加热炉是化工企业中常见的装置,有些地方的构造与常见的锅炉相似。加热炉的炉管中通常是液体的化工原料,加热后输送到其他反应器里与其他材料反应生成一定的半产品或产品,而锅炉的炉管中通常则是被处理过的水,用以加热其他装置或用其蒸气吹动汽轮机转动或供人们取暖的。
一般化工装置中的加热炉,其辐射段炉管一般采用立管,其结构通常呈倒U形结构,见图4-1a。工作介质从进油集合管进入,在压力的作用下通过倒U形炉管,从出油集合管流出加热炉,介质在流经炉管的过程中得到加热,这种结构为双排立式炉管。但有些企业根据装置的具体情况,也会建造采用单排立式炉管的加热炉。单排立式炉管的结构见图4-1b。两者的主要区别是,后者把前者的U形炉管“拉直”了,集合管由左右布置变为上下布置,前者的燃烧器设在两排炉管中间位置,后者的燃烧器设在单排炉管的两侧,提高了加热效率。
安装工程中,炉管焊接是加热炉施工中的关键技术。由于单排立式炉管与双排立式炉管在结构上明显不同,焊接时较为方便,但同时也给焊接带来了难度,必须由合格焊工技师进行施焊,并在焊前进行充分的焊接策划及分析,制定相应的规程和工艺方法。
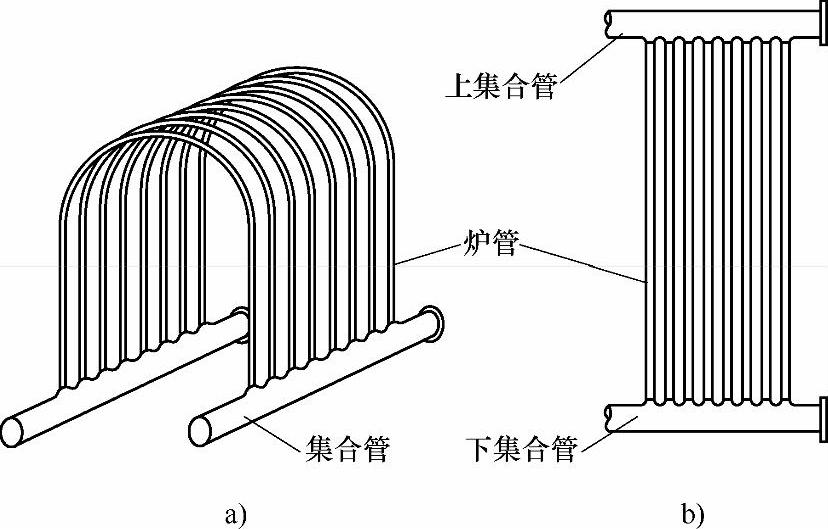
图4-1 双排立式炉管与单排立式炉管对比
a)双排立式炉管 b)单排立式炉管
有一加热炉是某厂在检修中重新制作的加热炉。炉管的工作介质为氢气+煤油,操作温度为500℃,工作压力为0.1668MPa。集合管与炉管的主要技术参数如表4-1所示。(www.daowen.com)
表4-1 集合管与炉管的主要技术参数
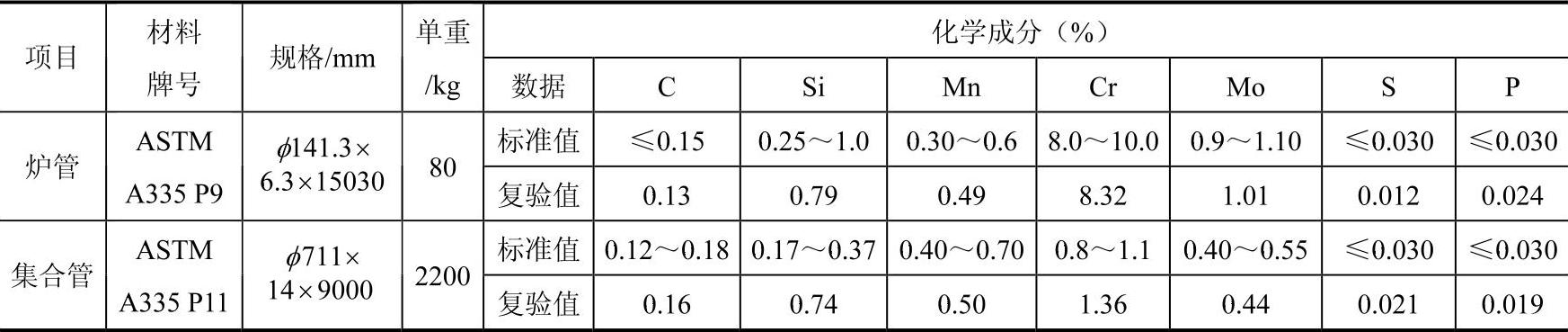
该加热炉的炉管共28根,集合管已加工出用于与炉管相连接的凸缘,其内径与炉管内径相同,见图4-2。
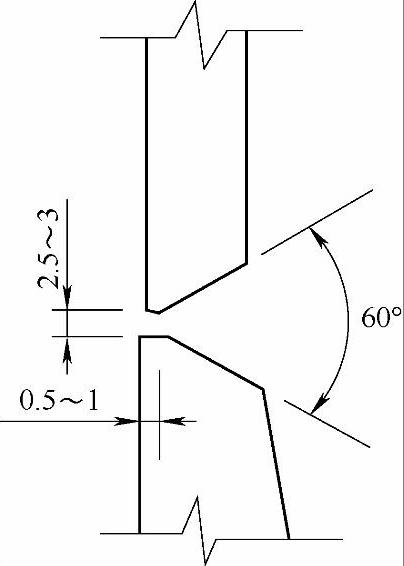
图4-2 炉管与集合管相焊时的坡口尺寸
上集合管处于加热炉炉顶上部,下集合管处于加热炉炉底下部,炉管竖直穿过炉顶和炉底,炉管与集合管间的坡口一般在现场焊接,难度较大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







