1)如图10-8所示,把1缸定位在ATDC20°上。
2)把定位销插入进、排气凸轮轴突缘,阻止凸轮轴转动。
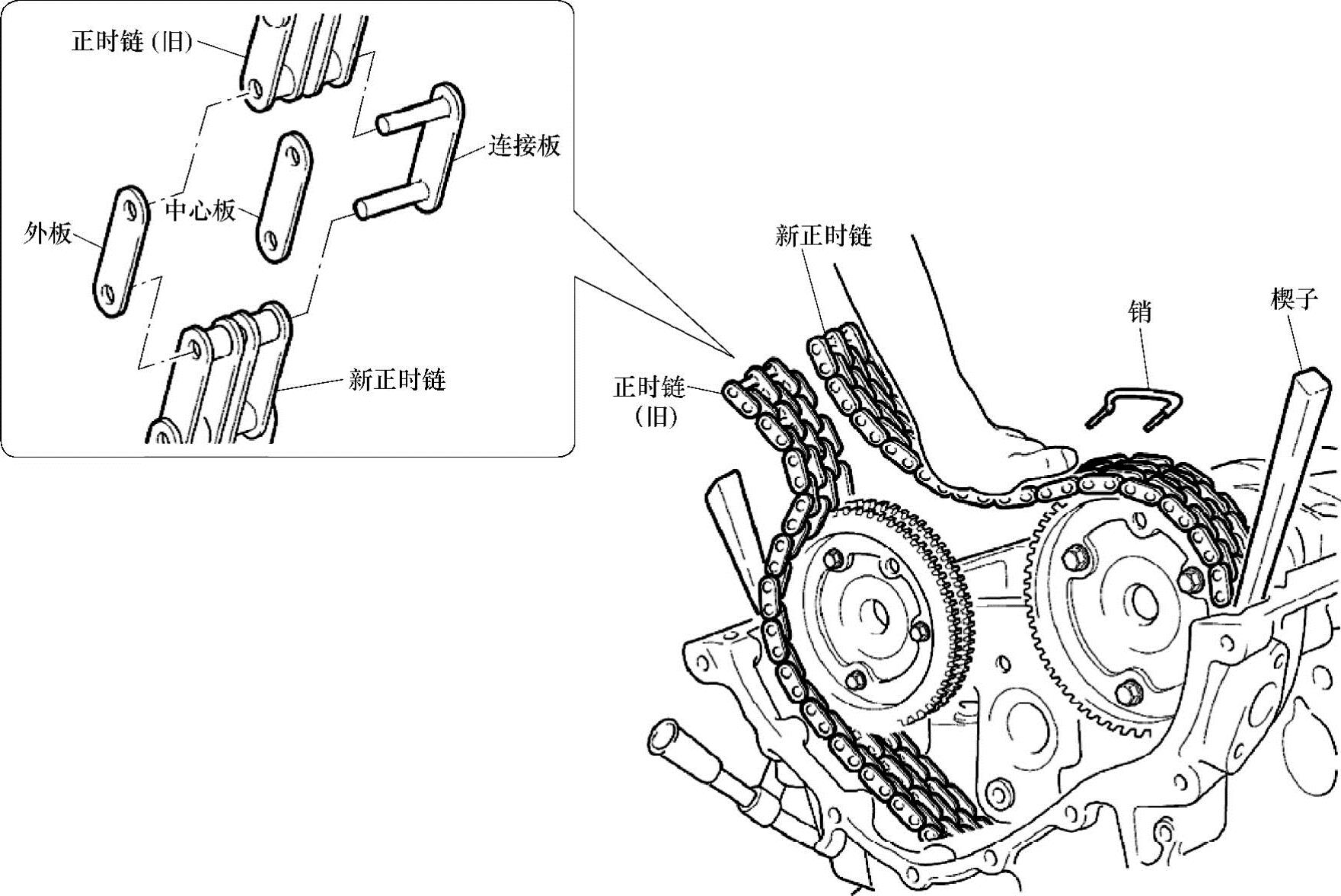
图10-7 正时链单元分解
3)拆卸正时链张紧轮。
4)如图10-9所示,在进、排气凸轮轴链轮两侧嵌入楔子。
5)用干净的软布盖住链壳,用研磨机磨削掉进气凸轮轴链轮处的正时链销,如图10-10所示。
6)用旋具拆卸外板7,并拆卸连接板(5),如图10-11所示。
7)用连接板5、中心板(6,厚度为1.6mm)和外板7把新正时链节(2)连接到旧正时链3上,如图10-12所示。
8)向远离排气凸轮轴链轮的方向按压新正时链节,以免在新正时链节处于缠结的状态下朝发动机运转方向旋转曲轴。
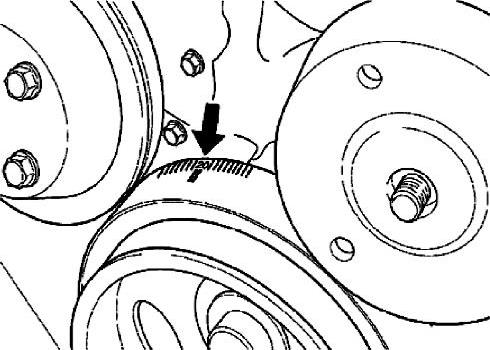
图10-8 定位1缸在ATDC20°位置
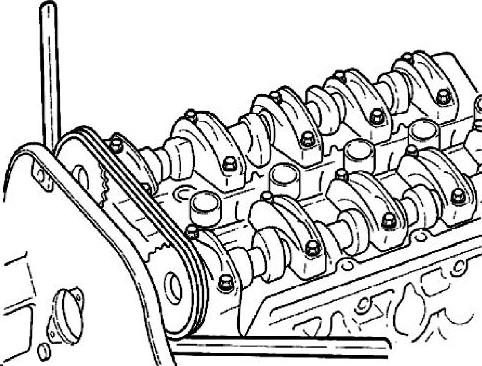
