1.正时链单元分解
正时链单元分解见图2-31。
2.正时链单元的拆解方法
1)转动曲轴带轮,使其上止点(TDC)标记(A)与指针(B)对齐,见图2-32。
2)拆除前胎/车轮。
3)拆除挡泥板。
4)拆除传动带。
5)卸下缸盖罩。
6)确认可变气门正时控制(VTC)执行器和排气凸轮轴链轮上的1号活塞TDC标记对齐,见图2-33。
7)卸下曲轴带轮。
8)断开曲轴位置(CKP)传感器插头(A)与VTC机油控制电磁阀插头。
9)拆下VTC机油控制电磁阀。
11)拆除地线,然后拆除上支架。
12)拆除侧发动机安装座托架。
13)拆除正时链壳体。
14)松松地安装曲轴带轮。
15)逆时针转动曲轴,以压缩自动张紧装置。
16)将锁(A)和自动张紧装置(B)上的孔对准,然后,在孔内插入一条直径1.2mm(0.05in)的销子或锁销(C)。顺时针转动曲轴,紧固销子或锁销,如图2-34所示。
17)拆除自动张紧装置。
18)卸下正时链导板。
19)拆下正时链导板和张紧装置。
20)拆除正时链。
3.正时链单元的安装步骤
1)将曲轴置于上止点(TDC)。将曲轴链轮上的TDC标记(A)与气缸体上的指针(B)对准,见图2-35。
