
1.实际案例展示
2.型号分类
在埋弧焊过程中,焊丝和焊剂直接参与焊接过程中的冶金反应,因而它们的化学成分、物理性能直接影响埋弧焊过程的稳定性及焊接接头性能和质量。
型号分类根据焊丝—焊剂组合的熔敷金属力学性能、热处理状态进行划分。
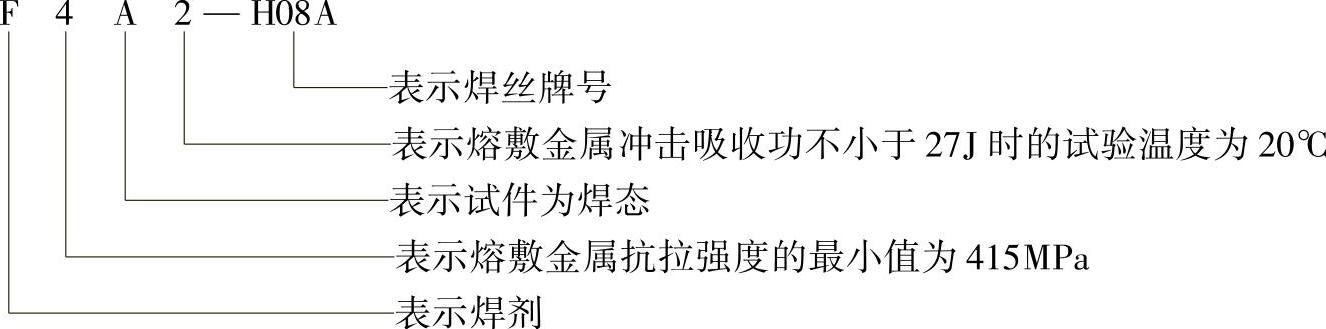
根据《埋弧焊用碳钢焊丝和焊剂》(GB/T 5293—1999),焊丝—焊剂组合的型号编制方法如下:字母“F”表示焊剂;第一位数字表示焊丝—焊剂组合的熔敷金属抗拉强度的最小值;第二位字母表示试件的热处理状态,“A”表示焊态,“P”表示焊后热处理状态;第三位数字表示熔敷金属冲击吸收功不小于27J时的最低试验温度;“—”后面表示焊丝的牌号。
焊丝的牌号:根据《熔化焊用钢丝》(GB/T 14957—1994),焊丝牌号的第一个字母“H”表示焊丝,字母后面的两位数字表示焊丝中平均碳含量,如含有其他化学成分,在数字的后面用元素符号表示;牌号最后的字母表示硫、磷杂质含量的等级,“A”表示优质品,“E”表示高级优质品。
完整的焊丝—焊剂型号示例如下:
3.技术要求
(1)焊丝
1)焊丝的化学成分应符合表1-81的规定。
表1-81 焊丝的化学成分 (单位:%)
