1.多步热冲压技术
热冲压虽然在一定程度上可以改善超高强度度零件的冲压成形性,但是对于某些零件,比如拉深深度很深的中通道,一步热冲压会导致零件开裂。这时就需要采用多步冲压成形技术,即先用冷冲压得到一个预成形零件,然后把这个预成形件加热到900℃以上并实行奥氏体均匀化,然后再对这个预成形件进行热冲压,得到符合尺寸和性能要求的热冲压零件。图11-165是多步热冲压的示意图。
多步热冲压解决了零件的成形性问题,但要增加一套冷冲压模具和一道热冲压工序,并需要采用双层加热炉进行加热,因此在硬件投资和零件制造成本上都会有增加。在热冲压零件产品设计时,在满足零件装配、使用性能的前提下,要尽可能增加零件的热冲压成形性。
多步热冲压要妥善设计预成形件,确保后续的热冲压成形性没有问题,这可以通过冷冲压、热冲压的CAE分析来解决。
业内还有一种间接热冲压技术,主要应用对象是锌基镀层的热冲压零件。即首先用冷冲压方法把最终零件成形出来,然后把这个冷冲压件加热到900℃以上并实行奥氏体均匀化,然后再热冲压,得到符合性能要求的热冲压零件。这种间接热冲压实际上也是多步热冲压,目的不是解决成形性问题,而是保护零件的锌基镀层。
2.补丁板热冲压技术
