(1)焊接性能分析
通过焊接裂纹试验和焊接工艺评定,以确定合理的焊接参数,是球罐制造前的焊接技术准备,也是产品焊接质量(力学性能、弯曲性能、低温性能等)的重要保障。
1)斜Y型坡口焊接裂纹试验如表6-5、表6-6所示。
表6-5 斜Y型坡口焊接裂纹试验规范

表6-6 斜Y型坡口焊接裂纹试验结果

2)窗形拘束试验。窗形拘束试验按GB12337—2014规定执行。试验采用直径为φ4mm的L-60LT焊条施焊,主要用于评价多层焊接时焊缝产生横向裂纹的敏感性。试验结果如表6-7所示。
表6-7 窗形拘束试验结果

检查结果焊缝中未发现裂纹。表明N-TUF490钢板具有较高的抗焊缝横向裂纹的性能。
3)焊接工艺评定
根据JB4708标准对球壳板N-TUF490与08MnNiCrMoVD锻件对接焊进行了评定,决定取用电弧焊为主,氩弧焊为辅。
试板坡口采用不对称X形,焊条为L-60LT。焊后进行退火热处理(580℃±10℃保温3.6h)。对焊缝及热影响区进行拉伸、弯曲、冲击等试验。其结果如表6-8所示。
表6-8 焊接接头试验结果

(2)焊接工艺规范的制定
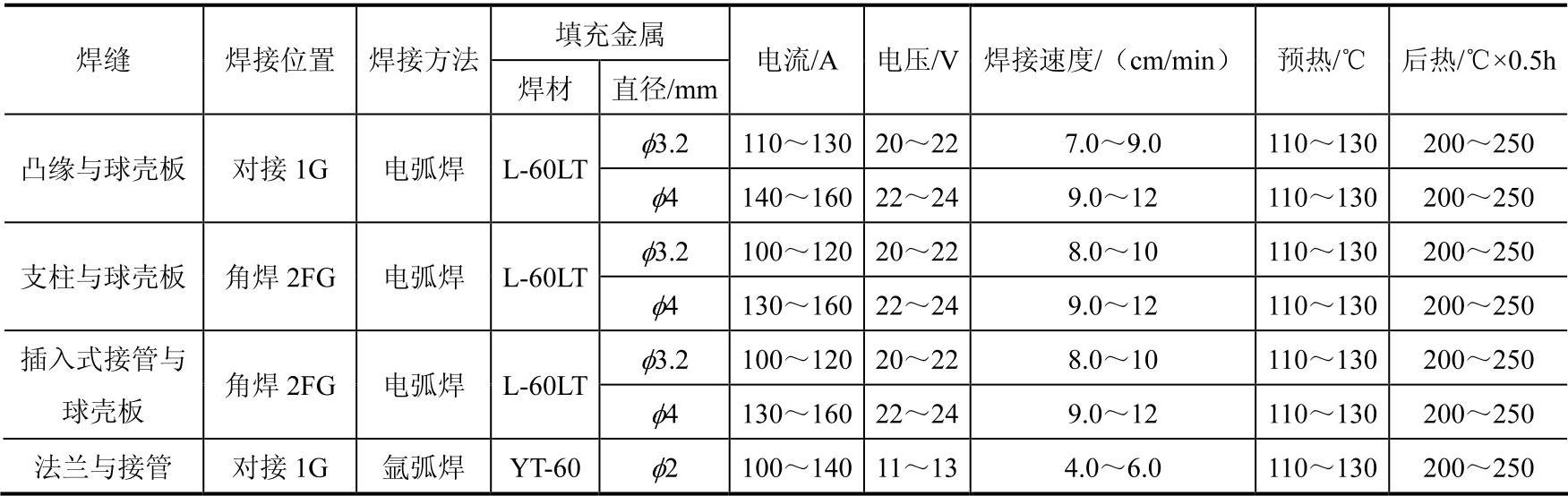
焊接规范是决定焊缝质量的关键。在球罐施工中,根据不同的焊接位置、焊接方法、焊缝类型,规定了具体焊接参数,如表6-9所示。
表6-9 焊接参数
 (www.daowen.com)
(www.daowen.com)
施工中严格控制工序,对预热温度、层间温度及热输入的控制,落实到专人负责,并对其使用的仪器、仪表进行检定和试验,保证其精度和准确性。对球罐的A、B类焊缝进行了100%射线检测。结果如表6-10所示。
表6-10 焊缝合格率

