1.实际案例展示



2.质量要求
1)一级、二级焊缝的质量等级及缺陷分级应符合表2-1的规定。
表2-1 一级、二级焊缝的质量等级及缺陷分级
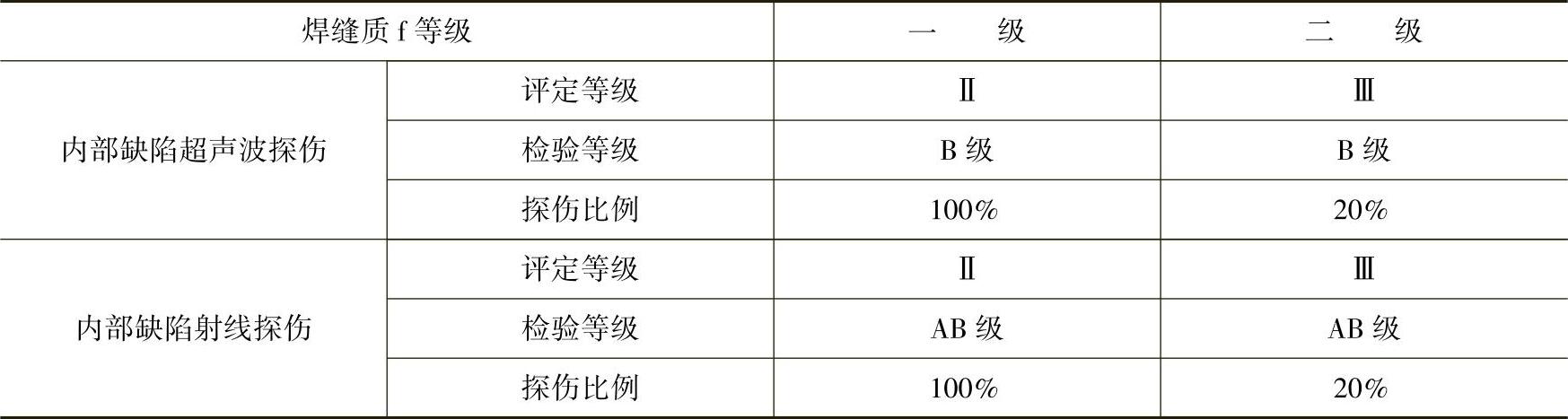
注:探伤比例的计数方法应按以下原则确定:1)对工厂制作焊缝,应以每条焊缝计算百分比,且探伤长度应不小于200mm,当焊缝长度不足200mm时,应对整条焊缝进行探伤。
2)对现场安装焊缝,应按同一类型、同一施焊条件的焊缝条数计算百分比,探伤长度应不小于20mm,并应不少于一条焊缝。
2)T形接头、十字接头、角接接头等要求熔透的对接和角对接组合焊缝,其焊脚尺寸不得小于t/4(图2-1a、b、c);设计有疲劳验算要求的吊车梁或类似构件的腹板与上翼缘板连接焊缝的焊脚尺寸为t/2(图2-1d),且不应大于10mm。焊脚尺寸的允许偏差为0~4mm。
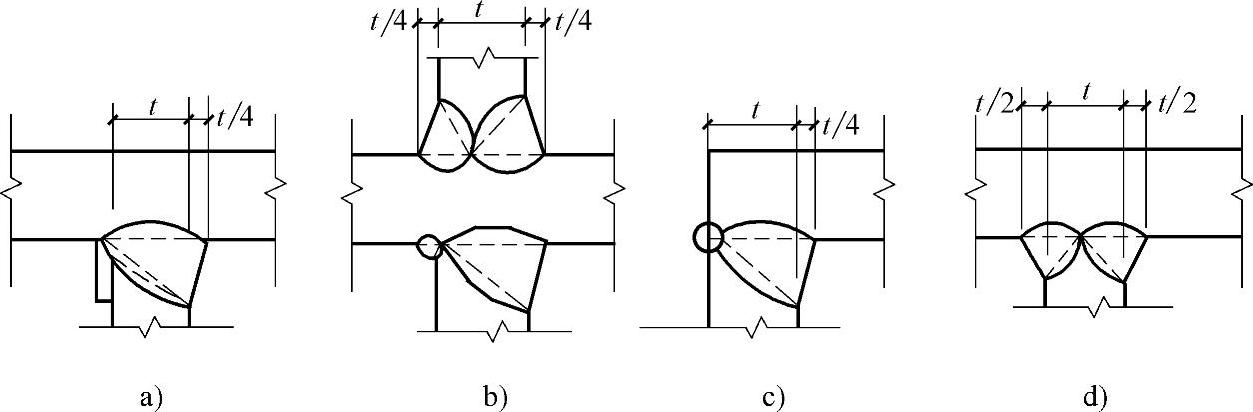
图2-1 焊脚尺寸