图10-9 凸轮轴链轮之间嵌入楔子
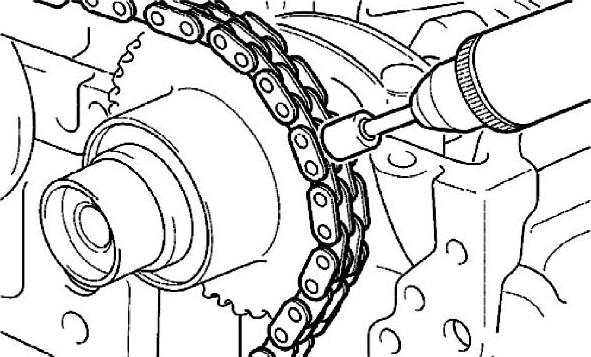
图10-10 研磨正时链销
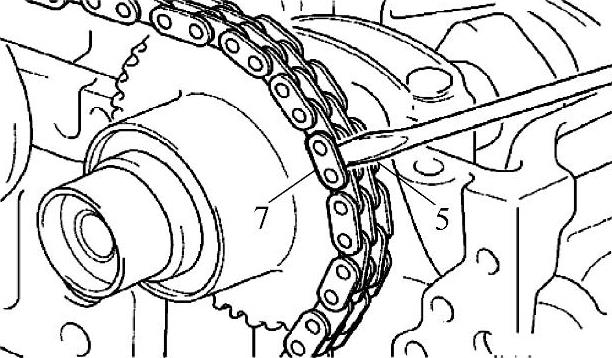
图10-11 用旋具拆卸连接板
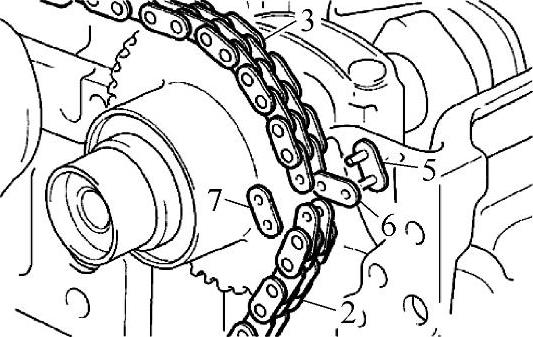
图10-12 安装新正时链节
注意:
●运转发动机前一定要拆下楔子。
9)从链壳里取出用过的旧正时链。
10)用连接板和中心板连接新正时链的两个隔板。(www.daowen.com)
11)按图10-13所示,把爪和推力片安装到组装工具上。
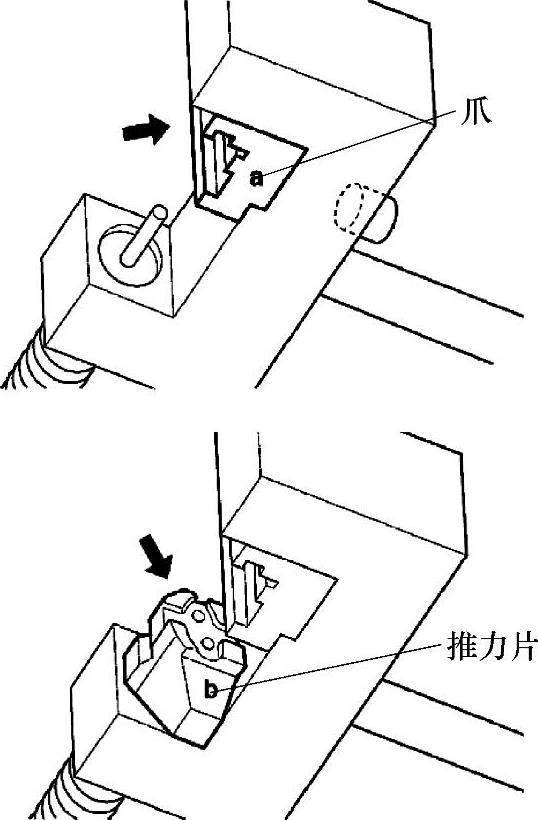
图10-13 安装组装工具
12)把外板(厚度为1.2mm)放到推力片内侧,如图10-14所示。
13)把链总成安装到连接板上,并拧紧轴销直到感觉受阻为止。
