1.实际案例展示

2.牌号分类
用在钢结构工程中的气体保护焊焊丝,主要为CO2气体保护焊用焊丝。
根据《气体保护电弧焊用碳钢、低合金钢焊丝》(GB/T 8110—2008),焊丝按化学成分和采用熔化极气体保护电弧焊时熔敷金属的力学性能分类。
焊丝型号的表示方法为ERXX-X,字母ER表示焊丝,ER后面的两位数字表示熔敷金属的最低抗拉强度,短划“—”后面的字母或数字表示焊丝化学成分分类代号。如还附加其他化学成分时,直接用元素符号表示,并以短划“—”与前面数字分开。
焊丝型号举例如下:

3.技术要求
(1)焊丝化学成分 焊丝化学成分应符合表1-86的规定。
表1-86 焊丝化学成分(质量分数) (单位:%)

(续)
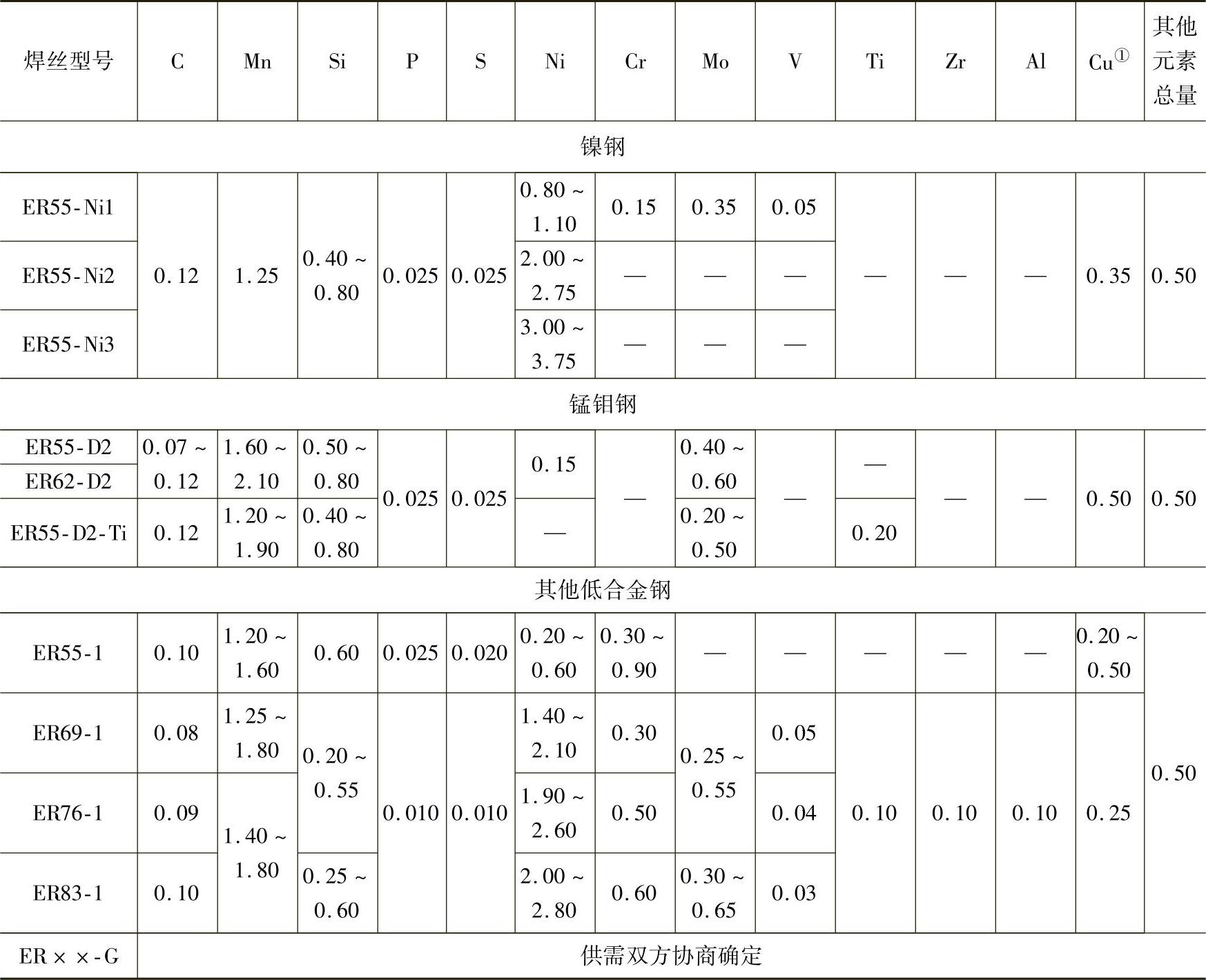
①如果焊丝镀铜,则焊丝中Cu含量和镀钢层中Cu含量之和不应大于0.50%。
②Mn的最大含量可以超过2.00%,但每增加0.05%的Mn,最大含C量应降低0.01%。
③Nb(Cb):0.02%~0.10%;N:0.03%~0.07%;(Mn+Ni)≤1.50%。
注:表中单值均为最大值。
(2)试验项目 不同型号焊丝要求的化学分析、熔敷金属力学性能、射线探伤等试验应符合表1-86的规定。
表1-87 焊丝试验项目

