1.车辆碰撞修理中常用的修理方法
(1)熔化极惰性气体保护焊(MIG) 通常用于钢制承载式车身板件、中等厚度液压成形车架以及重型全框架车架的焊接。由于大量的新车型采用HSS结构,MIG接成了碰撞修理中最常见的焊接方法。
(2)惰性气体钨电弧焊(TIG) 采用手持焊丝并且用气体保护电弧,常用于焊接铝合金车身板件。TIG在焊接铝方面要优于MIG焊接。许多汽车制造商现在采用轻质、防腐的铝合金板件(发动机盖、翼子板等),甚至整个承载式车身结构件都可以用铝材焊接而成。要修理此类车辆,就需要焊接铝材。
(3)软钎焊或乙炔气体钎焊 有时用在新型车辆上,用来连接和密封车顶板及其他大型表面板件的转角处。软的低温焊丝用于大型板件关键部位的钎焊,形成一个较为柔韧的焊缝,防止金属开裂和漏水。现代薄的高强度钢上一般不用乙炔焊,只允许采用结合MIG的软钎焊。
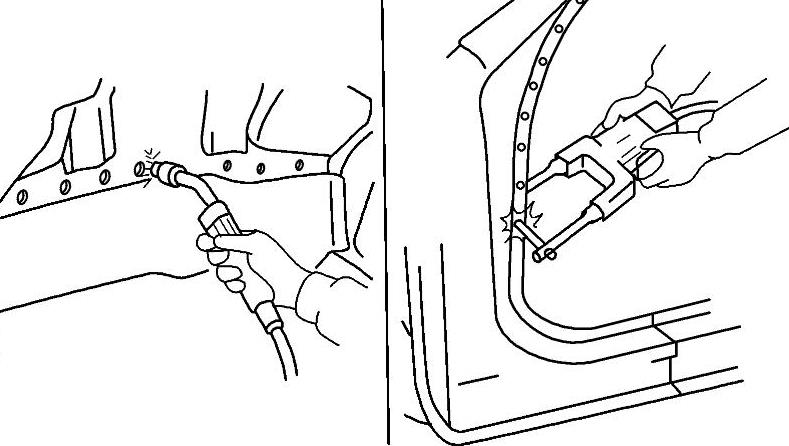
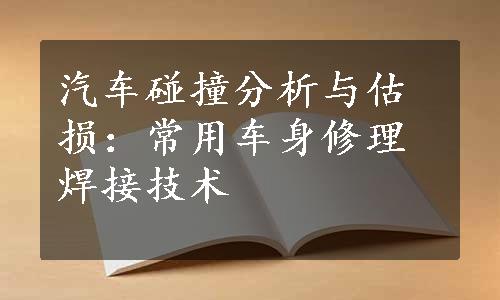
(4)电阻点焊 现在有些修理工作推荐采用便携式的电阻点焊,见图5-79。这类设备用于形成类似车辆生产焊接的点焊连接。
2.车身焊接中常见的MIG焊丝和保护气体
一般来说,现代的钢制承载式车身板件通常采用0.58mmMIG焊丝进行焊接。对于超薄、超轻的钢制承载式车身,采用更细的MIG焊丝。非常厚的车架式车身钢梁需要更粗的MIG焊丝。在焊接许多全尺寸乘用车和载货汽车的车架时,要按照更厚的钢材来设置MIG焊接机并在焊接机中采用更粗的焊丝和焊枪嘴。(www.daowen.com)
在采用MIG焊接钢材时,通常会使用C-25惰性保护气体,这是由25%的二氧化碳和75%的氩气组成。在焊接铝制车身结构件时,采用铝焊丝的MIG焊接机或采用铝焊条的TIG焊接机皆可。在焊接铝合金时,最常见的MIG和TIG保护气体是纯氩气。
3.热作用区
热作用区是指焊接点周围被加热的区域,这种加热是不利的。为避免板件翘曲变形和部件的损坏,热作用区应保持在最小范围内。
散热膏(类似黏土的材料)可以放置在车身板件焊接区域的周围,缩小热作用区。热量很容易被散热膏所吸收,保持周围区域的冷却。浸水的抹布也用来盖在部件或总成上,保持其冷却,免受焊接热量。
4.焊接防护毯
焊接防护毯是由防火织物制成的厚遮盖布,用来保护车辆表面免受热量、火星和飞溅的焊渣的破坏。焊接防护毯应放置在喷漆表面、玻璃、车内装饰件、暴露的塑料件以及任何可能受到焊接损坏的表面上。如果包含有融化金属粒子的焊渣落在玻璃上,玻璃会被点蚀,造成严重的损坏。
当在车载电脑和传感器线路旁边进行焊接时,需要进行电子屏蔽或保护。在进行焊接操作时应按照制造商的要求,必须完全拆下ECU或其他计算机系统,或是松开螺栓,将其包裹在焊接防护毯中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