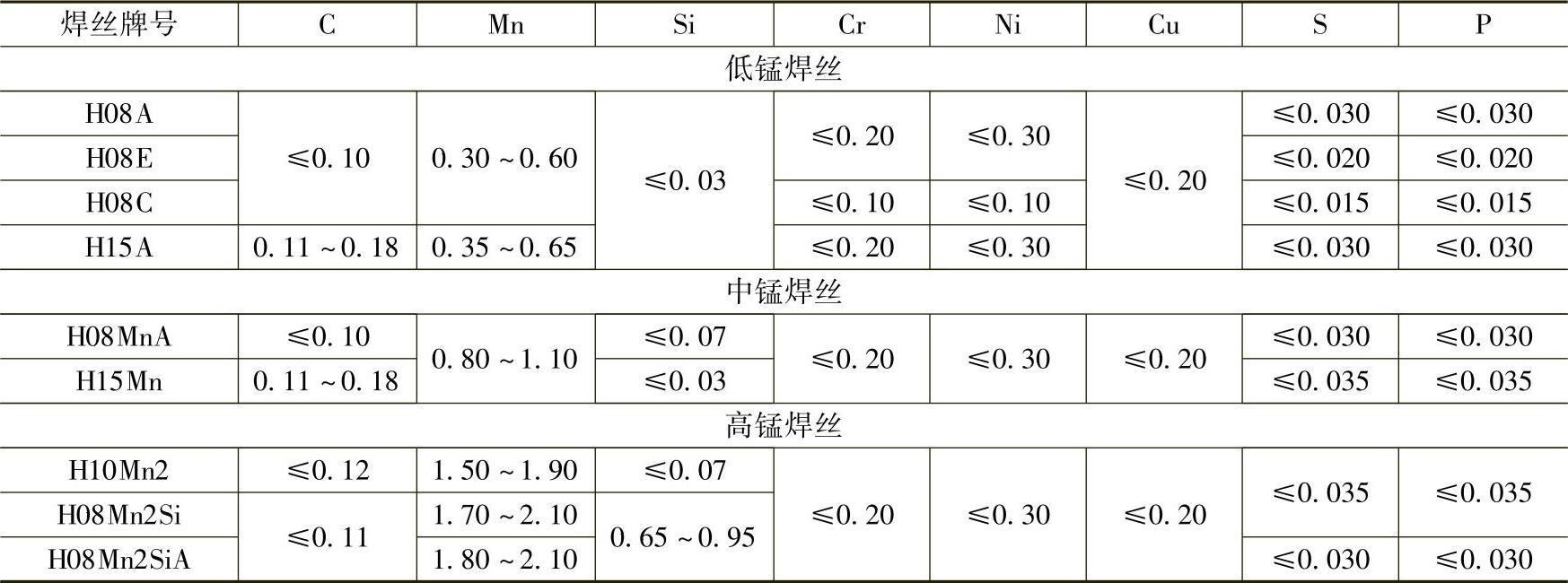
注:1.如存在其他元素,则这些元素的总量不得超过0.5%。
2.当焊丝表面镀铜时,铜含量应不大于0.35%。
3.根据供需双方协议,也可生产其他牌号的焊丝。
4.根据供需双方协议,H08A、H08E、H08C非沸腾钢允许硅含量不大于0.10%。
5.H08A、H08E、H08C焊丝中锰含量按《焊接用钢盘条》(GB/T 3429—2002)要求。
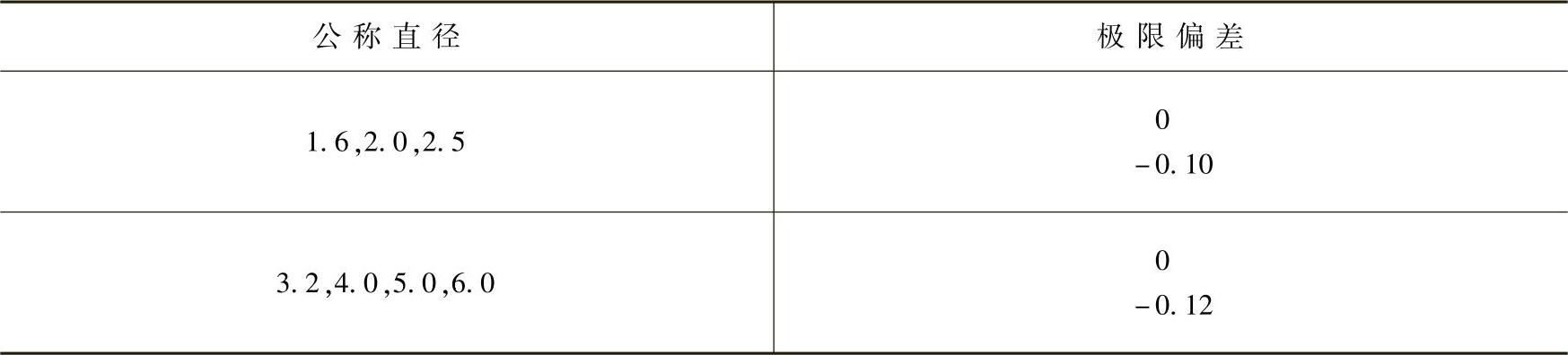
2)焊丝尺寸应符合表1-82的规定。
表1-82 焊丝的尺寸 (单位:mm)
 (www.daowen.com)
(www.daowen.com)
注:根据供需双方协议,也可生产其他尺寸的焊丝。
3)焊丝表面质量。
①焊丝表面应光滑,无毛刺、凹陷、裂纹、折痕、氧化皮等缺陷或其他不利于焊接操作以及对焊缝金属性能有不利影响的外来物质。
②焊丝表面允许有不超出直径允许偏差的一半的划伤及不超出直径偏差的局部缺陷存在。
③根据供需双方协议,焊丝表面可采用镀铜,其镀层表面应光滑,不得有肉眼可见的裂纹、麻点、锈蚀及镀层。
(2)焊剂
