
(1)凸轮轴链轮螺栓的安装 拧紧凸轮轴链轮螺栓至(88±10)N·m,同时用扳手固定凸轮轴的六角部分,防止凸轮轴转动,如图4-91所示。
(2)可变气门正时(V.V.T.)链轮/可变气门正时(V.V.T.)链轮螺栓的安装 如图4-92所示。
1)将下面的部分按最低标准适当地涂上些机油。
①凸轮轴顶部所有方向
②可变气门正时(V.V.T.)插入处的内外表面。
③可变气门正时(V.V.T.)链轮螺栓的螺纹和顶座
④可变气门正时(V.V.T.)链轮螺栓座
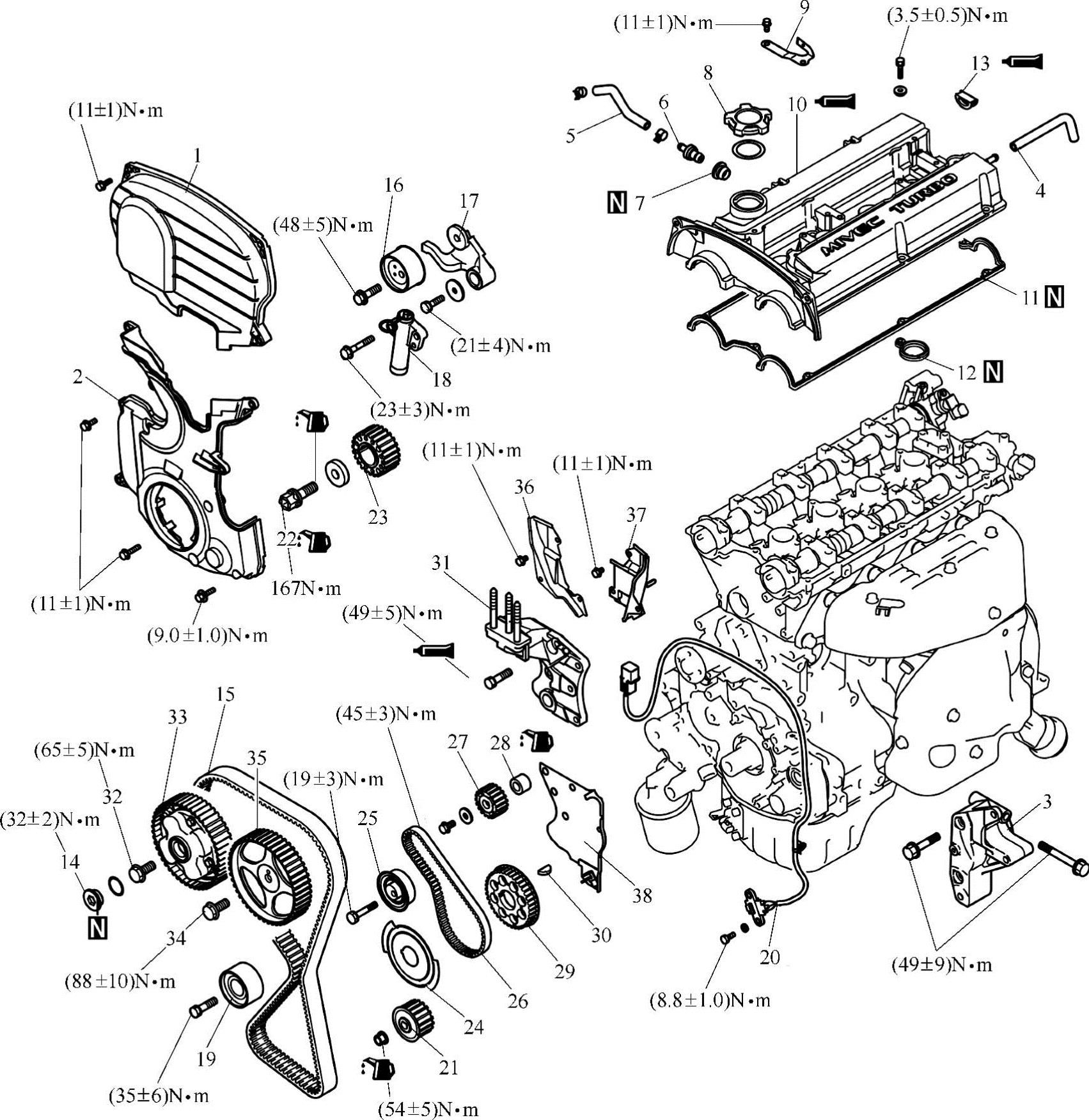
拆卸步骤 1—正时带前上盖 2—正时带前下盖 3—动力转向泵支架 4—通气软管 5—PCV软管 6—PCV阀 7—PCV阀垫圈 8—加油口盖 9—接头支架 10—气门室盖 11—气门室盖垫片A 12—气门室盖垫片B 13—半圆形密封垫 14—塞盖 15—正时带 16—张紧轮 17—张紧臂 18—自动张紧器 19—张紧轮 20—曲轴转角传感器 21—机油泵链轮 22—曲轴螺栓 23—曲轴链轮 24—曲轴转角传感器信号盘 25—张紧器B 26—正时带B 27—平衡轴链轮 28—垫圈 29—曲轴链轮B 30—曲轴键 31—发动机支架 32—可变气门正时(V.V.T.)