当汽车制造商开始使用较薄的高强度、低合金钢(HSLA)时,惰性气体保护焊(MIG)便在车身修理中得到越来越广泛的应用。焊接HSLA和其他薄型钢材的最好的方式是MIG(或类似的熔化极气体保护焊GMAW)焊接方法。MIG焊能在各种情况下进行洁净、快速的焊接。
MIG焊接并不仅仅局限于车身修理,它还非常适合排气部件的修理、机械支撑件的修理、安装拖车牵引装置、载货汽车保险杠以及其他任何可以用电弧焊或气焊完成的焊接工作。
1.MIG工作原理和特性
MIG利用以恒定的速度自动进给的焊丝作为一个电极,母材和焊丝间产生电弧。电弧的热量将焊丝熔化,将母材连接起来。由于焊丝是以恒定的速度自动进给的,这种方法又称为半自动电弧焊。
在焊接过程(图5-80)中,惰性气体或活动气体用来保护焊接点,避免母材被氧化。所用的惰性气体或活动气体的类型取决于要焊接的母材。大多数的钢材焊接采用二氧化碳(CO2)作为保护气。
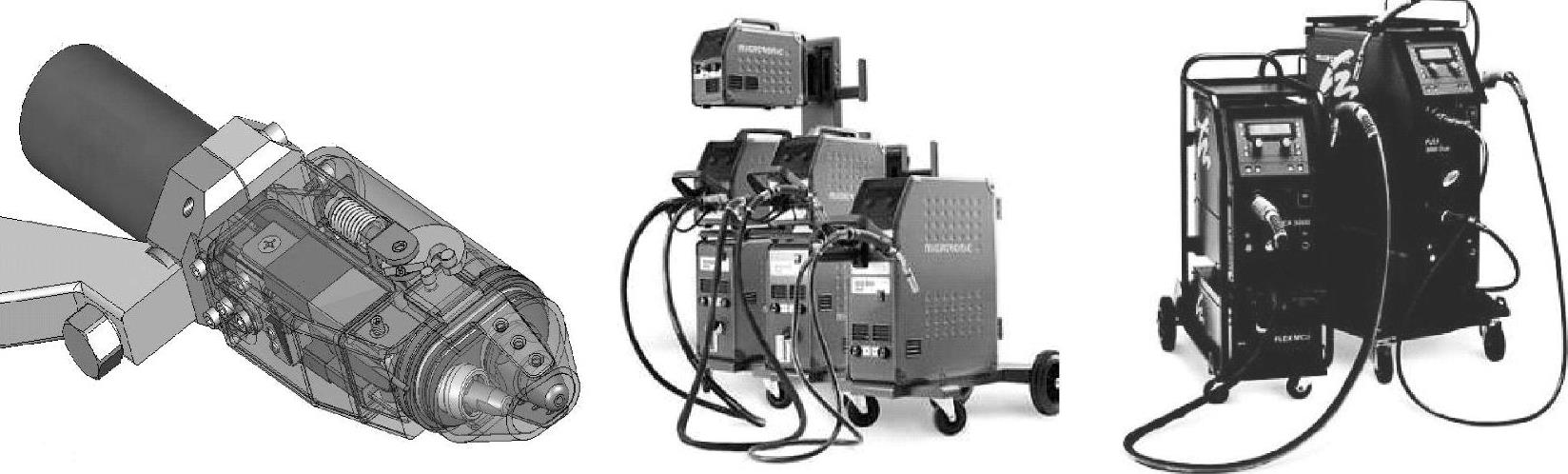
图5-80 MIG焊机
对于铝材,依据合金的成分和材料的厚度,可采用纯氩气或是氩气与氦气的混合气作为保护气。用氩气混入少量氧气(在4%~5%中间)甚至可以焊接不锈钢。
MIG药芯焊丝在管状电极中自带焊剂,不需要使用保护气。焊丝进行焊接时,焊剂会形成熔渣,必须进行清除。药芯焊丝对于大多数碰撞修理工作来说使用并不方便,它需要用更多的时间进行焊缝清理。
2.焊接位置
在碰撞修理中,焊接位置通常由汽车上需要进行焊接的位置决定。热量和送丝速度都会受到焊接位置的影响(图5-81)。
1)平焊是指工件与工作台或车间地面平行。平焊一般较容易、较快,能够得到最好的焊接熔深。对从汽车上拆下的零部件进行焊接时,可尽量将它放在能够进行平焊的位置。
2)横焊是将工件转成横向,重力会将熔池拉向底部的工件。在进行横焊时,应使焊枪向上倾斜,以抵消重力对熔池的影响。
3)立焊是将工件垂直放置,重力趋于将熔池拉向连接点的下方。焊接垂直焊缝时,最好让电弧从接头的顶部开始,并平稳地向下拉。(www.daowen.com)