(续)
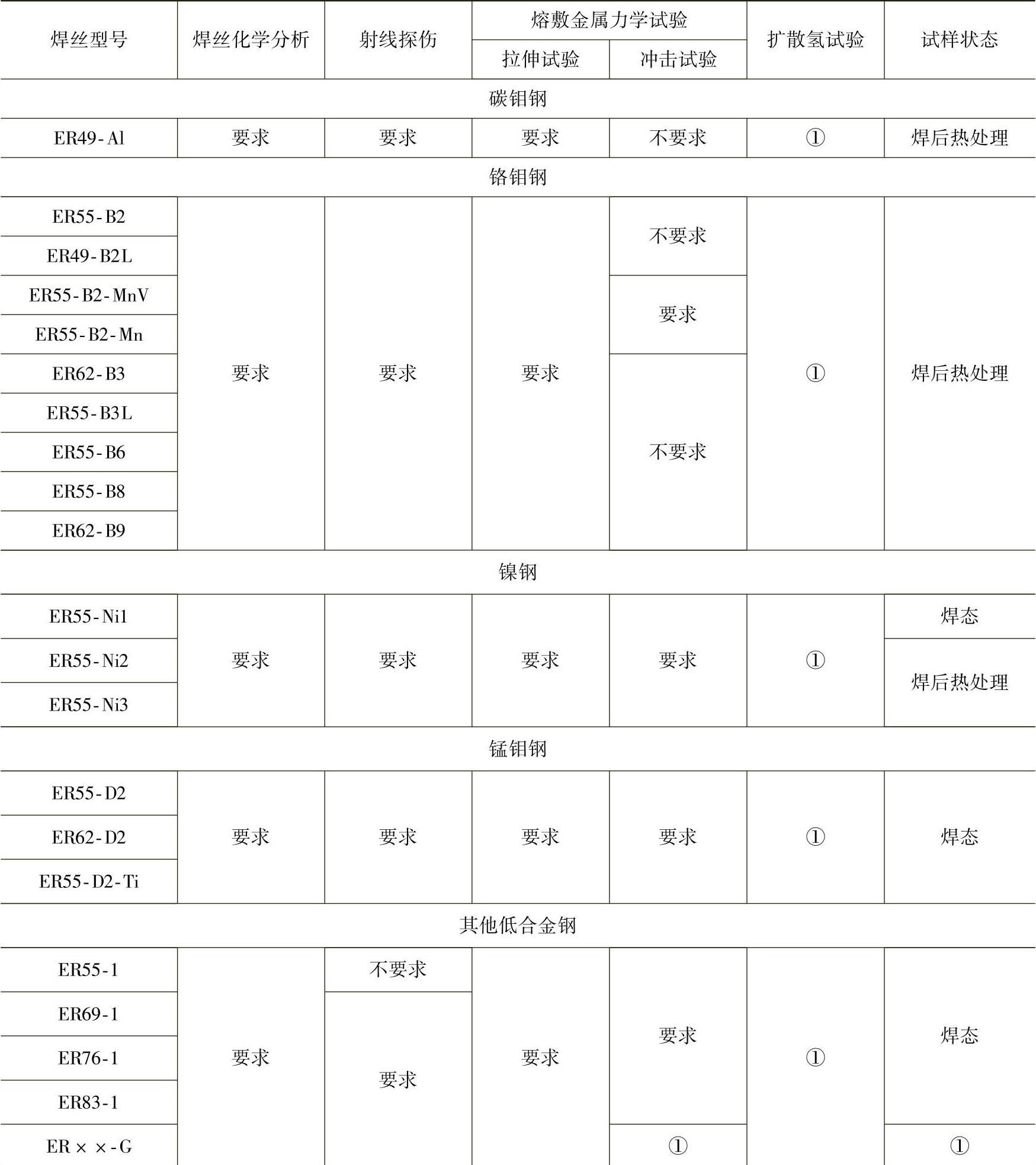
①供需双方协商确定。
(3)熔敷金属力学性能(www.daowen.com)
1)熔敷金属拉伸试验要求应符合表1-88的规定。
2)熔敷金属V形缺口冲击试验要求应符合表1-89的规定。
(4)焊缝射线探伤 应符合《金属熔化焊焊接接头射线照相》(GB/T 3323—2005)附录C中表C.4的Ⅱ级规定。
(5)焊丝尺寸及允许偏差 焊丝尺寸及允许偏差应符合表1-90的规定。直条焊丝长度为500~1000mm,允许偏差为±5mm。
表1-88 熔敷金属拉伸试验要求

①本标准分类时限定的保护气体类型,在实际应用中并不限制采用其他保护气体类型,但力学性能可能会产生变化。
②对于ER50-2、ER50-3、ER50-4、ER50-6、ER50-7型焊丝,当伸长率超过最低值时,每增加1%,抗拉强度和屈服强度可减少10MPa,但抗拉强度最低值不得小于480MPa,屈服强度最低值不得小于400MPa。
表1-89 冲击试验要求