2)将凸轮轴置于TDC,可变气门正时控制(VTC)执行器上的冲孔标记(A)、排气凸轮轴链轮上的冲孔标记(B)应位于顶端。将VTC执行器和排气凸轮轴链轮上的TDC标记(C)对齐,见图2-36。
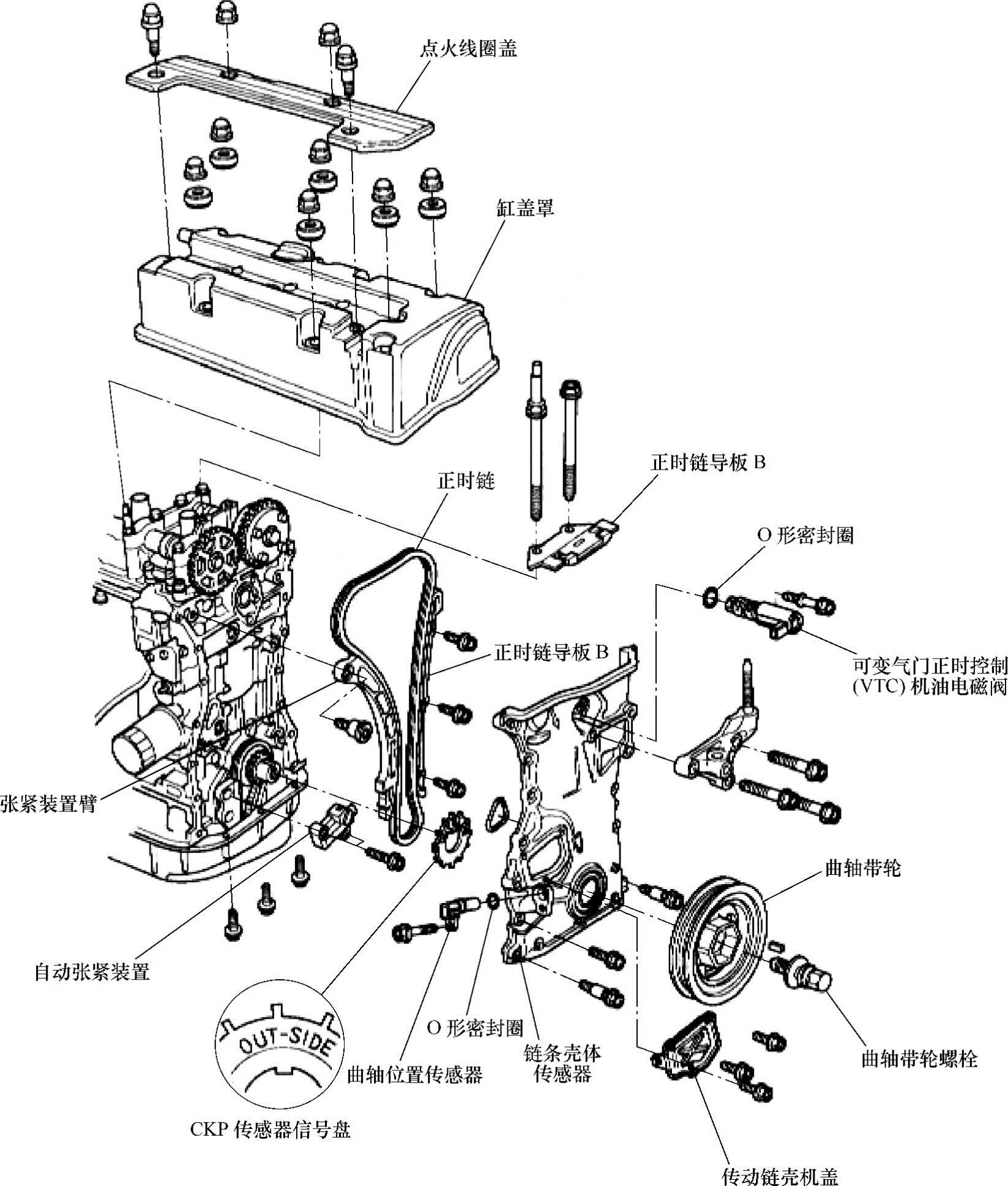
图2-31 K24A4发动机正时链单元分解
3)将正时链安装在曲轴链轮上,色片(A)要对准曲轴链轮上的标记(B),见图2-37。
4)将冲孔标记(A)与两块色片(B)的中心对准,将正时链安装到VTC执行器和排气凸轮轴链轮上,见图2-38。
5)安装正时链导板A(A)和张紧装置臂(B),见图2-39。
6)安装自动张紧装置。
7)安装正时链导板B,见图2-40。
8)将销子或锁销从自动张紧装置上拆除。
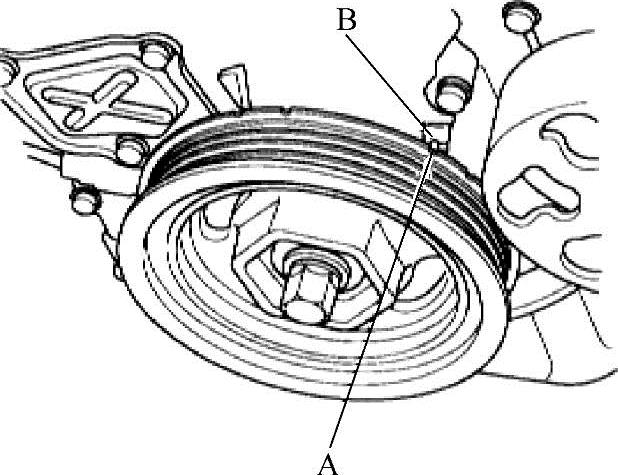
图2-32 曲轴TDC标志与指针对齐
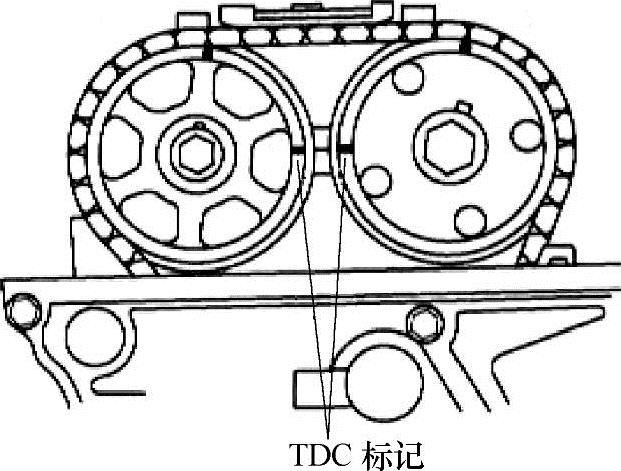
图2-33 VTC执行器与1号活塞TDC标记对齐
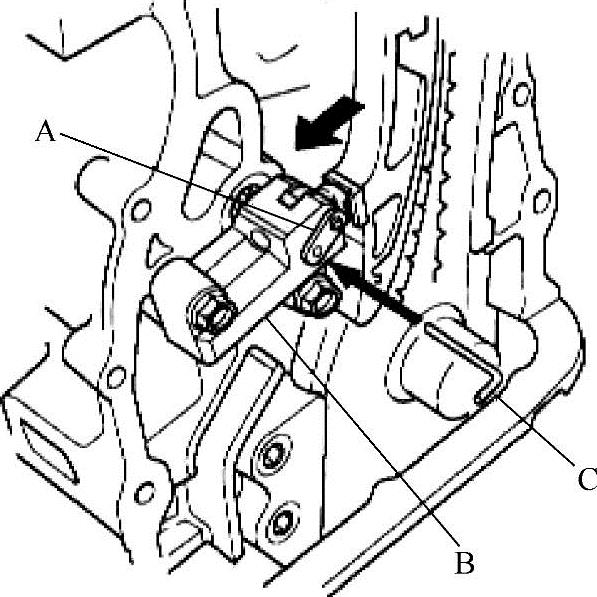
图2-34 用锁销固定自动张紧器