(3)焊接裂纹的控制
由于N-TUF490钢对焊接工艺的要求极高,极易产生裂纹。因此,根据低温高强钢的焊接特点,一般采用以下焊接工艺措施:
1)严格控制焊材保管、烘焙及扩散,氢含量不大于1.5mL/100g。
2)严格预热后温度和层间温度,热输入控制在20~40kJ/cm。
3)6台焊机分别从底部支柱位置开始对应焊接,将球面逐渐向顶面延伸,最好是三班作业连续工作,直到完工。
4)接管组装及焊接层次见图6-2、图6-3。
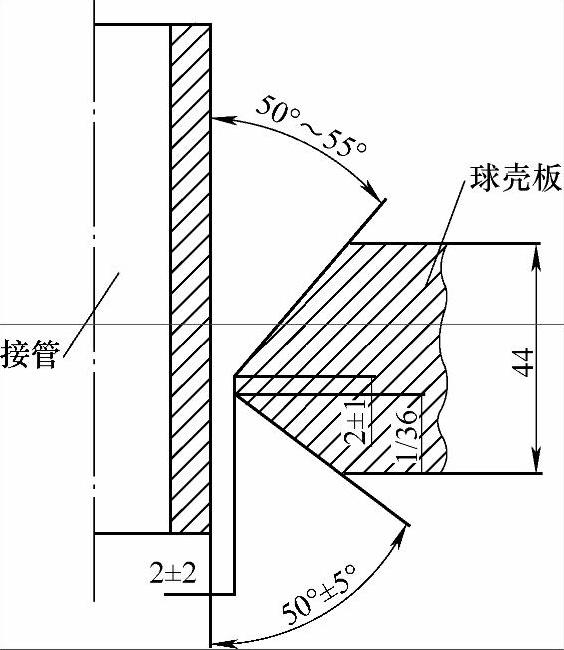
图6-2 插入式接管的组装
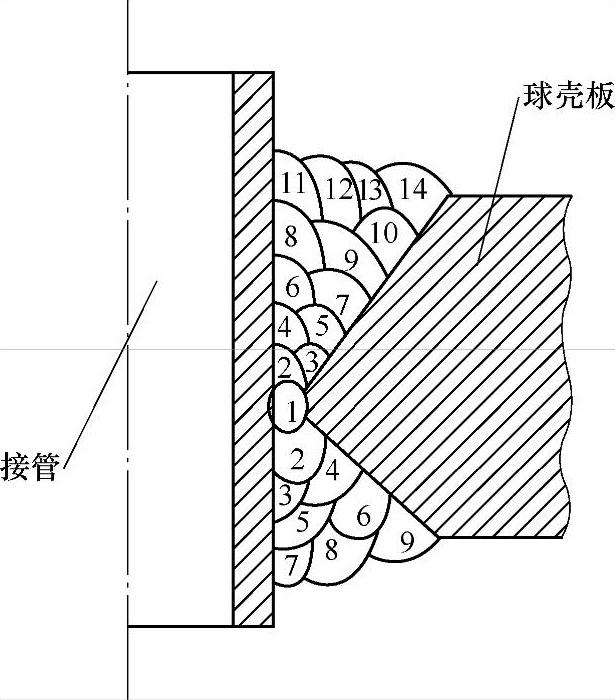
图6-3 焊接层次
(4)焊接变形的控制
支柱与赤道带焊接时,由于焊接应力的作用或焊接热量的不平衡,会引起球壳板的曲率变形。必须控制支柱与赤道带的焊接变形:
1)球壳板压制时,适当增大球壳板的曲率,留有收缩变形的余量。
2)控制支柱与赤道带的组装间隙。
3)支柱与赤道带焊接时要用专用胎具固定,使球壳板处于固定状态。
4)采用对称施焊顺序,尽量使焊接过程中的焊接热量平衡,以减少变形和收缩。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




