(一)YZ12型压路机转向沉重的修复案例
1.故障现象
一台使用多年的3Y12/15型压路机在发动机低速时转向反应很迟缓,特别是急转弯时更明显,当加大发动机节气门、提高转速时,上述现象有所改善或消失。
2.故障诊断与修复
3Y12/15型压路机转向系主要由油箱、液压泵、液压转向器、转向液压缸和转向臂等组成,如图2-23所示。
经了解,这台压路机已经在不同的工地上使用许多年。又经询问操作手了解到近期来除了日常保养外,转向液压系统没做调整维修。上述故障现象的出现有逐渐加重的特点,近期越来越明显。
现场观察,没发现转向传动机构的机械零部件有变形、松旷或断裂现象,转向器、转向泵、转向缸等也没有漏油现象。打开油箱检查液压油,液位正常,油质良好。试车也没听到泵的吸空噪声及异响。
一般地,在没有经过详细分析并找到可靠依据之前,不应该随意或盲目地对转向液压系统的有关元件进行拆卸和调整。
针对上述情况,应该采用逻辑分析故障诊断法,首先在弄清液压系统的传动原理、结构特点、各元件在系统中的作用、系统中的有关参数及实际液压系统布置情况的基础上,结合故障特点,用推理的方法合乎逻辑地分析、判断,有目的、有方向地缩小可疑范围,排除可能的故障原因,确定故障区域,直至某个元件,最后加以排除。
依据液压传动的工作原理,负载的大小决定了系统的压力,负载的运动速度仅与流量有关而与压力无关。液压转向沉重,是由于压力不足,而转向慢是由于流量不够。根据经验,液压系统出现转向沉重,多数是由于溢流阀调定压力低或转向泵、转向器、转向缸等内漏引起。由于内漏使压力达不到额定值或压力建立迟缓,由于内漏使流量减小,表现为空负载或轻负载时转向轻,重负载时沉重,或慢转时轻、快转时沉。
弄懂原理后,结合3Y12/15型压路机转向液压系统原理对各元件的作用及影响进行分析,判断转向沉重可能是转向缸转向泵或转向器等内漏所致。因此,首先检查液压缸。在转向液压缸的两接头处分别接一压力表,重新试车测试。压力测试在轻重不同负载下、发动机低速与高速时、快打转向盘与慢打转向盘等不同情况下进行,比对不同条件下的压力值。经测试发现,重载时与轻载时比、发动机高速时与低速时比、快打转向盘与慢打转向盘时比,所测的压力均值略高一点。但无论转向液压缸哪一腔的压力值,均比正常值低,由此作出判断,故障的主要原因是由于转向液压缸严重内漏所致。同时,液压泵也工作多年,存在一定磨损,供油能力本来不是很强,加上发动机低速时流量小以及液压缸的内漏,最终引起的转向迟缓的故障。
找到原因后,拆卸转向液压缸,发现内部密封组件磨损严重,性能下降。更换内部密封组件后重新试车,故障消失。由此可见,排除故障要正确判断故障现象,运用科学的方法,理论知识与实践经验相结合。