补丁板的热冲压顾名思义就是先在原始钢板“打”一个“补丁”,然后对补丁板进行加热、冲压。补丁板热冲压在新FIAT500车型的B柱上有成功的应用,如图11-166所示。和传统解决方案相比,补丁板热冲压减重1KG,模具开发成本节省25万欧元,零件制造成本降低2欧元。

图11-165 多步热冲压的示意图
A)冷冲压预成形 B)热冲压终成形
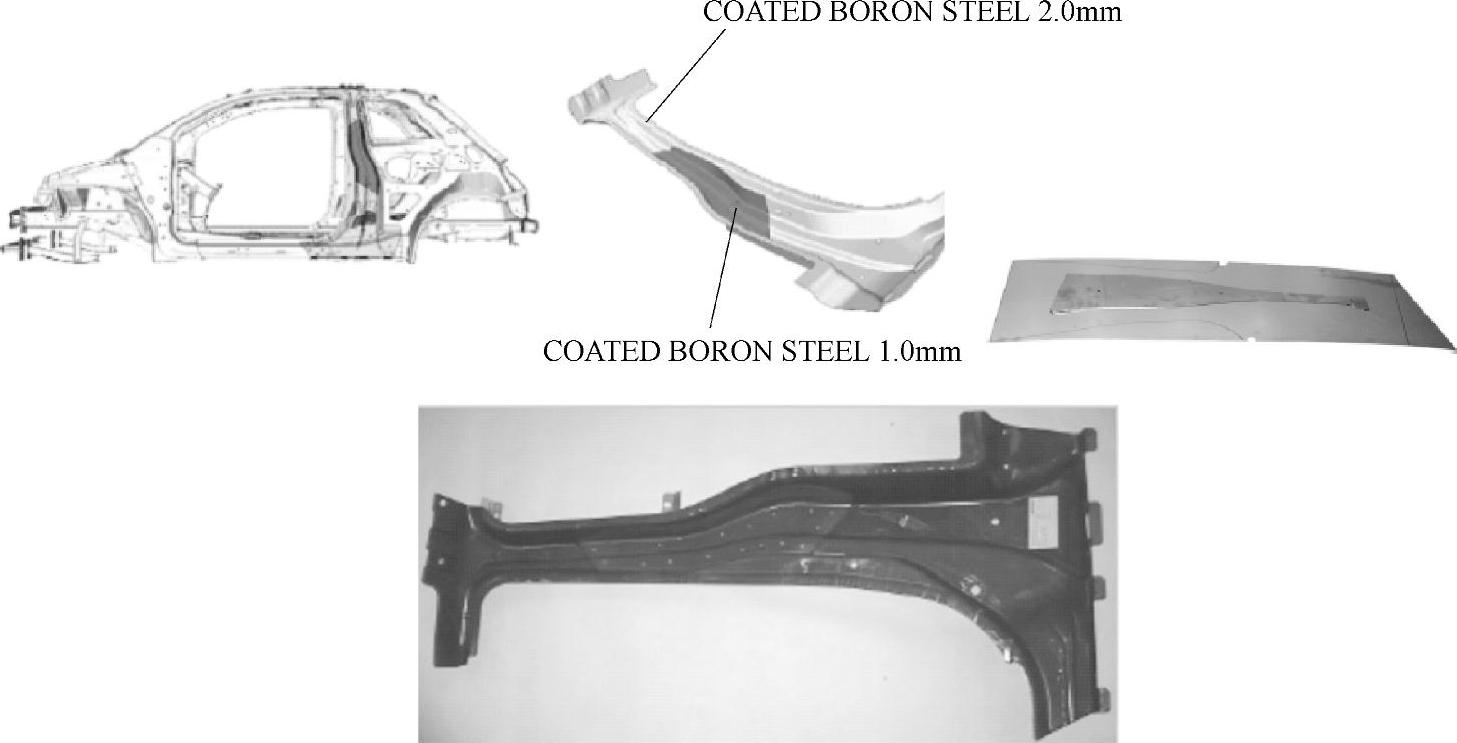
图11-166 补丁板热冲压在新FIAT500 B柱上的应用
补丁板热冲压模具相对要复杂一些,需要在补丁区域所对应的模具部分精细设计冷却管路,确保有相对较强的冷却速度。
3.激光拼焊板(TWB)热冲压技术
激光拼焊板(TWB)热冲压技术在一些欧系车型上有应用,如奥迪Q5的侧梁,如图11-167所示。在白车身中,B柱也是经常采用TWB热冲压的零件,如图11-168所示。之所以采用TWB热冲压,主要是出于碰撞性能的考虑。碰撞时有些区域需要有压溃变形以吸收碰撞能量,有些区域又需要能有效减小侵入位移以保护乘员。TWB热冲压模具设计时,在模具型面必须设计台阶,要控制热冲压过程中焊缝的移动。TWB制作时要关注激光焊接工艺,镀层钢板和非镀层钢板要区别对待,这需要制造商积累相应KNOW-HOW。

图11-167 TWB热冲压在奥迪Q5侧梁上的应用
