
向下立焊接技术应进行焊工的培训,除了技术本身外,最主要的是要改正原来施焊的不正确的手法或习惯,培训时一定要实际操作,边教、边纠正、边学。
培训焊工时,要注意纠正其焊接一般水平固定位置管道时养成的手法,起焊位置、焊条角度、焊接速度、摆动幅度和频率要有严格的规定,以使其尽快适应并达到要求,并经实焊考评后才能上岗焊接。
1)先确定焊接时管接口的12个时钟点的位置,通常与时钟一样。
2)打底焊道:与向上立焊相反,向下立焊时,从管顶时钟11点处起弧,从坡口表面处引弧,然后将电弧拉至在12点处,在此处稍作停留,待两侧钝边熔化形成熔孔后每侧比坡口增宽约0.6mm左右再沿顺时针位置直拖而下。采用短弧操作即电弧不超过焊条直径2/3,焊条需不断变化角度见图7-1,焊至6~7点中间处停弧,停弧时焊道要薄,可有意识地使收弧孔稍大,以保证焊接另一半时接头处的质量。
3)第二焊道:打底焊道焊完时需彻底清理表面熔渣,特别是焊缝与坡口两侧交界处应清除干净,否则一旦熔化不好,极易产生夹渣。此时应用稍大电流,保证焊缝与坡口两侧交界处熔化质量,焊条倾角与打底焊接时相近。(www.daowen.com)
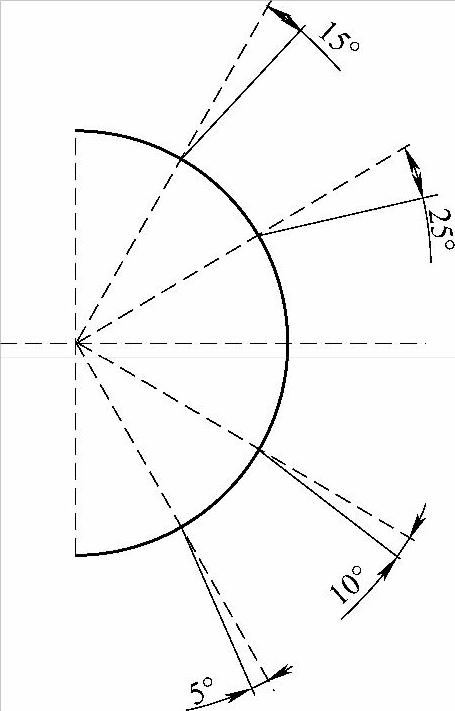
图7-1 打底焊接时的焊条倾角
4)填充焊道:对中间填充层不作硬性限制。一般填充层焊至距母材表面0.5mm时为最佳。此时盖面:①能填满焊道;②余高适中;③两侧母材熔化均匀;④有坡口为界,焊缝盖面层不致偏向。采用直线运条或稍作摆动,短弧焊接,焊条角度界于打底焊道与盖面焊道之间。
5)盖面焊道:打底焊道是保证焊缝内在质量的关键,而盖面焊缝是保证焊缝尺寸是否合格、外表是否均匀美观的关键工序。盖面焊接时应注意:①电流适当减小,便于焊缝与母材均匀过渡,波纹细致均匀;②摆动幅度要均匀适当,以熔化每侧坡口1.0~2.0mm为宜;③摆动频率是有利于控制熔化金属的温度,防止下淌形成焊瘤或焊缝余高不均匀;④更换焊条要快,最好是有助手递送。接头时必须敲掉上一根焊条收弧时的熔渣,保证接头处余高均匀;⑤焊条倾角见图7-2;⑥收弧要慢,以免形成缩孔并保证焊道均匀过渡。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