3)焊缝表面不得有裂纹、焊瘤等缺陷。一级、二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤、接头不良等缺陷。且一级焊缝不得有咬边、未焊满、根部收缩等缺陷。
4)对于需要进行焊前预热或焊后热处理的焊缝,其预热温度或后热温度应符合国家现行有关标准的规定或通过工艺试验确定。预热区在焊道两侧,每侧宽度均应大于焊件厚度的1.5倍以上,且不应小于100mm;后热处理应在焊后立即进行,保温时间应根据板厚按每25mm板厚1h确定。(www.daowen.com)
5)二级、三级焊缝外观质量标准应符合表2-2的规定。三级对接焊缝应按二级焊缝标准进行外观质量检验。
表2-2 二级、三级焊缝外观质量标准 (单位:mm)

(续)
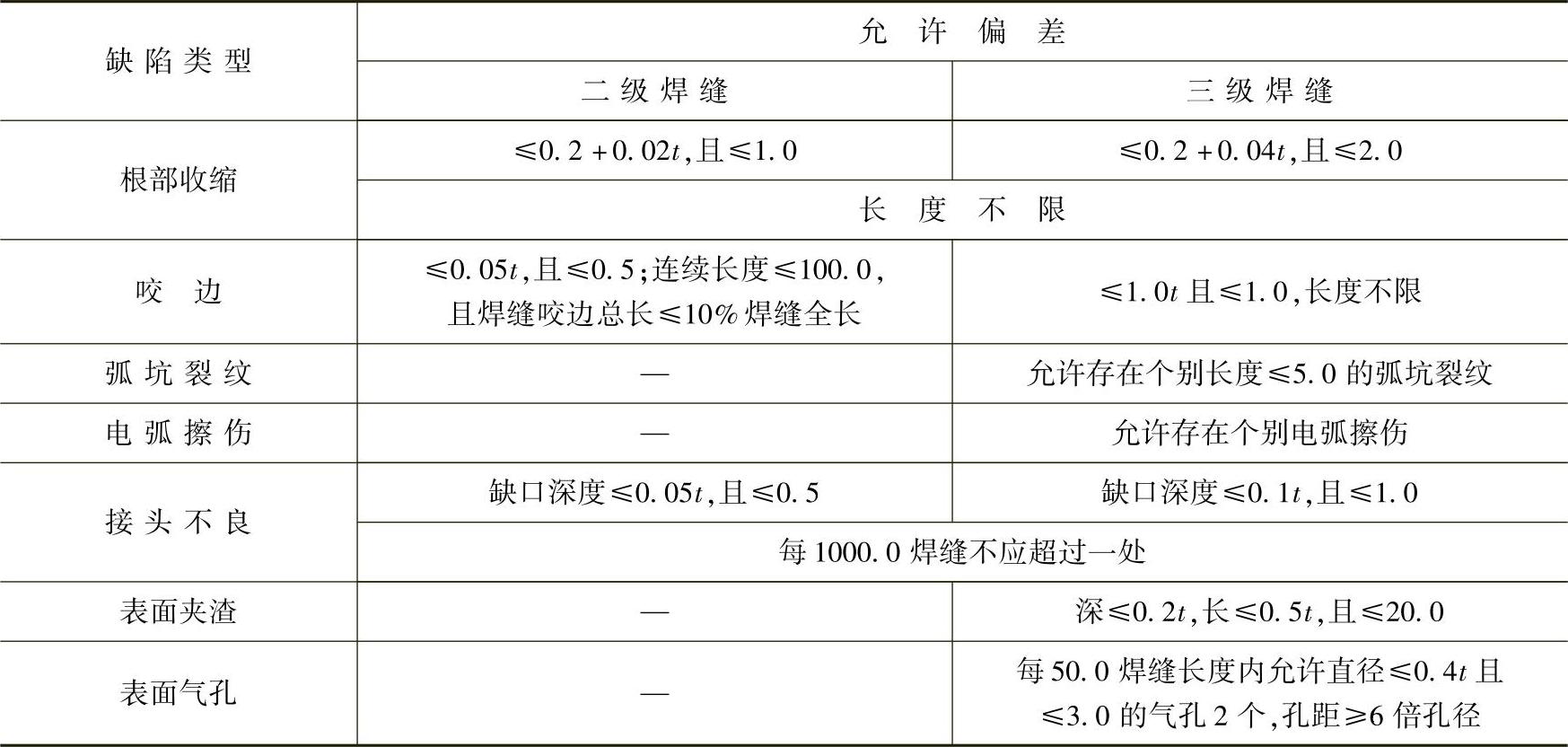
注:表内t为连接处较薄处的板厚。
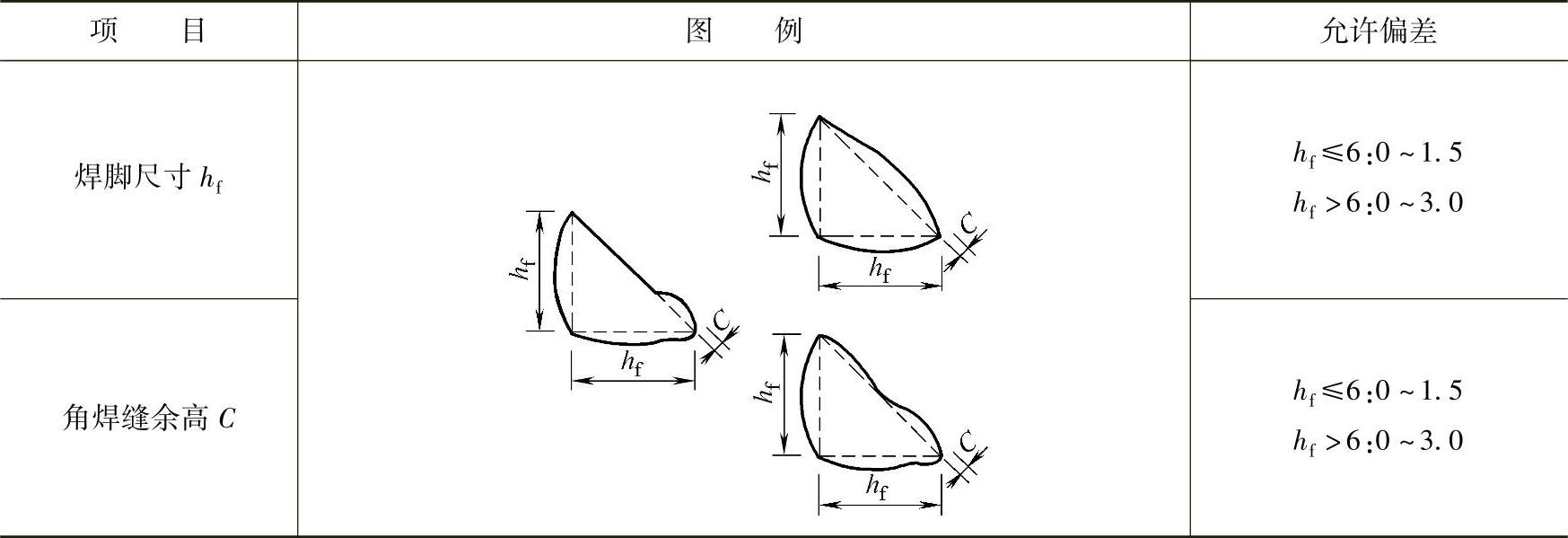
