1)全部炉管的组焊顺序。短节制备→短节与炉管组焊→炉管与下集合管焊接,分三段进行→炉管与上集合管焊接,不分段,连续进行。
2)使用自制小型管道对口器。针对产品特点,自制了小型管道对口器。定位焊之前必须进行预热,使用对口器除了可使坡口组对快捷准确,同时又可大大减少定位焊点的数量预制坡口则完全不用定位焊。对口器的构造见图4-3。
3)工厂预制坡口(P9+P11)的焊接。按照前述焊接参数施焊,焊后立即进行400℃/1h的后热,然后降温至100~120℃静置1h后进行消除应力热处理。其预、后热及热处理规范见图4-4。热处理后进行射线探伤。
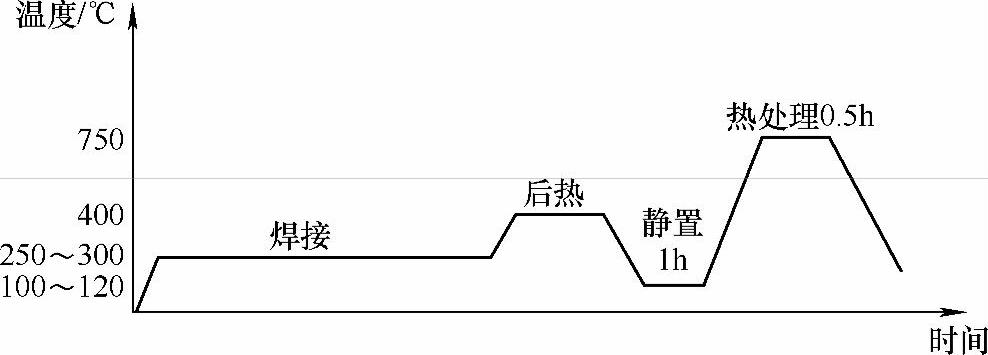
图4-4 工厂预制坡口预、后热及焊后热处理规范曲线
4)炉管与下集合管之间坡口的焊接。在这些坡口正式焊接之前,全部炉管已组装成框架形状,上、下坡口全部用对口器定位。这些坡口的材质组合与上述的工厂预制坡口是相同的(P9+P11),但因其为现场安装坡口,由于炉管排列密集,一个坡口必须由两名焊工各在一侧轮流施焊,一名焊工只能焊接本侧180°范围内的焊缝。两名焊工不可同时施焊,对每一道焊缝,都要由甲焊工焊到双方接头处后,乙焊工再从接头处起弧焊接。配对焊工必须配合默契,注意焊缝中双方接头处的焊接质量。
由于炉管排列密集,相邻的坡口不能同时施焊,因空间小,焊工排不下不能正常操作,这样各坡口完成焊接的时间就有先后之分,如果执行图4-4的后热及焊后热处理规范,相邻坡口的热处理就会有先后顺序,从而造成相当一部分坡口受到重复加热,即对于一个已热处理过的坡口,当其相邻的坡口进行热处理时,该坡口会受到再次加热。