
现在介绍一种在野外、严冬、无电地区用气焊焊接预应力水泥杆的方法,供读者参考,但钢圈宽度不应小于140mm。
(1)专用工具
1)龙门架。用10号槽钢焊接而成,高1.3~1.5m,宽0.5~0.7m,顶部中心处有吊环一个,用以挂手拉葫芦,底部焊有平板,以防下沉。
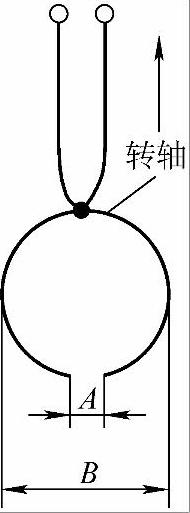
图1-4 剪形吊钩结构示意图
2)剪形吊钩。可用圆钢或扁钢锻制而成,形状见图1-4,其强度要根据杆重而定。下口直径B要略大于杆的直径,开口距离A的最大值也要大于杆的直径。
3)活动托架。带有滚轮和千斤顶的托架,用钢板焊接而成,见图1-2。
(2)焊接工具
1)大号焊接枪将原8mm乙炔气带改为24mm的气带,以减小阻力,增大气体流量,保证焊接时的火焰温度。
2)乙炔气和氧气如无成品乙炔瓶气,可将其原电石桶乙炔发生器改装成如下的形式:在原电石桶外如一钢板焊成的保温套,间隙60mm,内装玻璃纤维即可。
电石桶乙炔发生器或乙炔瓶气产生的乙炔气要经过活性炭乙炔过滤器,将水分滤掉,再进入焊枪,纯度提高后乙炔气能充分燃烧。活性炭乙炔过滤器用钢板焊接而成,见图1-5。(www.daowen.com)
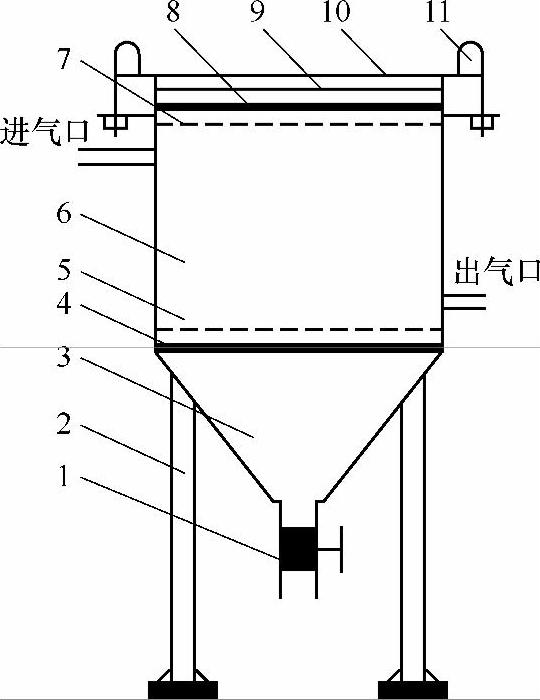
图1-5 活性炭乙炔过滤器示意图
1—泄水阀门 2—落地支架脚 3—贮水室,贮水室高h=250mm 4、8—铁篦子 5—80目铜锣底 6—活性炭室,活性炭室φ=350mm,高h=450mm 7—80目铜锣底 9—橡胶垫 10—活动顶盖 11—紧固螺钉
3)保温活动房由圆钢或小角钢焊接而成,外面包10mm厚以上的工业用毡子,两侧下面开圆形口,容积以两个人能操作为宜,顶部可留排气孔。焊接时将其(开圆形口侧)放在杆上,用以保温,使焊件不致冷却太快。
(3)焊接工艺方法及过程
将杆移至较平整的地段,把两杆基本放在一条直线上,钢圈间距100~200mm;将两台龙门架分别骑放在一节杆的两端(大约有1/4或3/4长的位置上);将两只0.5~1.0t手拉葫芦分别挂在两台龙门架的吊环上;将剪形吊钩分别挂在手拉葫芦的吊钩上,并用剪形吊钩卡住杆体。
然后两台葫芦同时起吊,将杆体水平升高,当升高高度大于活动托架时,将活动托架放于杆下,必要时要放枕木(如高差大或下沉等),放稳后松开吊钩,将龙门架、手拉葫芦、剪形吊钩撤掉。用同样的方法将另段电杆托起放稳,并将两杆间隙调整到4mm左右。
调整千斤顶测试水平度及同心度,方法基本同前。
将活动房骑放在焊缝两侧,两人操作,一人手持焊把预热焊缝,预热时间要短,另一人焊接,技术要求和工艺方法同前。
用此法焊接不但能保证质量,亦可提高工效。实践证明,即使在河北北部坝上草原、海拔1300m,冬季-30℃施工,焊接质量尚好。作者本人曾几次采用此法,收效很大。有一基杆因不慎而摔坏,钢筋水泥杆摔得粉碎,但焊缝完好无损。该焊缝经X射线检测及断拉试验,全部合格。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