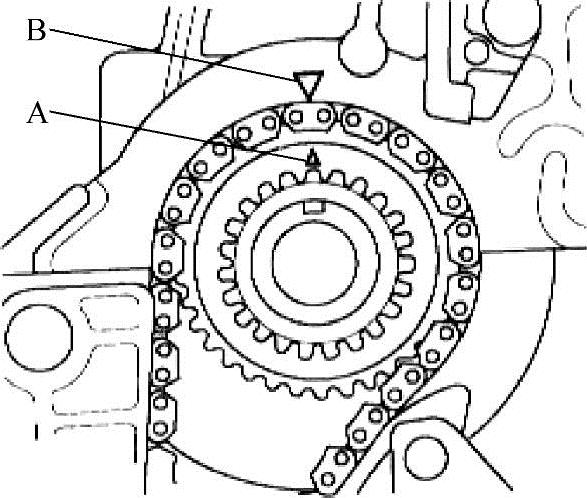
图2-35 曲轴TDC标记对准指针
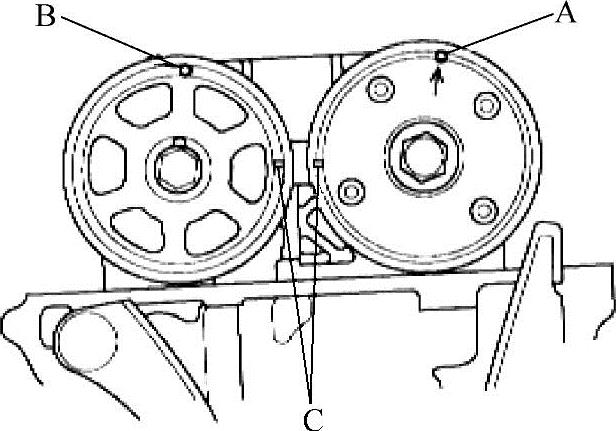
图2-36 将凸轮轴置于TDC
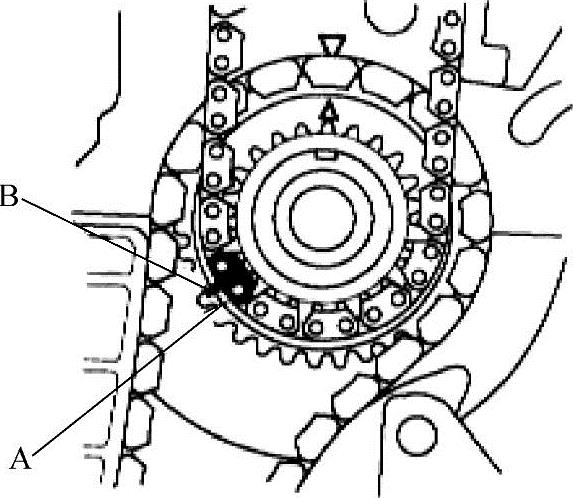
图2-37 色片对准曲轴链轮标记
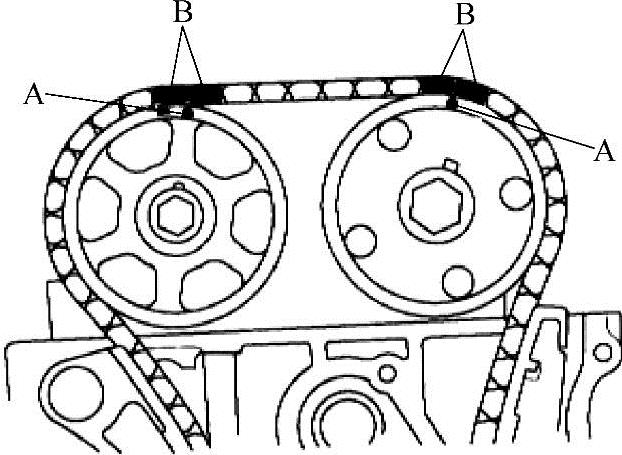
图2-38 冲孔标记与两色片的中间对准(www.daowen.com)
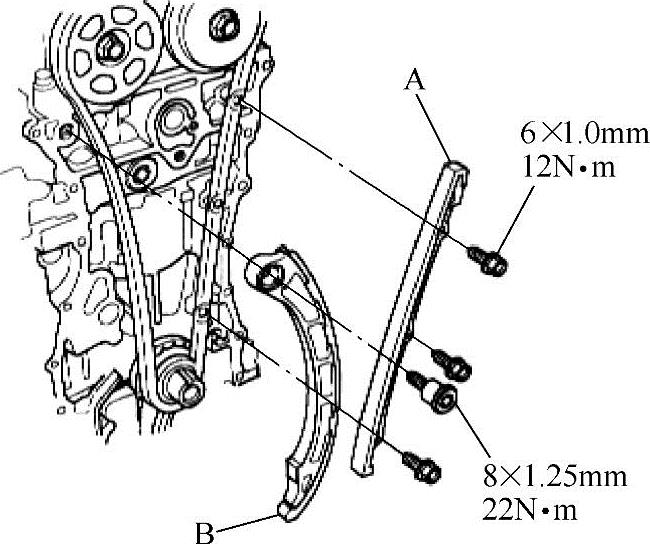
图2-39 安装导板与张紧臂
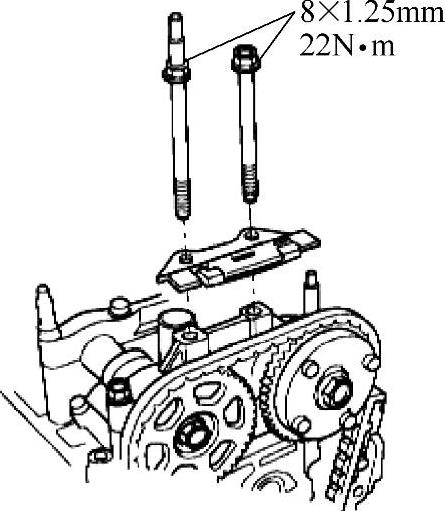
图2-40 安装正时链导板B
9)检查正时链壳体油封是否损坏。如果油封损坏,则更换正时链条壳体油封。
11)清洁正时链壳体配合表面,并将其干燥。
12)将液体密封胶均匀地涂在正时链壳体缸体配合表面上及各孔的内螺纹上。
13)给正时链壳体上的气缸体上表面接触区涂上液体密封胶。
14)将液体密封胶均匀地涂在正时链壳体的油底壳配合表面及各孔的内螺纹上。