为了解决这一问题,采取了先焊完的坡口在预热温度下等待后焊完的坡口,同一区域的坡口作为一个批量同时进行热处理的方法。
也就是把28个坡口分为三段进行焊接,即中段、左段、右段。每次只焊一段,先焊中段。在每段的焊接过程中,先完成的坡口保持250℃等待其他坡口焊完。一段的全部坡口焊完后统一进行后热及消除应力热处理,其预、后热及热处理规范见图4-5。
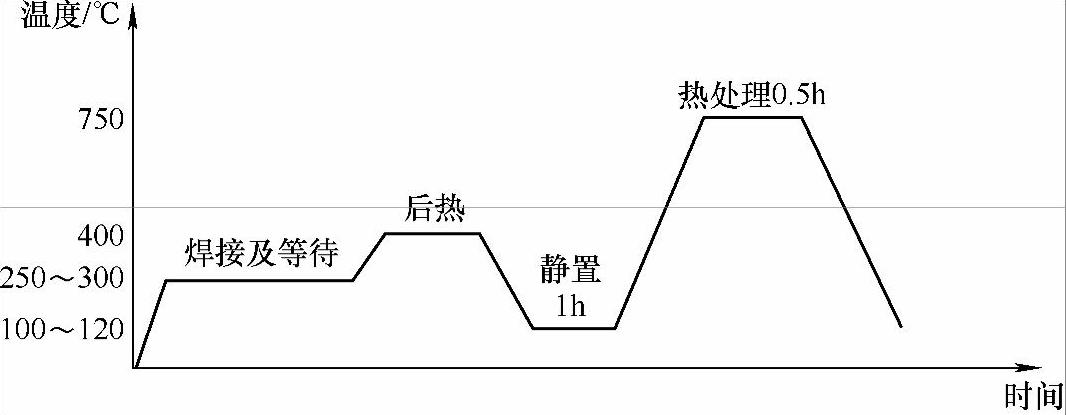
图4-5 炉管下端坡口预、后热及焊后热处理规范曲线
5)炉管与上集合管之间坡口的焊接。仍然是两名焊工共同完成一个坡口,其施焊要求与炉管与下集合管之间的坡口的相同。
在进行这些坡口的焊接时,炉管系统逐步形成了刚性的框架结构,如果采用炉管下端坡口批量处理的热处理方法,那么非首批坡口的热处理热量将引起框架极大的内应力。考虑到P11钢材的焊前预热温度不高(200℃),采取先焊完的坡口在预热温度下等待,直到28个坡口全部焊完后,把上端坡口作为一个批量进行热处理,取消后热过程的方案。其预热及焊后热处理规范见图4-6。(https://www.daowen.com)
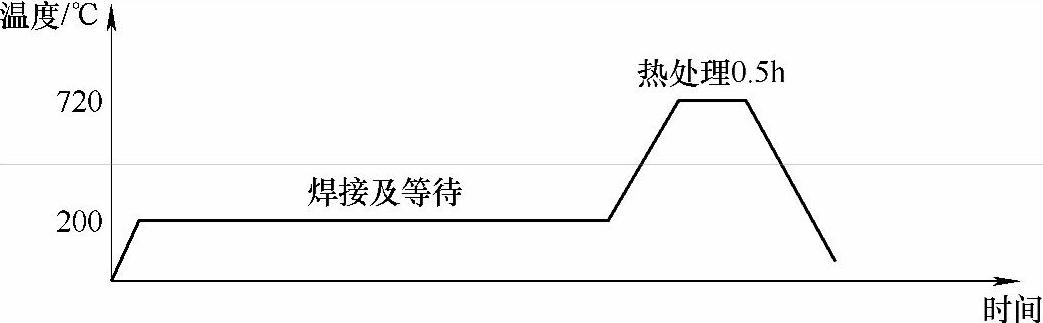
图4-6 炉管上端坡口预热及焊后热处理规范曲线
6)采用补偿加热法实现预热、后热、焊后热处理过程中的平衡加热。由于炉管形成框架后刚度变大,集合管刚度也很大,如果在预热、后热、焊后热处理时加热不平衡,将导致构件变形和内应力的产生。