(二)3Y18/21T型压路机转向立轴断裂的修复案例(https://www.daowen.com)
1.故障现象
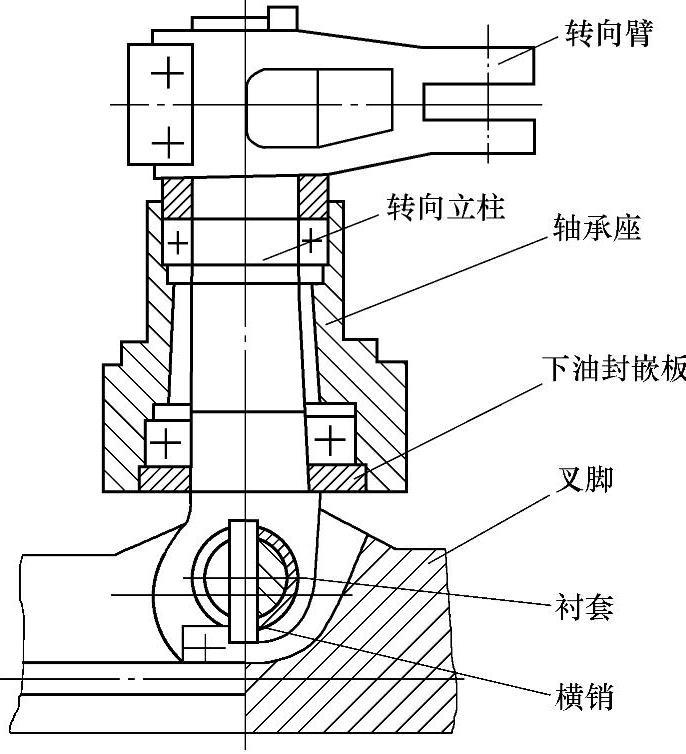
图5-3 无框架式转向立轴结构
注:此图来自于参考文献[3]。
无框架式转向立轴如图5-3所示。转向立轴有以下几种情况下会承受很大的横向剪切力和折断弯矩。一是压路机在过坡坎或在路面已压实层和尚未压实层的交界处行走时;二是压路机在驶上平板拖车的过程中,因压路机制动失灵而与平板拖车的前档板相碰撞,或从平板拖车上驶至地面时;三是压路机已陷在坑内,采用其他机械拖出陷坑时;四是使用操作人员不按要求熟练地掌握操作要领,压路机在过坡坎时速度过高,并且与主离合器和制动器的操作配合不好,或者故意用高速、大油门企图猛冲沟坎等。这些情况下,过大的冲击载荷易导致转向立轴出现断裂。3Y18/21T型压路机在使用中便出现转向立轴断裂的故障,更换后使用数月又断裂的现象,不仅加大了维修费用,还影响了施工进度。
2.修复方案
该静压光轮压路机由洛阳建筑机械厂生产,其转向压轮采用的是无框架式结构,其上的转向立轴是靠两套(7517K、7512E)轴承支承在机头的轴承座上的,并由防松螺母等零件固定,转向臂与转向液压缸相联接。
考虑到连续出现断裂的情况,维修人员决定在修复时采用自制加工立轴加以改进的方案。首先是改选更好的材料加工转向立轴,以提高转向立轴的力学性能,增大抗弯能力。其次是改进结构尺寸。因无框架式转向压轮结构的转向立轴所承受的力矩较大,特别是转向立轴上的R7.5处(图5-4)。为此,加大转向立轴的轴径,将转向立轴在安装下油封嵌板处的轴径由ϕ110.5mm加大至ϕ130mm,立轴此段的长度与下油封嵌板的厚度一致即可,过渡圆角尺仍为7.5mm。经此改进后,转向立轴在使用中再没有出现从R7.5处的现象。
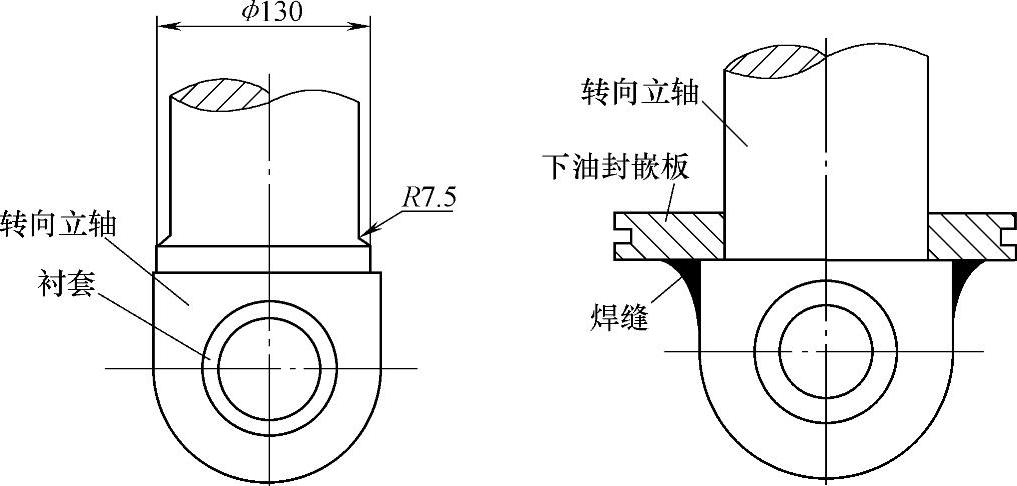
图5-4 转向立轴的修复改进方案
注:此图来自于参考文献[3]。
如果有些用户仅采用更换断裂的转向立轴的修复方案的话,那么应该同时更换转向立轴衬套和横销,并添加足够润滑脂。若横销与衬套磨损量不大时,可将横销或衬套拆下旋转900°后装回,仍可继续使用一段时间;若磨损量较大时,则必须修理或更换横销和衬套。此外,对已经使用的压路机,可将下油封嵌板与转向立轴焊在一起,这样可使横销传递至转向立轴R7.5处的力矩减小,这样就增加了转向立轴抵抗断裂的强度和能力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