4)仰焊是将工件转到上方。仰焊最难进行。在这个位置,存在容易造成熔池过大的危险,而且一些熔融金属会落入喷嘴而引起故障。因此在进行仰焊时,一定要使用较低的电压,同时还要尽量使用短电弧和小的焊接熔池。将喷嘴顶住工件,以保证焊丝不会移出熔池。最好能够沿着焊缝均匀地拉动焊枪。
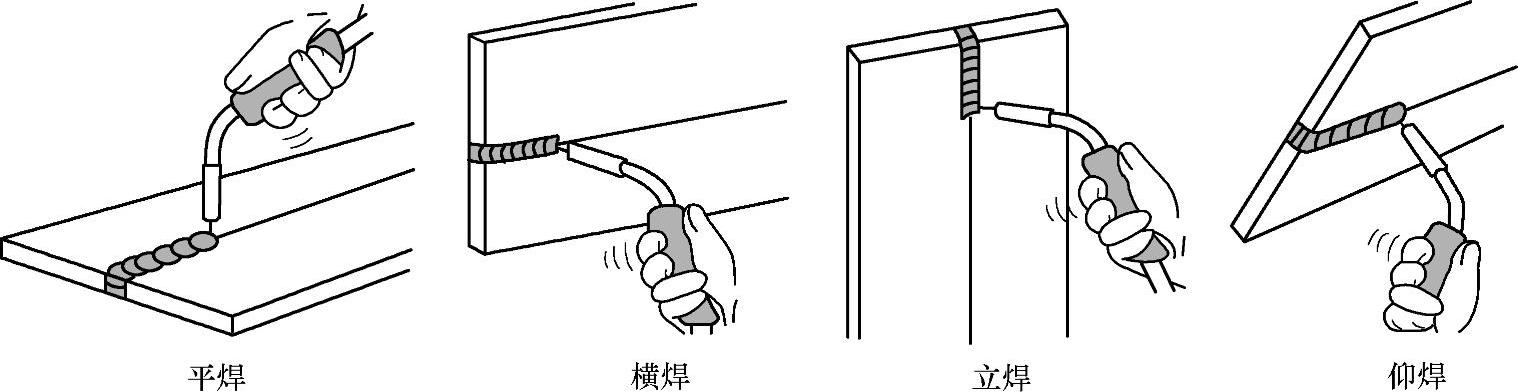
图5-81 四种基本的焊接位置
3.各种基本的焊接方法
如图5-82所示,MIG焊接设备可采用6种基本的焊接方法。
(1)定位焊这种方法实际上是一种相对较小型的临时MIG点焊,在进行永久性焊接的过程中,用来取代夹紧装置或钣金螺钉。和夹紧装置或钣金螺钉一样,定位焊始终是一种临时性的措施。各焊点问的距离大小与板件的厚度有关。一般来说,其距离为板件厚度的15-30倍。定位焊对板件的正确定位十分关键,因此必须要精确操作。
(2)连续焊在缓慢、稳定的向前移动中形成连续的焊缝。应固定好焊枪,以免产生晃动。采用正向焊法,连续匀速地移动焊枪,并经常观察焊缝。焊枪应倾斜10°~-15°,以便获得最佳形状的焊缝、焊接线和气体保护效果。焊枪嘴到母材之间应保持适当的距离,焊枪应保持正确的角度。如果不能正常进行焊接,问题可能是焊丝太长。如果是这个原因,金属的焊接熔深将会减小。为了得到适当的焊接熔深,以提高焊接质量,应使焊枪靠近母材。如果平稳、均匀地操作焊枪,将可得到高度和宽度恒定的焊缝,并呈现均匀、细密的焊波。
(3)塞焊塞焊是在外侧工件上被钻或冲的孑L中进行,电弧穿过此孑L,熔透里面的工件,这个孔被熔化的金属填满。
(4)点焊点焊法是当送丝定时脉冲被触发时,将电弧引入被焊的两块金属板。
(5)搭接点焊 MIG搭接点焊法是将电弧引入下层的金属板,并使熔融金属流入上层金属板的边缘。
(6)叠焊 叠焊就是一系列相连的或重叠的点焊,形成连续的焊缝。
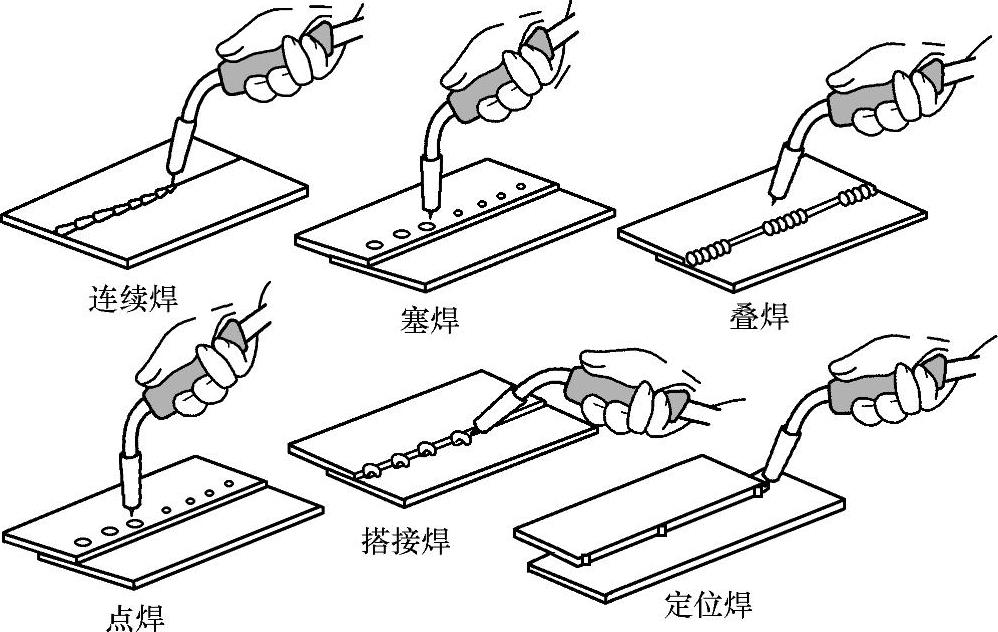
图5-82 MIG焊接设备可采用的6种基本焊接方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