①炉管与上集合管相焊时的平衡加热。由于集合管与炉管的直径和壁厚相差很大,集合管的散热量要比炉管大很多,因此对集合管的加热面积应相应扩大。为了不影响焊工操作,集合管的主加热元件敷设在集合管内部靠近坡口的位置。同时,在集合管的另一侧要进行补偿加热,使集合管的上、下侧的热膨胀量保持一致。见图4-7。
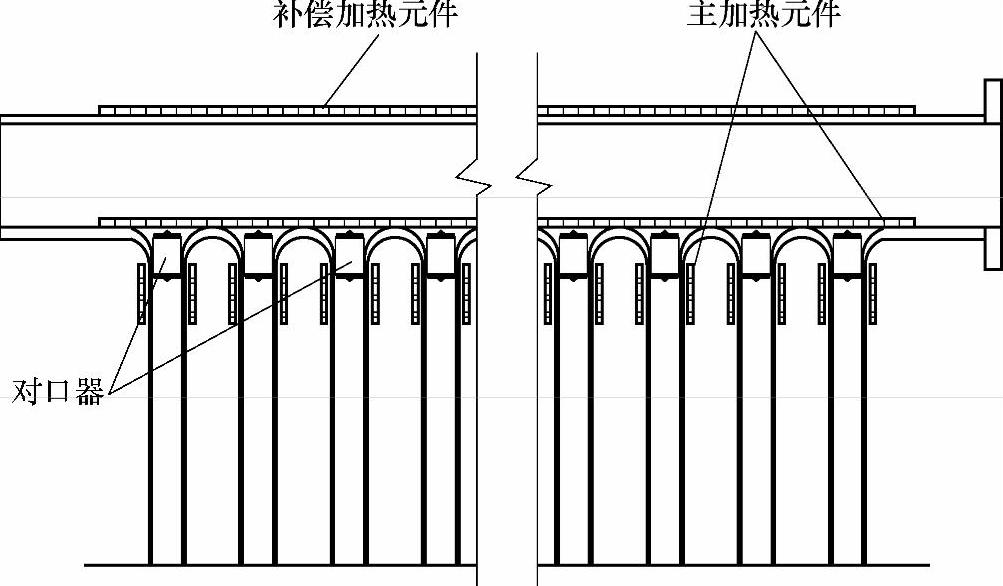
图4-7 炉管-上集合管相焊时加热元件布置
②如果焊缝需要进行返修,也要进行加热。此时不但要考虑到集合管的平衡加热,还要考虑到炉管之间的平衡加热。当对返修的坡口进行加热时,也应对其他炉管进行补偿加热。使各炉管的总热膨胀量基本相同,不使返修炉管热膨胀受限。这里需注意应保证总膨胀量相同,而不是加热温度相同,如果补偿加热长度是主加热长度的一倍,那么它的温度升高的部分达到主加热处理时升高的一半就可以了。见图4-8。
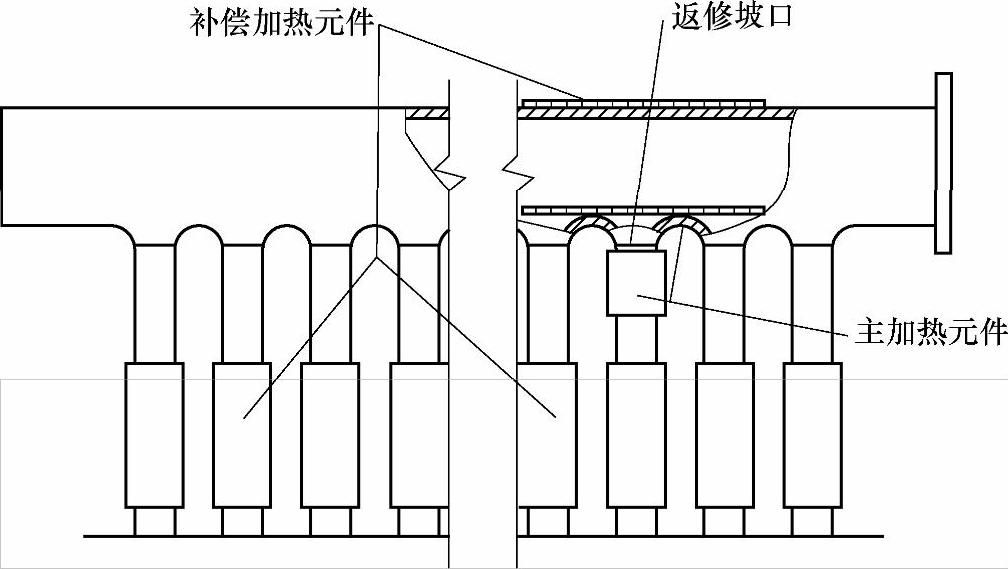
图4-8 炉管坡口返修时加热元件布置
③炉管与下集合管相焊时的平衡加热。由于是分段施焊,应进行分段的补偿加热,其原理与炉管与上集合管相焊时的相同。
采用单排立式炉管焊接工艺方法,所有炉管坡口焊接经检测试验合格,未发现焊接裂纹,加热炉一直运行良好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