链轮螺栓 33—可变气门正时(V.V.T.)链轮 34—凸轮轴链轮螺栓 35—凸轮轴链轮 36—正时带后盖,右边 37—正时带后上盖,左边 38—正时带后下盖,左边
2)安装可变气门正时(V.V.T.)链轮。
3)牢固地深深插入可变气门正时(V.V.T.)链轮,然后用扳手锁住凸轮轴的六角部分,确认可变气门正时(V.V.T.)链轮无法转动。
4)用扳手锁住凸轮轴的六角部分,拧紧可变气门正时(V.V.T.)链轮螺栓至(65±5)N·m的规定力矩。
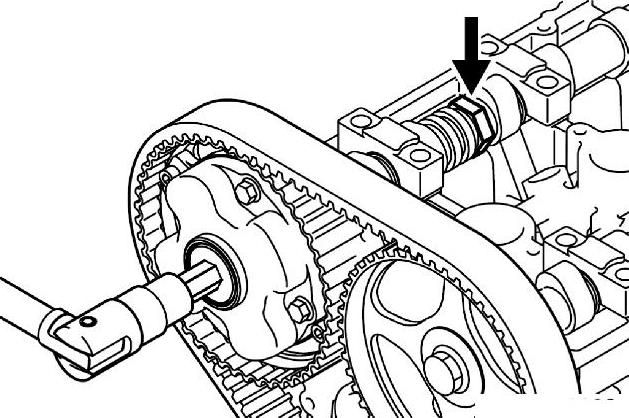
图4-87 拆卸凸轮轴塞盖
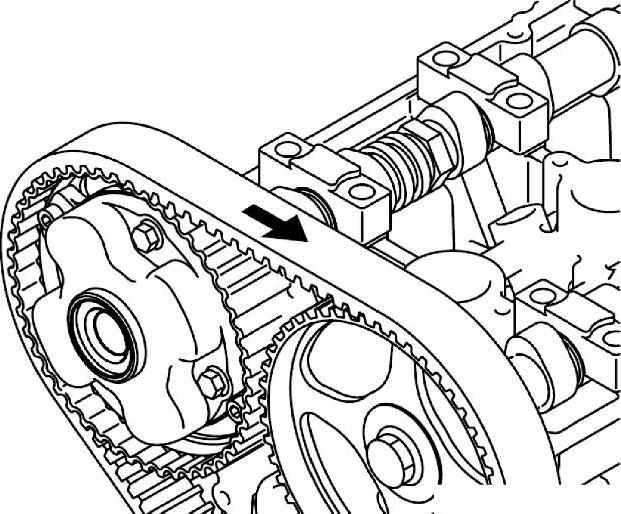
图4-88 拆卸正时带
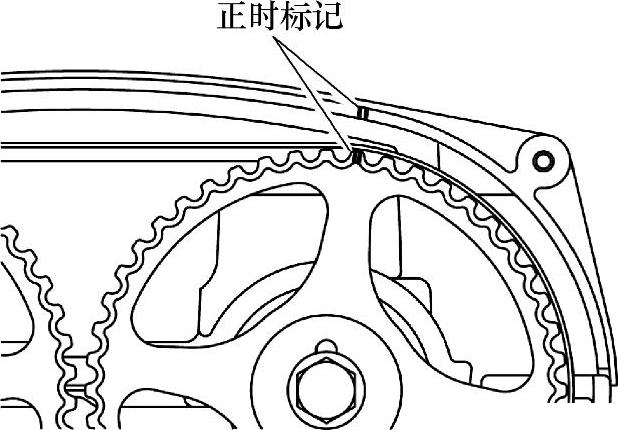
图4-89 正时带的正时标记
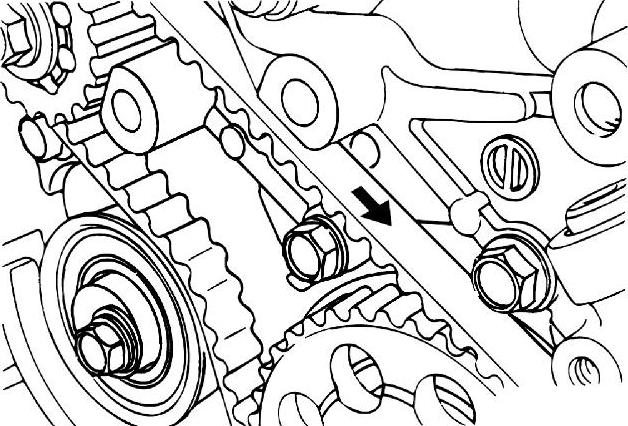
图4-90 拆卸正时带B
5)用扳手锁住凸轮轴的六角部分,确认可变气门正时(V.V.T.)链轮不转动。
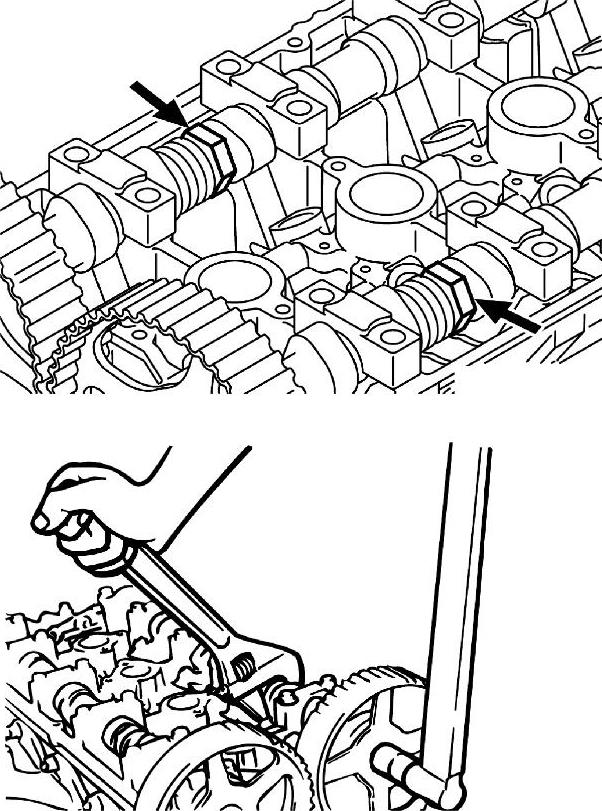
图4-91 安装凸轮轴链轮螺栓