1)焊剂为颗粒状,焊剂能自由地通过标准焊接设备的焊剂供给管道、阀门和喷嘴。焊剂的颗粒度要求应符合表1-83的规定,但根据供需双方协议的要求,可以制造其他尺寸的焊剂。
表1-83 焊剂的颗粒度要求

2)焊剂含水量不大于0.10%。
3)焊剂中机械夹杂物(碳粒、铁屑、原材料颗粒、铁合金凝珠及其他杂物)的质量百分含量不大于0.30%。
4)焊剂的硫含量不大于0.060%,磷含量不大于0.080%。根据供需双方协议,也可以制造硫、磷含量更低的焊剂。
5)焊剂焊接时焊道应整齐,成形美观,脱渣容易。焊道与焊道之间、焊道与木材之间过渡平滑,不应产生较严重的咬边现象。
(3)焊丝—焊剂组合焊缝金属射线探伤 应符合《金属熔化焊焊接接头射线照相》(GB/T 3323—2005)中Ⅰ级。
(4)熔敷金属力学性能
1)熔敷金属拉伸试验应符合表1-84的规定。
表1-84 熔敷金属拉伸试验

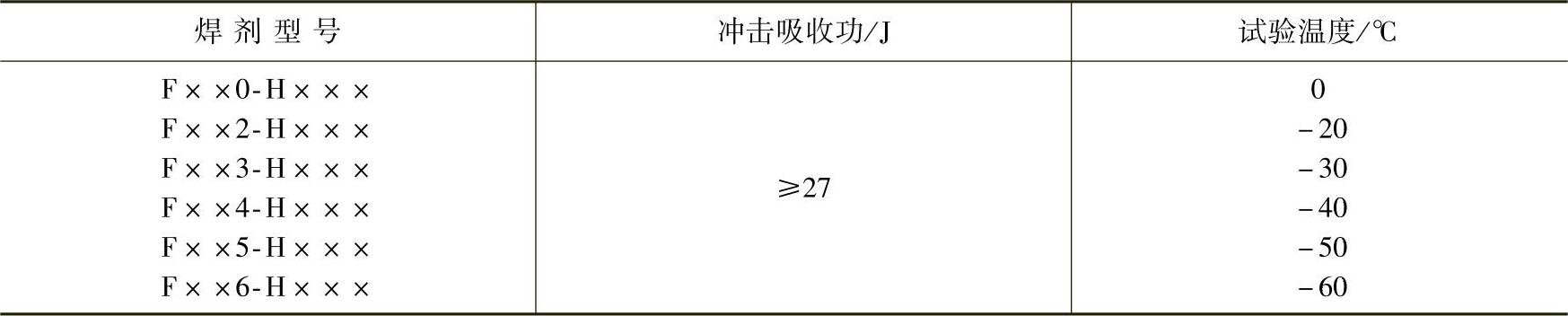
2)熔敷金属冲击试验应符合表1-85的规定。
表1-85 熔敷金属冲击试验
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






