【摘要】:电阻点焊是汽车制造商到的最重要的焊接工艺。承载式车身结构件中有90%-95%的原厂焊接采用的是点焊。挤压式电阻点焊机适用于焊接承载式车身上要求焊接强度好、不变形的薄壁段。图5-85 电阻点焊机电阻点焊通过低压电流流过夹紧在一起的两块金属产生的电阻热和焊接电极的挤压力来完成。因此,电阻点焊的三个重要因素为:加压 两个金属件之间的焊接机械强度与焊接端施加在金属件上的力有直接的关系。电流和施加在点焊部位的压力之间相互关联。
电阻点焊是汽车制造商到的最重要的焊接工艺。承载式车身结构件中有90%-95%的原厂焊接采用的是点焊。
挤压式电阻点焊机(图5-85)适用于焊接承载式车身上要求焊接强度好、不变形的薄壁段。常见的应用范围包括车顶、窗洞和门洞、车门槛板以及许多外部壁板。
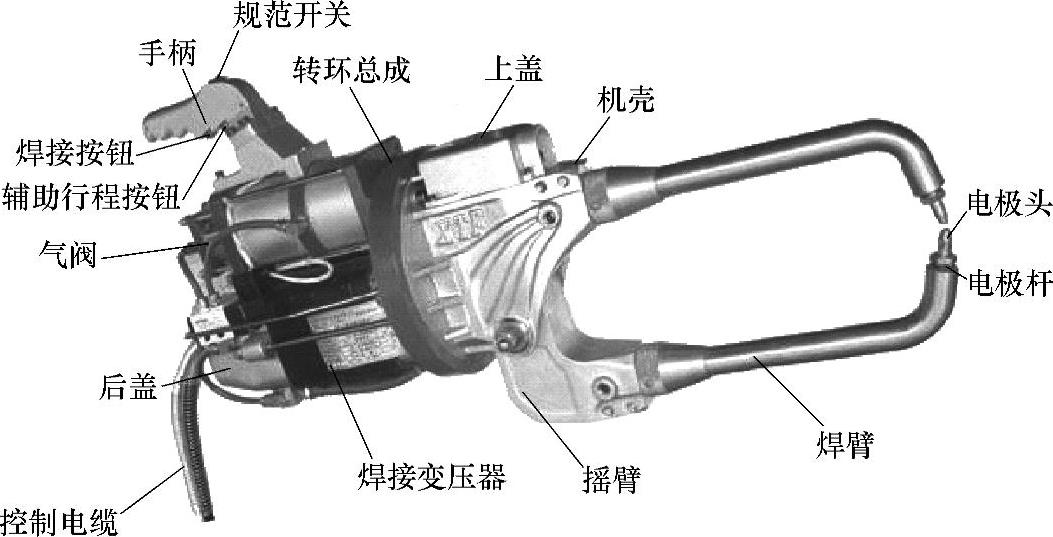
图5-85 电阻点焊机
电阻点焊通过低压电流流过夹紧在一起的两块金属产生的电阻热和焊接电极的挤压力来完成。因此,电阻点焊的三个重要因素为:(www.daowen.com)
(1)加压 两个金属件之间的焊接机械强度与焊接端施加在金属件上的力有直接的关系。当焊接端头将金属件挤压到一起时,电流从焊接端流入母材金属,使金属熔化并熔合在一起。焊接端头的压力太小或电流过大都会产生焊接溅出物(内部的或外部的),而焊接端头压力太大会引起焊点过小,并降低焊接部位的机械强度。换言之,焊接端头压力过高会将端头压入被焊金属软化的部位,降低焊接质量。
(2)电流 给金属加压后,一般很强的电流流过焊接电极,然后流入两个金属件。在金属的接合处,温度迅速上升,因为这里的电阻值最大。如果电流不断流过,金属便熔化并熔合在一起。如果电流太大或压力太小,将会产生内部溅出物。然而,如果减小电流强度或增加压力,便可使焊接溅出物减少到最小值。电流和施加在点焊部位的压力之间相互关联。
(3)加压时间 电流停止后,熔化的部位开始冷却,凝固的金属形成了圆而平的焊点。由于承受了压力,这种结构非常紧密,并产生了很高的机械强度。加压时间是一个非常重要的因素。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