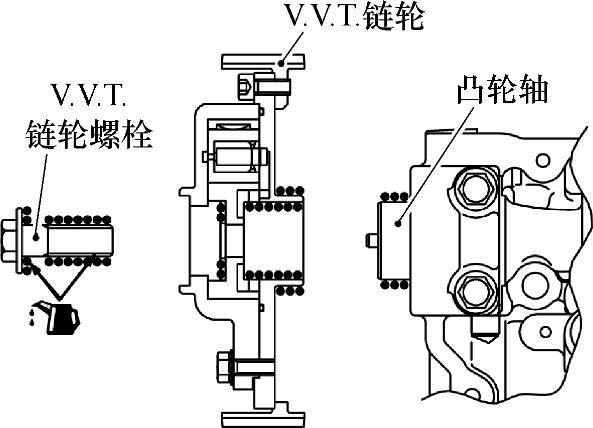
图4-92 安装(V.V.T.)链轮螺栓
注意:这表明可变气门正时(V.V.T.)链轮与里面的销成最大延迟角。
(3)发动机支架的安装
1)彻底地清除残留在所指示的螺栓上面和螺栓孔内的旧密封剂。
2)在螺栓上涂上密封剂,然后安装并拧紧。
●规定密封剂:
三菱正厂零件编号MD970389或等效品。
(4)曲轴链轮“B”的安装 清洁并除去曲轴链轮“B”和曲轴链轮装配表面的油脂。
(5)垫圈的安装
1)在垫圈与油封接触的外表面涂上少许机油。
2)将带倒角的一端朝向油封,安装垫圈。
(6)平衡轴链轮的安装
1)如图4-91所示,使用专用工具链轮止动器以防止平衡轴链轮转动。
2)拧紧链轮固定螺栓至(45±3)N·m的规定力矩。
(7)正时带B的安装。
1)将曲轴链轮B和平衡轴链轮上的正时标记与机油泵上相应的正时标记对齐,如图4-93所示。
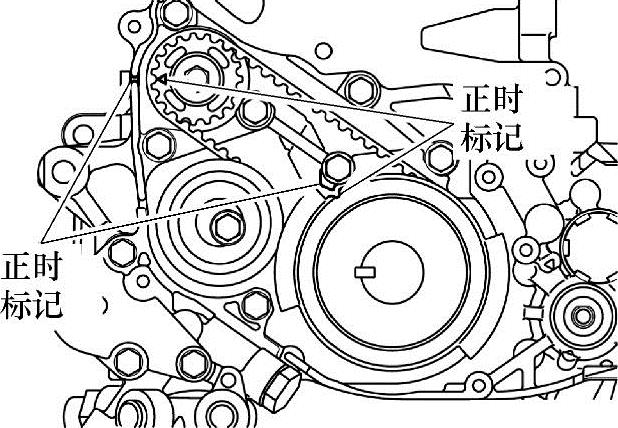
图4-93 对准正时标记
2)安装曲轴链轮B上的正时带B和平衡轴链轮。正时带的张力侧应张紧,如图4-94所示。
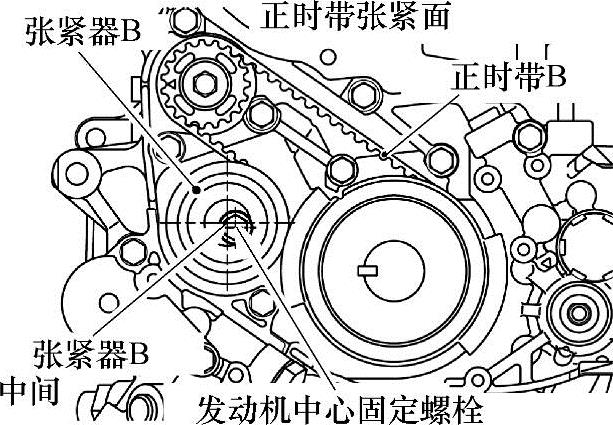
图4-94 安装正时带B