4.变厚度钢板(TRB)热冲压技术(https://www.daowen.com)
TRB是TAILOR ROLLED BLANKS的简称,是指通过轧制技术,将坯料轧制成不同的厚度,从而制造成不同部位不同厚度的特殊零件形状。TRB技术直接来源于20世纪的柔性轧制技术,即在钢板轧制过程中,可以通过计算机实时控制和调整轧辊的间距,以获取沿轧制方向上按预先定制的厚度连续变化的板材,即实现由等厚度板卷到TRB板卷的轧制。
为了充分实现轻量化并满足零件使用性能要求,目前变厚度热冲压技术在欧美系车型中开始应用。图11-169所示是某欧系车型中典型的变厚度热冲压零件DASH PANEL。
变厚度热冲压技术的核心关键是热冲压过程的CAE分析,特别是原始板料的建模,热冲压模具型面设计和热冲压模具冷却管路的随型设计。
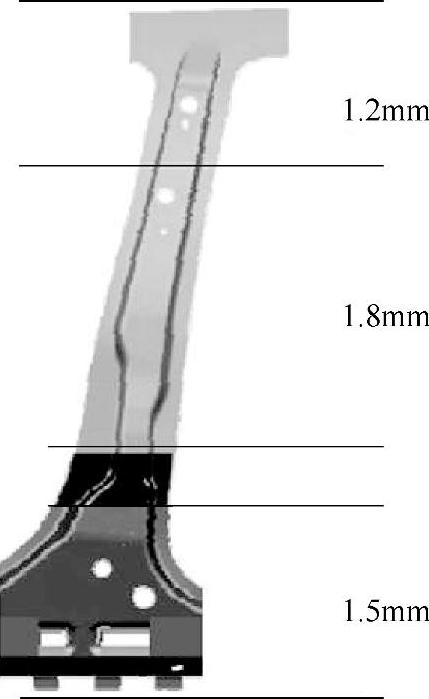
图11-168 TWB热冲压在B柱上的应用
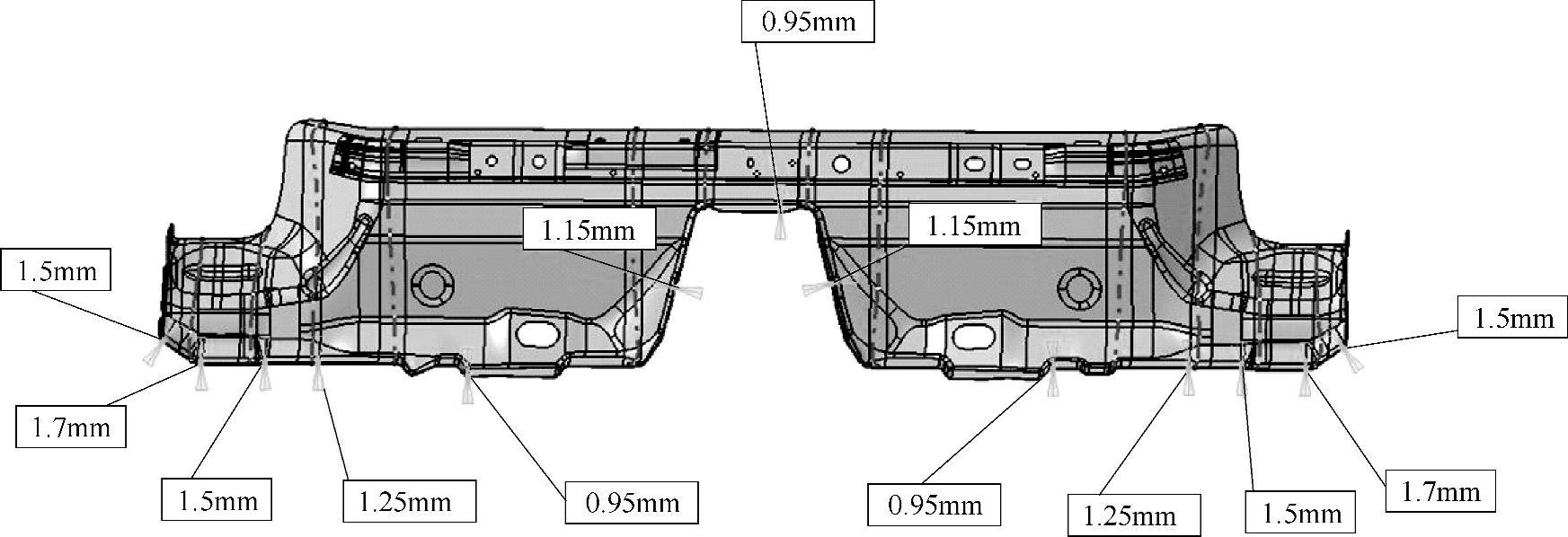
图11-169变厚度热冲压零件DASH PANEL
目前变厚度钢板是德国慕贝尔MUBEA公司在全球范围内独家供货,国内东北工业大学、宝钢在进行变厚度钢板轧制设备、钢板制造、TRB热冲压的相关研发工作,也取得了一定的进展。
5.变强度零件热冲压技术