14)放置链总成。
15)按图10-15所示,更换推力片。
16)把链总成000589584300安装到连接板销上,并拧紧轴销,见图10-16。
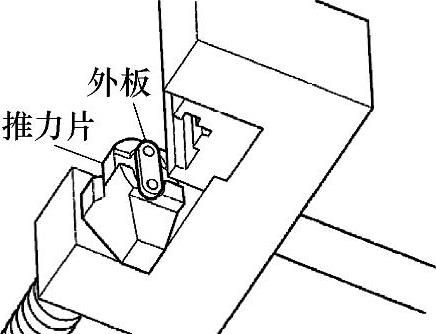
图10-14 外板放入推力片内侧
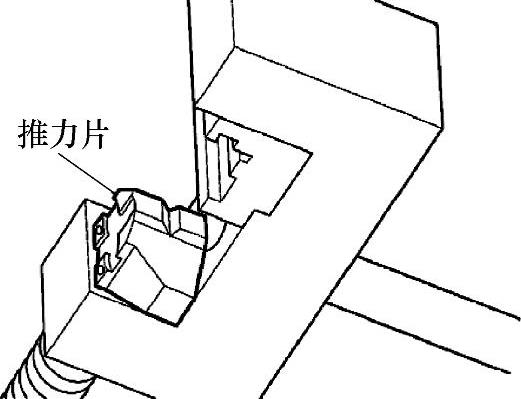
图10-15 更换推力片
拧紧力矩:
30N·m(22lbf·ft)
17)铆接连板销 检查连接状态,如有必要时重新铆接。
18)安装正时链张紧轮
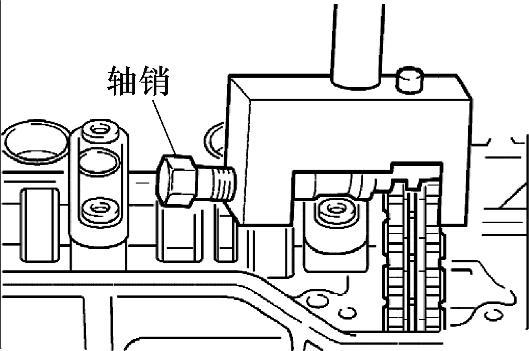
图10-16 安装链总成
拧紧力矩:
螺塞:40N·m(30lbf·ft)
张紧轮总成:72~88N·m(53~65lbf·ft)
19)检查凸轮轴正时位置,如图10-17所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