3)确保张紧器B的中心位于如图4-94所示的固定螺栓的中心。
4)用手指抬起张紧器B,按箭头的方向移动它,直至正时带的张力侧张紧。保持张紧器B在此位置,拧紧螺栓,如图4-94所示。
5)确保机油泵壳体上的正时标记和链轮上的正时标记都相互对齐。
6)用食指轻轻地推正时带B张力侧的中点,看其是否偏斜5~7mm,如图4-95所示。
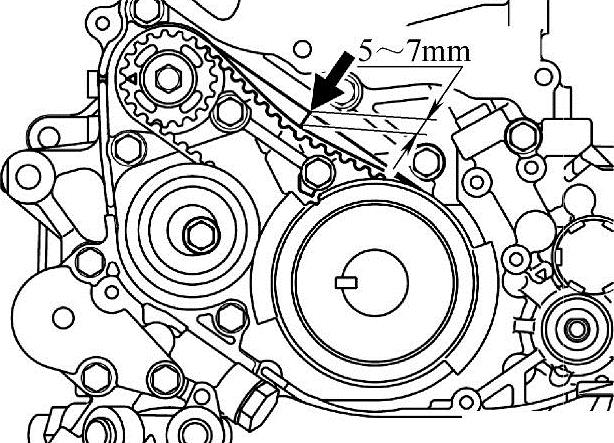
图4-95 测试正时带B挠度
(8)曲轴螺栓/曲轴链轮/曲轴传感片的安装
1)清洁然后除去曲轴链轮、曲轴链轮的装配表面和曲轴传感片上的油脂。将曲轴链轮和曲轴传感片安装到曲轴上。
2)清洁曲轴里的螺栓孔,然后清洁垫圈。
3)将曲轴螺栓螺纹和支承面涂上必需的少量机油。
4)用专用工具飞轮止动器锁住传动板。
5)拧紧曲轴螺栓至167N·m的力矩。
(9)机油泵链轮的安装
1)按拆卸程序中相同的方法防止平衡轴转动。
2)安装机油泵链轮。
3)将螺母的支承面薄薄地涂上一层机油。
4)拧紧法兰螺母到至(54±5)N·m的力矩。
(10)自动张紧器的安装
1)如果自动张紧杆处于完全伸出位置,则如下所述将其重新调整到缩回位置:(www.daowen.com)
①与台虎钳牙成直角,将自动张紧器夹到台虎钳里。