表1-90 焊丝尺寸及允许偏差 (单位:mm)
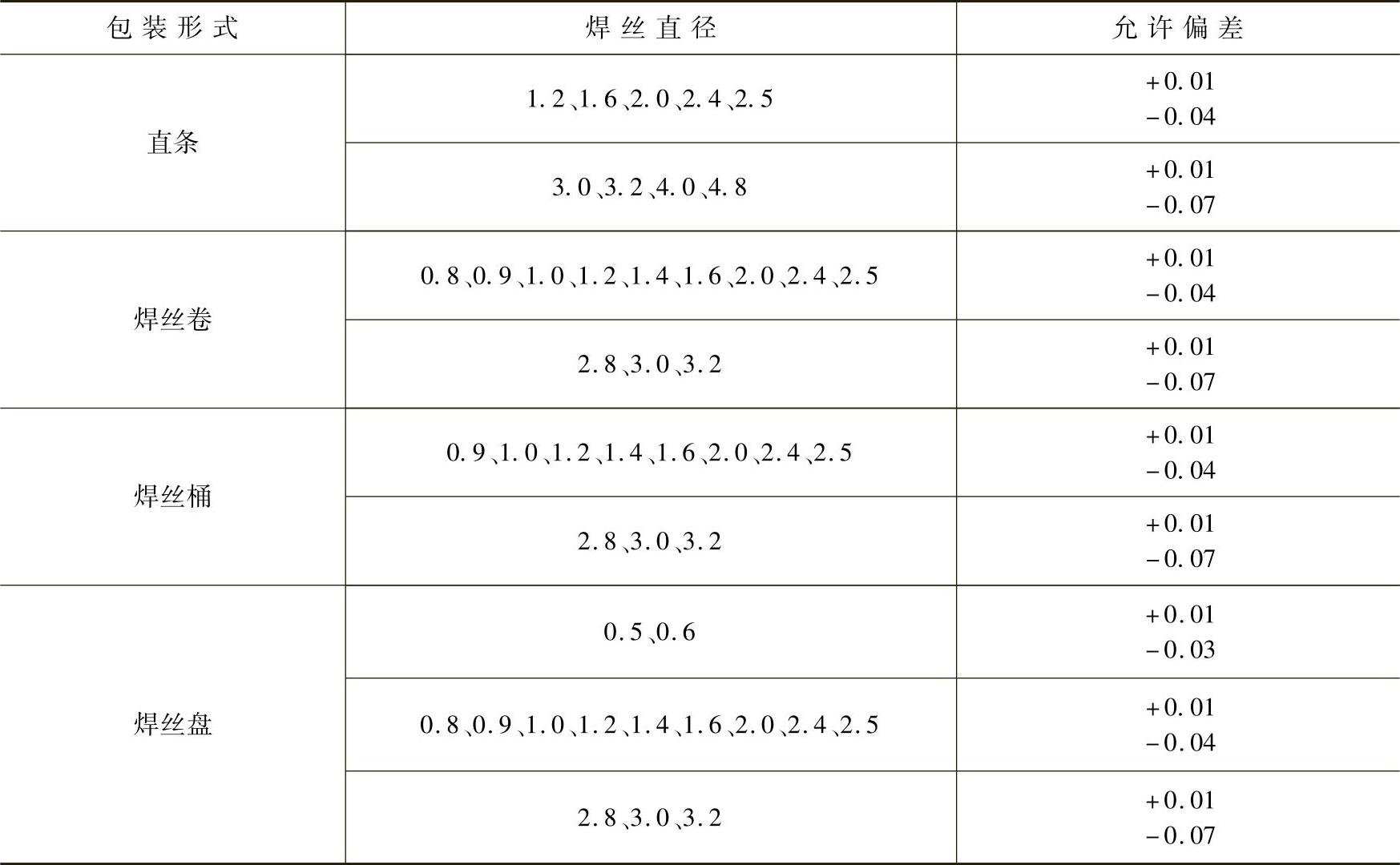
注:根据供需双方协议,可生产其他尺寸及偏差的焊丝。
(6)焊丝表面质量 焊丝表面应光滑,无毛刺、划痕、锈蚀、氧化皮等缺陷,也不应有其他不利于焊接操作或对焊缝金属有不良影响的杂质。镀铜焊丝的镀层应均匀牢固,不应出现起鳞与剥离。焊丝表面也可采用其他不影响焊接和力学性能的处理方法。
(7)焊丝送丝性能 缠绕的焊丝应适于在自动和半自动焊机上连续送丝。焊丝接头处应适当加工,以保证能均匀连续送丝。
(8)焊丝松弛直径和翘距 焊丝松弛直径和翘距应符合表1-91的规定。
表1-91 焊丝松弛直径和翘距 (单位:mm)

注:对于某些大容量包装的焊丝可能经特殊处理以提供直丝输送,其松弛直径和翘距由供需双方协商确定。
(9)熔敷金属扩散氢含量 根据供需双方协商,如在焊丝型号后附加扩散氢代号,则应符合表1-92的规定。
表1-92 熔敷金属扩散氢含量

注:应注明所采用的测定方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






