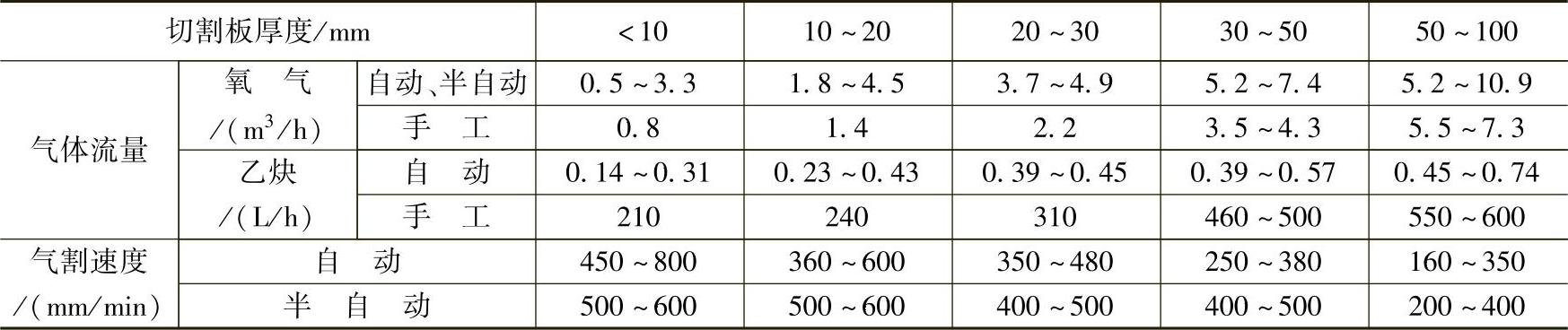
表4-7 氧、丙烷切割工艺参数

表4-8 切嘴倾角与割件厚度的关系

5)气割的允许偏差应符合表4-9的规定。
表4-9 气割的允许偏差 (单位:mm)

注:t为切割面厚度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