②用台虎钳渐渐将杆推入,直至杆里的调整孔与气缸里的调整孔对齐。
③将一根钢丝(直径1.4mm)插入调整孔。
④从台虎钳上拆下自动张紧器。
2)将自动张紧器安装到位。保持钢丝的安装状态,直至自动张紧器完全安装到位。
(11)张紧轮的安装 如图4-96所示安装张紧轮,使其孔排成直线。
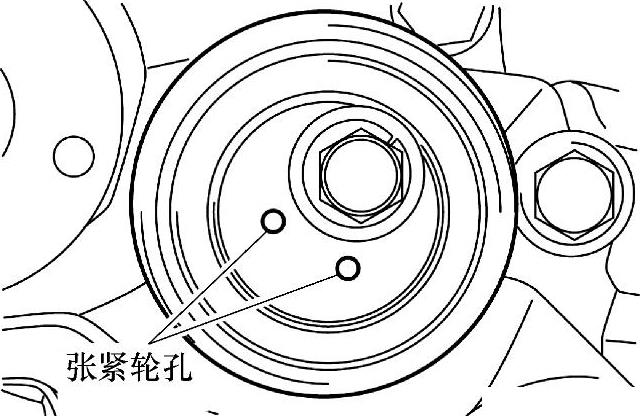
图4-96 安装张紧轮
(12)正时带的安装
1)如图4-97所示,将排气凸轮轴链轮的正时标记逆时针转动到距离气门室盖的正时标记一个链轮齿的位置。
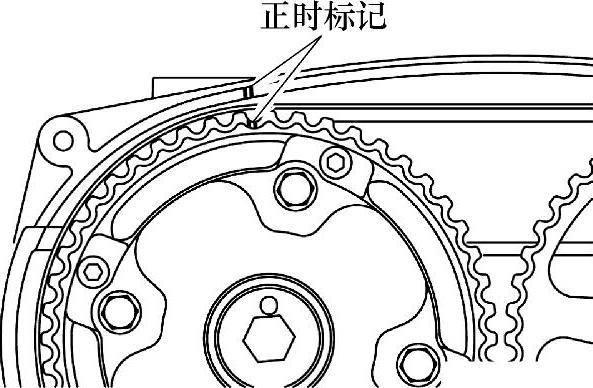
图4-97 对齐排气凸轮轴链轮正时标记
注意:如果正时标记对齐了,排气凸轮轴会由于气门弹簧的力而转动一个链轮齿并停住。
2)校直进气凸轮轴链轮上的正时标记与气门室盖上的正时标记,如图4-97所示。
3)与操作排气凸轮轴链轮一样,逆时针将凸轮轴链轮的正时标记转动到距离配对的正时标记一个链轮齿的位置,如图4-98所示。
4)校准机油泵链轮的正时标记与气缸体的正时标记,如图4-99所示。
①从气缸体上拆下塞盖。