变强度热冲压目前在欧美系车型中也有比较广泛的应用,图11-170所示是某欧系车型所采用的变强度热冲压B柱。B柱上部和车顶连接的部分,要求屈服强度不小于1000MPA,抗拉强度不小于1500MPA,80标距伸长率不小于5%。B柱下部和门槛加强板连接的部分,规定屈服强度为380~550MPA,抗拉强度为530~730MPA,80标距伸长率不小于15%。这样的变强度B柱设计是综合侧碰时压溃变形、减小侵入位移和轻量化的考虑,中间存在50MM左右的过渡区域。有些汽车厂用户希望在过渡区域内的强度呈现线性变化趋势,这在制造技术中难以有效、稳定的实现。
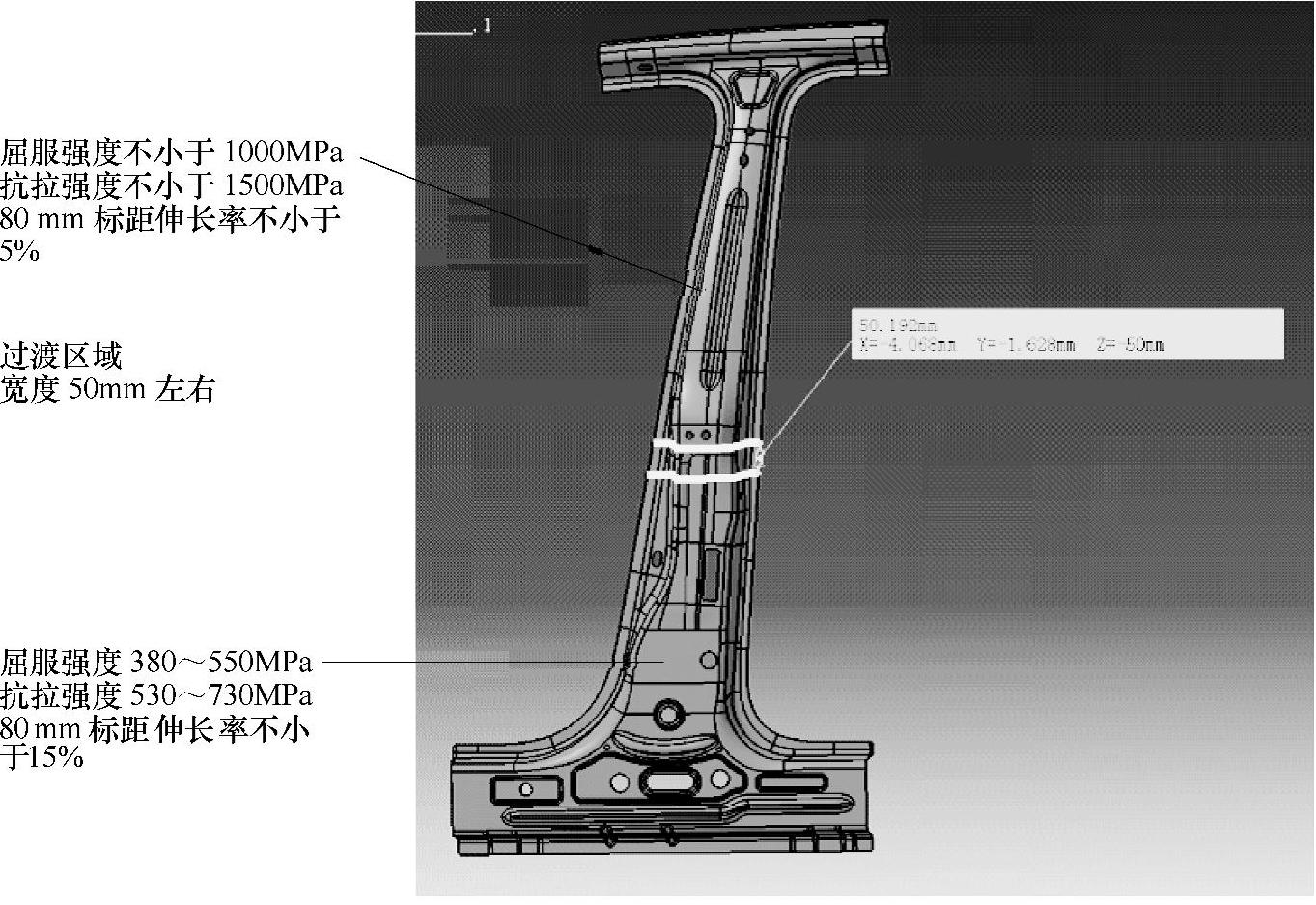
图11-170 变厚度热冲压B柱
变强度热冲压热冲压有两条技术工艺路线,一是采用特殊的加热炉和统一厚度的热冲压钢板,零件低强度区域所对应的部分钢板只加热到200℃左右,而零件高强度度区域所对应的部分钢板加热到900℃左右,钢板出炉以后进行冲压和保压淬火。对于这条技术工艺路线,模具基本上还是传统的热冲压模具,只是零件低强度区域所对应的模具部分、内部的冷却管路可以布置得稀疏一些;二是采用传统的热冲压加热炉和统一厚度的热冲压钢板,统一加热到900℃左右,钢板出炉以后进行冲压和保压淬火。