6)焊缝尺寸允许偏差应符合表2-3、表2-4的规定。
表2-3 对接及完全熔透组合焊缝尺寸允许偏差 (单位:mm)
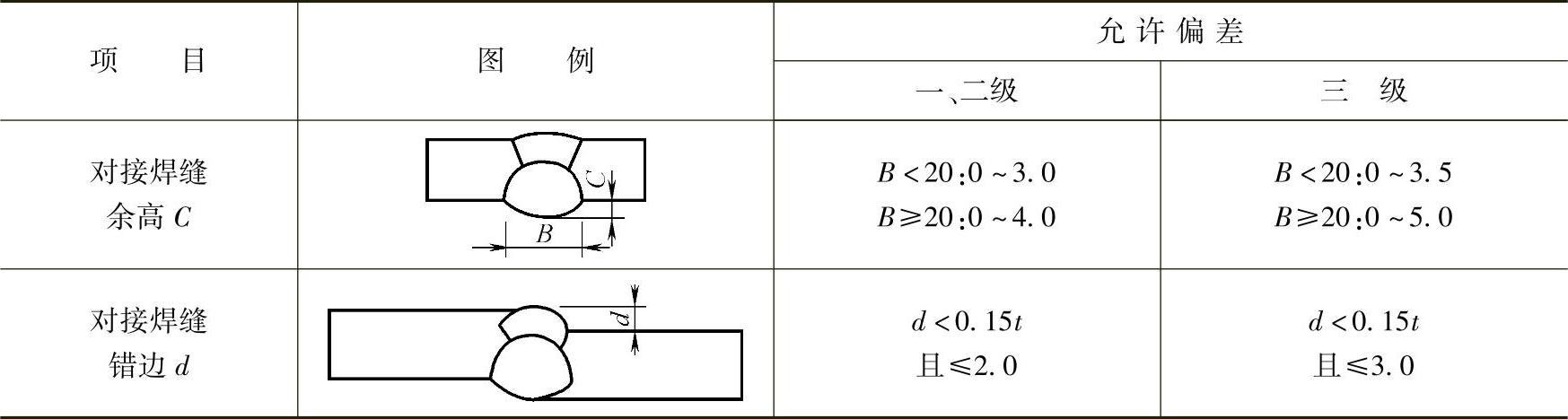
表2-4 部分熔透组合焊缝和角焊缝外形尺寸允许偏差 (单位:mm)
注:1.ht>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度的10%。
2.焊接H形梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
7)焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡;加工成凹形的角焊缝,不得在其表面留下切痕。
8)焊缝感观应达到:外形均匀、成型较好,焊道与焊道、焊道与基本金属间过渡较平滑,焊渣和飞溅物基本清除干净。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