②将柄的直径为8mm的十字旋具插入塞盖孔。如果能插入60mm或以上,则链轮的相位正确。如果插入至20~25mm,旋具被平衡轴堵塞,则转动机油泵链轮一圈并重新校准正时标记。然后检查旋具是否能插入60mm或以上。保持旋具插在里面,直至正时带完成安装。
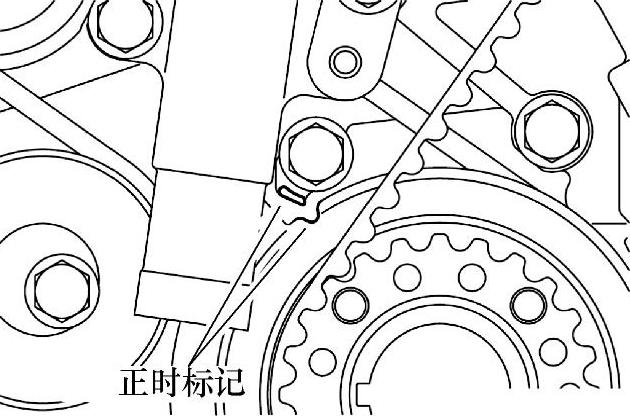
图4-98 校准正时标记
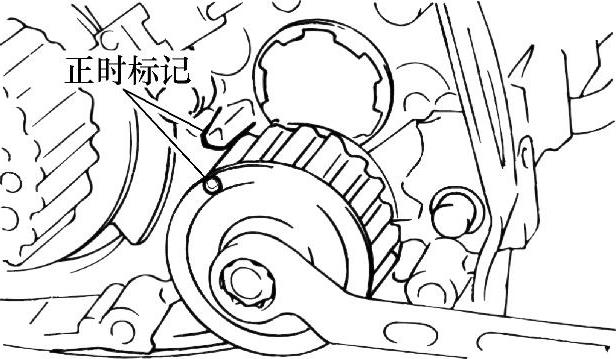
图4-99 校准机油泵链轮正时标记
③逆时针转动机油泵链轮一个齿。
5)将正时带装到排气凸轮轴链轮上,如图1-100所示。并在图4-101中指示的点用纸夹夹住以固定。
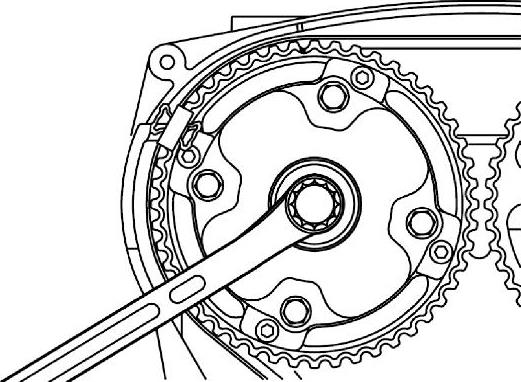
图4-100 安装正时带到排气凸轮轴链轮
6)逆时针旋转进气凸轮轴链轮,使其正时标记转动到在逆时针方向上距离配对的正时标记一个链轮齿的位置。然后将正时带装到链轮上,并用纸夹夹住正时带,如图4-102所示。
7)顺时针转动排气凸轮轴链轮以校准正时标记,确保进气凸轮轴链轮的正时标记也校准,如图4-103所示。
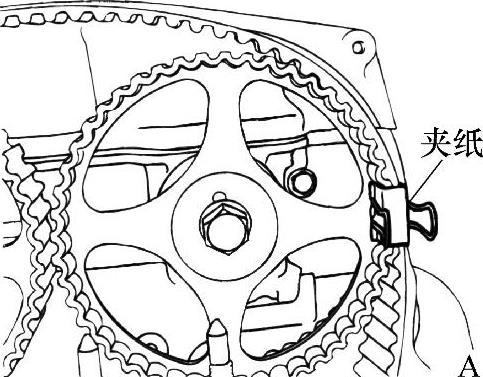
图4-101 固定正时带
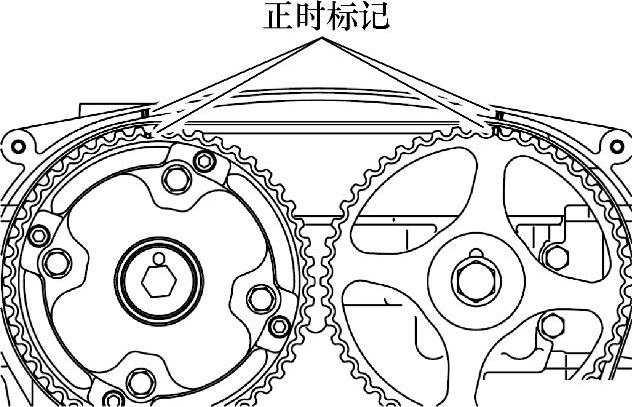
