【摘要】:图9-1 坡口示意图2)焊接方法采用氩弧焊打底,焊条电弧焊盖面。当达到预热温度时就可以定位焊缝焊接,定位焊缝长度20~30mm为宜。图9-2 焊接接头及焊缝排列表9-1 15CrMo焊接参数9)焊接第一层时采用氩弧焊,管子两端用石棉塞住以防穿堂风,钨极采用直径2mm的铈钨极,喷嘴直径12mm,气体采用纯度为99.99%的工业氩气,气体流量10~12L/min。当中断焊接时,要将坡口加热到250℃然后保温缓冷。
1)坡口选择及清理:
①坡口选择U型坡口,见图9-1。
②坡口内外两侧各20mm处的锈、油、污应清除干净。
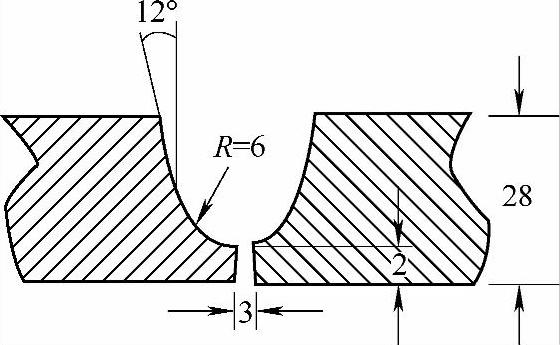
图9-1 坡口示意图
3)焊材选择,氩弧焊打底焊采用H13CrMoA焊丝,焊条电弧焊填充、盖面采用R307焊条。
4)焊条应进行烘干,烘干温度为350℃,恒温1h。
5)预热及坡口组对:
①预热可以采用电加热也可以采用氧、乙炔加热采用红外线测温仪进行测量,预热温度如表9-1。
②坡口组对时应垫置牢固,坡口错边量不应大于2mm。当达到预热温度时就可以定位焊缝焊接(采用氩弧焊),定位焊缝长度20~30mm为宜。(www.daowen.com)
6)定位焊缝焊完后,各焊点用角向磨光机将各接头磨成一个坡度,以便接头焊透。同时认真检查各定位焊是否有夹渣、气孔、裂纹等缺陷,如有应将缺陷磨掉重新定位焊。
7)进行打底焊接时应重新测量预热温度,如预热温度不够应重新加热。
8)焊接接头及焊缝排列见图9-2。
焊接参数如表9-1所示。
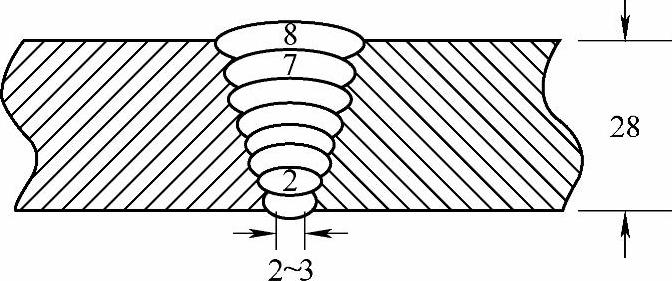
图9-2 焊接接头及焊缝排列
表9-1 15CrMo焊接参数

9)焊接第一层时采用氩弧焊,管子两端用石棉塞住以防穿堂风,钨极采用直径2mm的铈钨极,喷嘴直径12mm,气体采用纯度为99.99%的工业氩气,气体流量10~12L/min。2~8层采用焊条电弧焊,要求每一层焊完把焊渣清理干净后再焊第二层,层间温度不低于230℃。
10)每条焊缝应尽可能一次焊完。当中断焊接时,要将坡口加热到250℃然后保温缓冷。重新施焊时,仍需按规定进行预热。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关机电安装工程与现场焊接难题实用技术技能的文章