15)在正时链壳体上安装新的O形密封圈。将正时链壳体的边缘与油底壳的边缘放在一起,然后,将正时链壳体安装在气缸体上。
16)安装侧发动机安装座托架。
17)安装上部托架,然后,拧紧螺栓/螺母。
18)连接地线。
19)安装可变气门正时控制(VTC)机油控制电磁阀。
20)连接曲轴位置(CKP)传感器插头与VTC机油控制电磁阀插头。
21)安装曲轴带轮。
22)安装缸盖罩。
23)安装传动带。
24)安装挡泥板。
25)执行CKP模式清除/CKP学习程序。
4.气门间隙的调整方法
1)卸下缸盖罩。
2)将1号活塞设在上止点(TDC)处。可变气门正时控制(VTC)执行器上的冲孔标记、排气凸轮轴链轮上的冲孔标记应位于顶端。将VTC执行器和排气凸轮轴链轮上的TDC标记对齐。
3)为要检查的气门选择适当厚度的塞尺,见图2-41。
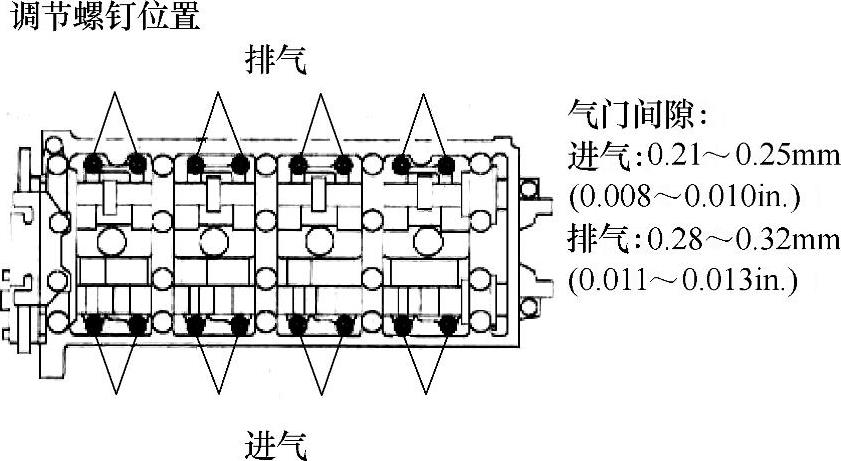
图2-41 气门调节螺钉位置和气门间隙
4)将塞尺(A)插入调整螺钉(B)及气门挺杆端部之间,前后滑动;应该能感觉到存在轻微的阻力,见图2-42。
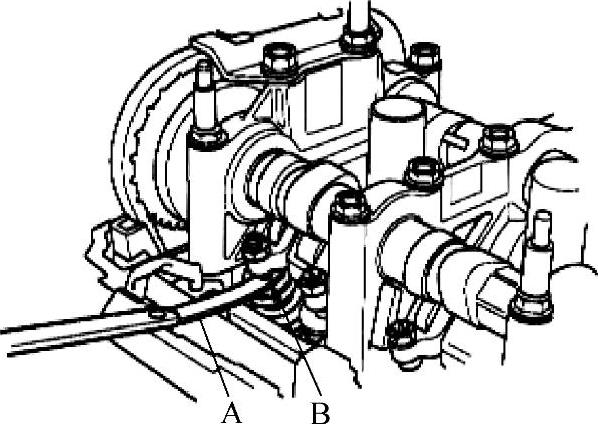