图4-102 逆时针转动进气凸轮轴
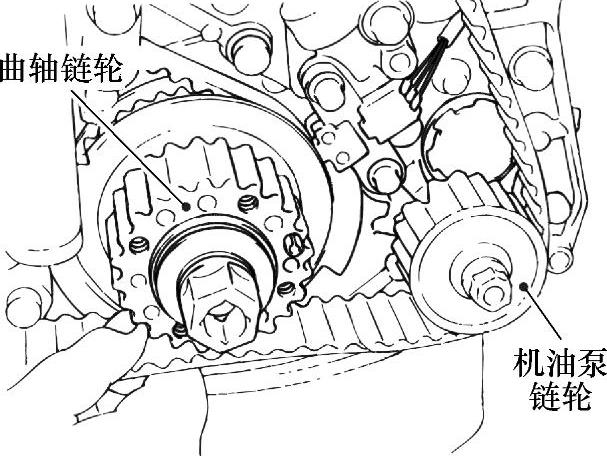
图4-103 顺时针转动排气凸轮轴
8)按顺序将正时带安装到张紧轮、机油泵链轮和曲轴链轮上,如图4-104所示。
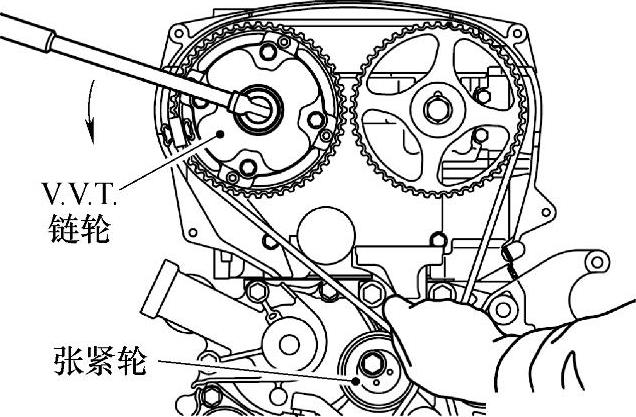
图4-104 安装正时带
9)安装正时带到张紧轮上,如图4-104所示。
图4-105 张紧正时带
注意:逆时针轻微转动进气凸轮轴链轮会使张紧带更容易安装到张紧轮上。
10)顺时针轻微转动曲轴链轮以消除张紧轮部分正时带的松弛,如图4-105所示。
11)检查曲轴、机油泵和排气凸轮轴链轮上的每个正时标记是否在逆时针方向距离与其配对的正时标记一个链轮齿。
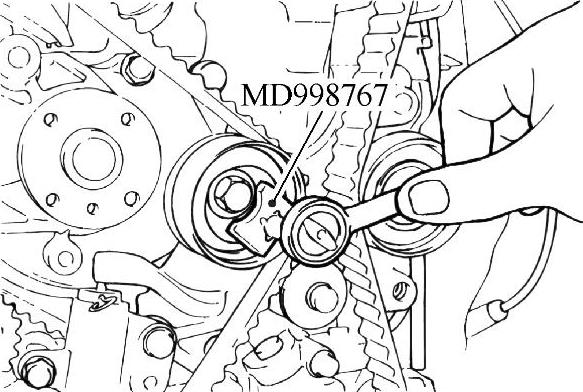
图4-106 用专用工具逆时针转动张紧轮
12)用专用工具张紧轮套筒扳手(MD998767)逆时针转动张紧轮给正时带施加张力,并暂时拧紧张紧器锁紧螺栓以锁止张紧器,如图4-106所示。
13)顺时针转动曲轴,校准正时标记与1号气缸的上止点标记。
14)安装专用工具定位螺钉(MD998738),并将工具拧入直至钢丝(安装时已插入到自动张紧器中)能自由移动,如图4-107所示。
