某电气工程的铜排母线,规格为100mm×10mm,材质为T2纯铜,用以下方法进行焊接。
(1)焊接方法
采用钨极氩弧焊,直流正接。
(2)焊接设备及工具
ZX7-500电焊机;QS-75°/500A型TIG氩弧焊机;氩气流量计;角向磨光机;接触式测温仪。
(3)焊接材料
采用T2纯铜丝(φ2.5mm)试焊,效果很好。其他材料:φ5.0mm铈钨棒、氩气、丙酮。
(4)焊接工艺
1)焊前准备
将铜排(每段200mm)刨成V型坡口,角度为30°,钝边≤1.0mm。
将纯铜丝用砂纸擦亮,用不锈钢丝轮将坡口及两端50mm范围内打磨出金属光泽,再用丙酮将坡口擦洗一遍除掉有机物,必须清除干净并风干。
2)焊接规范参数
喷嘴直径:φ12mm;(www.daowen.com)
钨棒伸出长度:4mm;
预热氩气流量:14L/min电流:350A;
定位氩气流量:10L/min电流:160A;
第二层及打底流量:12L/min电流:165A;
第三层及第五层流量:13L/min电流:210A。
3)焊前预热
焊前预热温度为400℃,用测温仪测量,在操作时也可拉长电弧烘烤坡口及两侧母材,在面罩内观察金属颜色变化,待坡口没有金属反光,且颜色变黑暗时,则表明达到预热温度。
4)组对定位
组对要求:采用60°V形坡口,钝边≤1.0mm,组对间隙2.5mm,见图3-1。
先在母材1的一侧坡口加热送丝形成A熔池点,跳弧到母材2的一侧坡口加热送丝形成B熔池点;然后跳弧到A熔池点加丝,使填充金属向焊缝间隙中间延伸,再跳弧到B熔池点加丝,直到两个熔池点之间的间隙很小时在中间加丝,将两个点连在一起,形成一个完整的熔池座。用同样的方法将另一端定位。跳弧动作要掌握时机,轻快稳定,电弧不能拉得过长,到熔池点时,电弧长度为5mm左右,一次加丝不能太多,否则容易产生未熔合或金属流失。
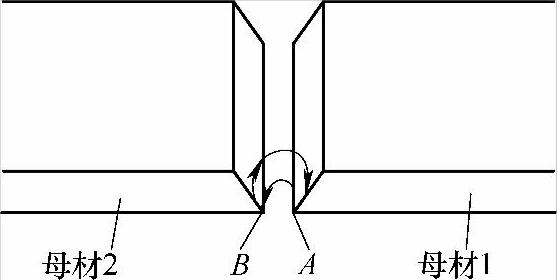
图3-1 组对定位
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