图2-42 气门间隙测试
5)如果感到阻力太大或太小,则借助专用工具,松开锁紧螺母,并转动调节螺钉,直到拖动塞尺时产生的阻力适当为止,见图2-43。
6)将防松螺母拧紧至规定力矩,并重新检查间隙。如有必要,重复上述调整过程。
规定力矩:
进气:20N·m(2.0kgf·m,14lbf·ft)
排气:14N.m(1.4kgf·m,10lbf·ft)
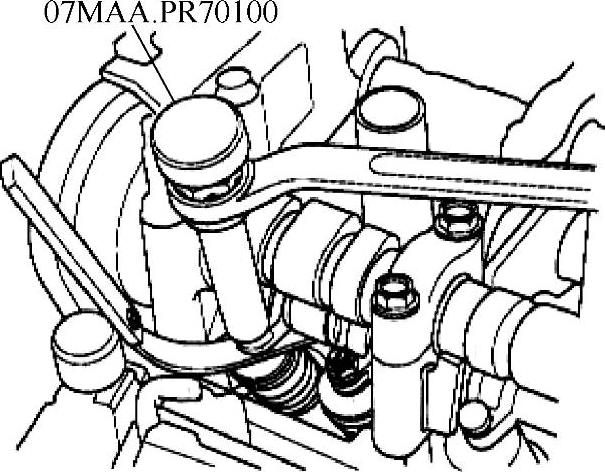
图2-43 气门间隙调整
7)将曲轴顺时针旋转180°(凸轮轴链轮转动90°),见图2-44。
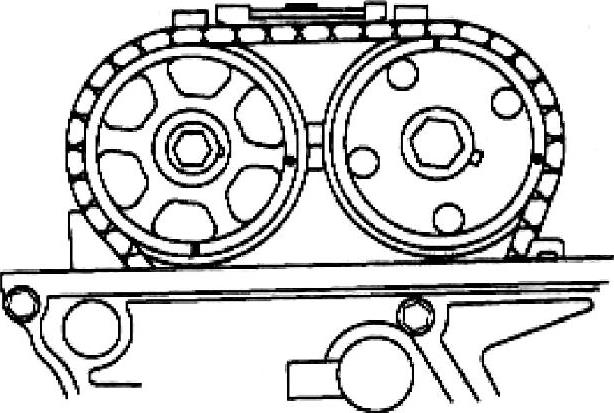
图2-44 顺时针转动曲轴
8)检查3号气缸的气门间隙,如有必要,请加以调整。
9)将曲轴顺时针旋转180°(凸轮轴链轮转动90°)。
10)检查4号气缸的气门间隙,如有必要,请加以调整。
11)将曲轴顺时针旋转180°(凸轮轴链轮转动90°)。
12)检查2号气缸的气门间隙,如有必要,请加以调整。
13)安装缸盖罩。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