15)松开张紧轮锁紧螺栓。
16)逆时针转动装到专用工具张紧轮套筒扳手(MD998767)上的扭力扳手,直至张紧正时带。
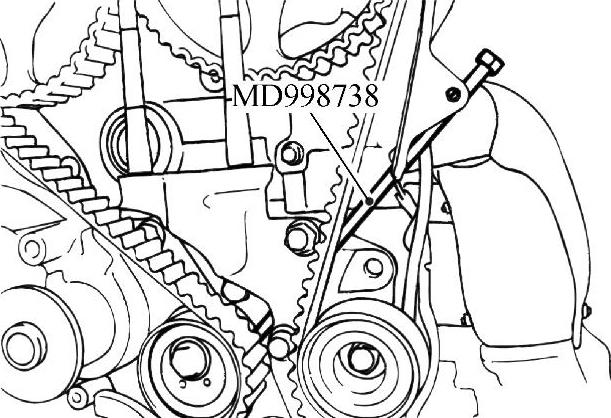
图4-107 安装张紧器专用工具
17)从步骤16的位置顺时针转动扭力扳手,直至扭力扳手的读数变成3.5N·m,然后拧紧张紧轮锁紧螺栓。
18)拆下步骤14),中安装的专用工具——定位螺钉(MD998738)。
19)顺时针转动曲轴两圈,然后放置大约15min。
20)检查钢丝(安装时已插入到自动张紧器中)是否能自由移动。如果钢丝能自由拔出,则传动带张紧器调整正确。拆下钢丝。同时,检查自动张紧杆是否能拉伸到规定量。
标准值:3.8~4.5mm
注意:曲轴被逆时针转动后,一定要检查曲轴螺栓的拧紧力矩。如果力矩小于规定力矩,则将螺栓拧紧至规定力矩。
21)如果钢丝不能自由拔出,则再次执行步骤14)至18),使张紧带张力正确。
(13)塞盖的安装
注意:不要重复使用垫片。
1)将垫片安装到塞盖上。
2)用扳手锁住凸轮轴的六角部分,拧紧塞盖至(32±2)N·m的规定力矩。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