对于这条技术工艺路线,热冲压模具比较复杂,零件低强度区域所对应的模具部分,需要在内部布置加热管路,防止保压阶段产生淬火强化,零件高强度度区域所对应的模具部分还是正常的热冲压模具,在内部布置冷却管路实现保压阶段的淬火强化。技术路线一,加热炉比较复杂,沿着横向分割成两个加热空间,可以独立控制,而模具比较简单;技术路线二,模具比较复杂,零件尺寸保证比较困难,需要依赖制作样模来确定零件尺寸补偿方案,而加热炉比较简单,传统热冲压产线即可使用,无需对设备进行更新改造。
对于变强度热冲压,还有一种变相的替代技术,即采用TWB热冲压或VRB热冲压,原先的强弱匹配通过CAE分析计算转化为厚薄匹配。采用TWB热冲压或VRB热冲压,原先的产线可以沿用,只是在热冲压模具型面和冷却管路布置上进行一些特殊的设计,零件的总体制造成本能够低一些。
业内还有一种TWB和变强度相结合的复杂热冲压技术,如图11-171所示。这样的零件设计会显著增加零件的制造成本,一般不予以推荐。
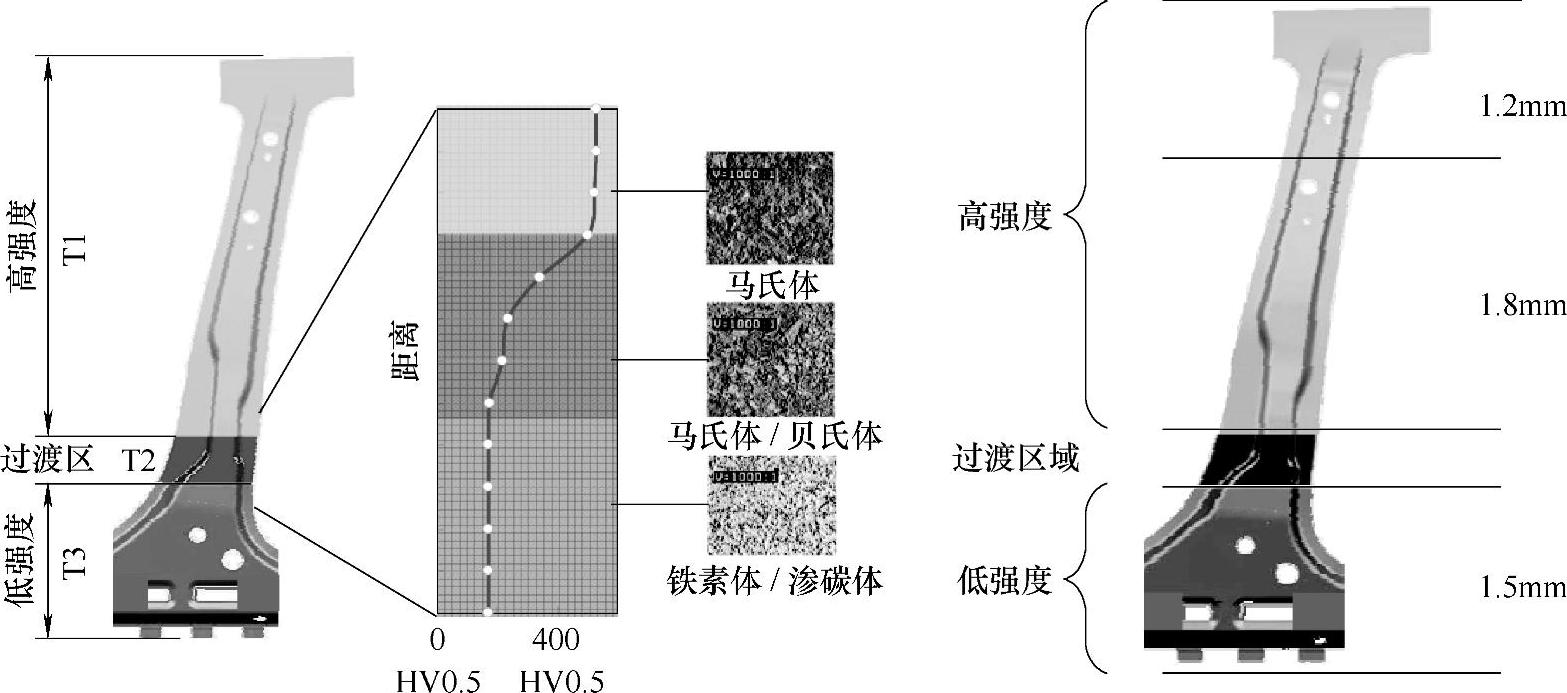
图11-171 TWB和变强度相结合的复杂热冲压技术
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






