1.实际案例展示




2.施工要点
栓焊也称为螺柱焊,分为电弧栓焊和储能栓焊两类。在建筑工程中应用的大多是电弧栓焊。
电弧栓焊是将栓钉端头置于陶瓷保护罩内与母材接触并通以直流电,以使栓钉与母材之间激发电弧,电弧产生的热量使栓钉和母材熔化,维持一定的电弧燃烧时间后将栓钉压入母材局部熔化区内。
电弧栓焊可分为直接接触方式与引弧结(帽)方式两种。直接接触方式是在通电激发电弧同时向上提升栓钉,使电流由小到大,完成加热过程。引弧结(帽)方式是在栓钉端头镶嵌铝制帽,通电以后不需要提升或略微提升栓钉后再压入母材。
陶瓷保护罩的作用是集中电弧热量,隔离外部空气,保护电弧和熔化金属免受氮、氧的侵入,并防止熔融金属的飞溅。
1)栓焊工艺参数:包括焊接电流、通电时间、焊钉伸出长度及高度。根据栓钉的直径不同以及被焊钢材的表面情况、镀层材料选定相应的工艺参数,一般栓钉的直径增大或母材上有镀锌层时,所需的电流、时间等各项工艺参数相应增大。被焊钢构件上铺有镀锌钢板时(如钢/混凝土组合楼板中钢梁上的压型钢板),要求栓钉穿透镀锌板与母材牢固焊接,由于压型钢板厚度和镀锌层导电分流的影响,电流值必须相应提高。为确保接头强度,电弧高温下形成的氧化锌必须从焊接熔池中充分挤出,其他各项焊接参数也需相应提高。各种规格栓钉焊主要工艺参数见表2-6。
表2-6 各种规格栓钉焊主要工艺参数(www.daowen.com)

2)应进行焊钉质量检查。焊钉应无裂纹、皱纹、扭歪、弯曲等缺陷。受潮的焊接瓷环使用前应经120℃烘焙1~2h(或按其说明书进行)。
3)在焊前应清除母材和焊钉上的水分、油污和过量的铁锈。对穿透栓钉焊,焊接区更要严格清理焊接区,焊接电流要大于一般栓钉焊,焊接时间也要适当延长。当压型钢板采用镀锌钢板时,应采取相应的除锌措施后施焊。
4)采用栓钉进行焊接时,一般应使工件处于水平位置。
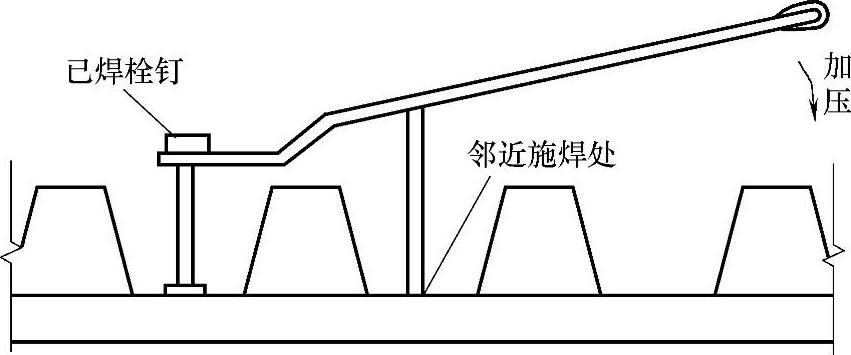
图2-2 栓焊卡具示意图
5)如遇压型板有翘起造成与线材间隙过大时,可用手持式卡具(图2-2)对压型钢板邻近施焊处局部加压,使之与母材贴合。一般要求间隙不应超过1mm。
6)采用栓钉进行焊接时,如挤出焊脚不足360°,可用合适的焊条用手工电弧焊修补,并做30°弯曲试验;由于某种原因需将焊好的栓钉拆除后重焊时,应将拆除焊钉的区域磨平,如发现有被拉去母材的凹坑,则需将凹坑焊满磨平再进行补焊。
7)在每班作业前应先做样焊。应根据现场电缆线长度、施工季节、风力等因素调节焊接工艺参数。
8)栓钉焊后,应进行随机弯曲试验抽查,试验时用锤击栓钉头部,使栓钉弯曲30°。观察挤出焊脚和热影响区,无肉眼可见的裂纹即为合格。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





