钢板热冲压是最近三十多年发展起来的先进成形技术,其基本原理如图11-86所示。首先把常温下强度为500~600MPA的高强度硼合金钢板加热到900℃,使之奥氏体化,然后送入内部带有冷却系统的模具内冲压成形,之后保压快速冷却淬火,使奥氏体转变成马氏体,成形件因而得到强化硬化,强度大幅度提高。比如经过模具内的冷却淬火,冲压件强度可以达到1500MPA,强度提高了250%以上,因此该项技术又被称为“冲压硬化”技术。钢板热冲压技术在国外还有4个主要的专业术语,即HOT STAMPING,PRESSHARDENING,DIE QUENCHING和HOTPRESSING。值得注意的是欧洲车身会议EUROCARBODY,从2009年开始要求参展车型供应商提供白车身中热冲压钢板(PHS)的使用比例(重量百分比),图11-87所示为第五代POLO车型的用材信息。
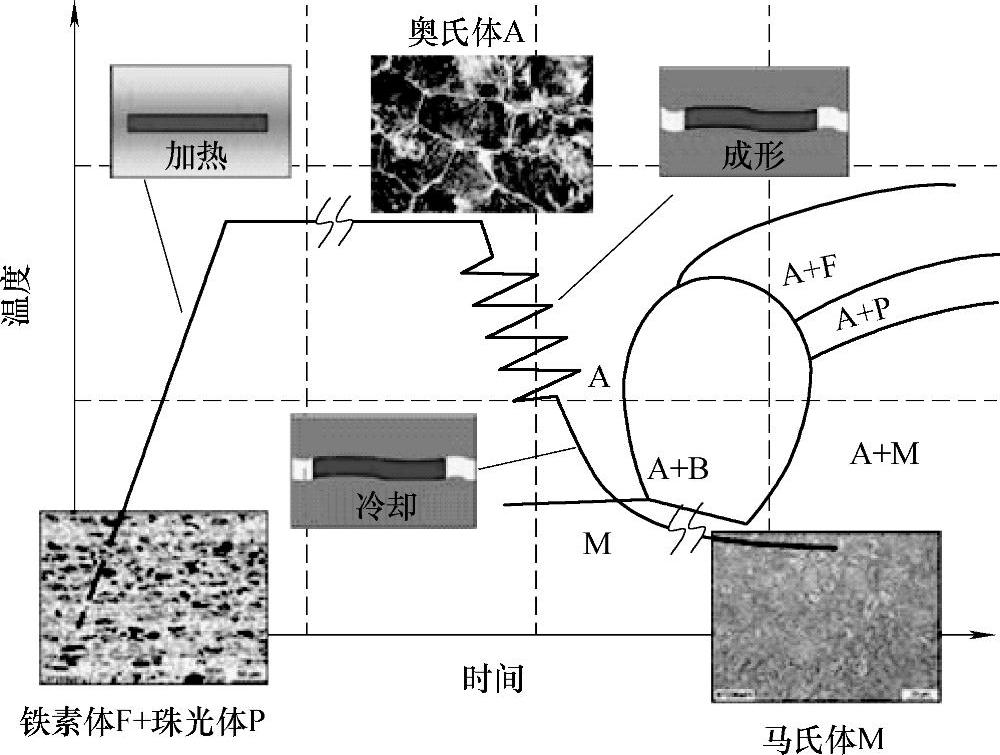
图11-86 热冲压成形工艺原理
和一般热处理不同,热冲压具有如下显著的特点。
1)通过保压淬火以得到较高尺寸精度的零件(一般车身零件装配面的公差要求在±0.5MM范围之内)。对薄板零件而言,热处理强化并不难,难的是热处理强化的同时保证零件的尺寸精度;热冲压过程存在热胀冷缩的现象,因此在模具型面设计时需要进行一定的补偿。
2)热冲压对冷却速度有要求。一般热冲压的冷却速度必须大于20℃/S,否则在保压淬火过程中容易产生马氏体、铁素体、贝氏体的混合组织,从而影响零件的使用性能。图11-88所示是典型热冲压钢板的CCT曲线,模具设计和保压淬火数值模拟需要参考该曲线。当然冷却速度也不能太快,否则零件虽然强度很高,但脆性会很大,同样不能满足零件的使用性能要求。
3)需要相对均匀的冷却速度,以获得相对均匀一致的金相组织和应力场分布,确保零件出模以后有较好的形状稳定性,装配以后有较好的使用性。
就零件成形而言热冲压具有明显的技术优势,主要表现在以下几个方面。
1)显著降低成形设备所需的吨位。以超高强度车门防撞梁为例,一套三工序的冷冲压级进模,需要2000~3000T的成形压力机。对于钢板热冲压而言,一台800T的高速压力机就能满足90%以上典型车身热冲压零件的成形,而1200T的高速压力机就能满足所有典型车身热冲压零件的成形。

图11-87 第五代POLO车型的用材信息
2)提高零件的冲压成形性。超高强钢冷冲压的瓶颈问题之一是冲压成形性差,容易开裂和起皱,而热冲压基本上是钢板在800℃左右的温度下冲压成形,钢板屈服强度较低,因此具有较好的成形性。
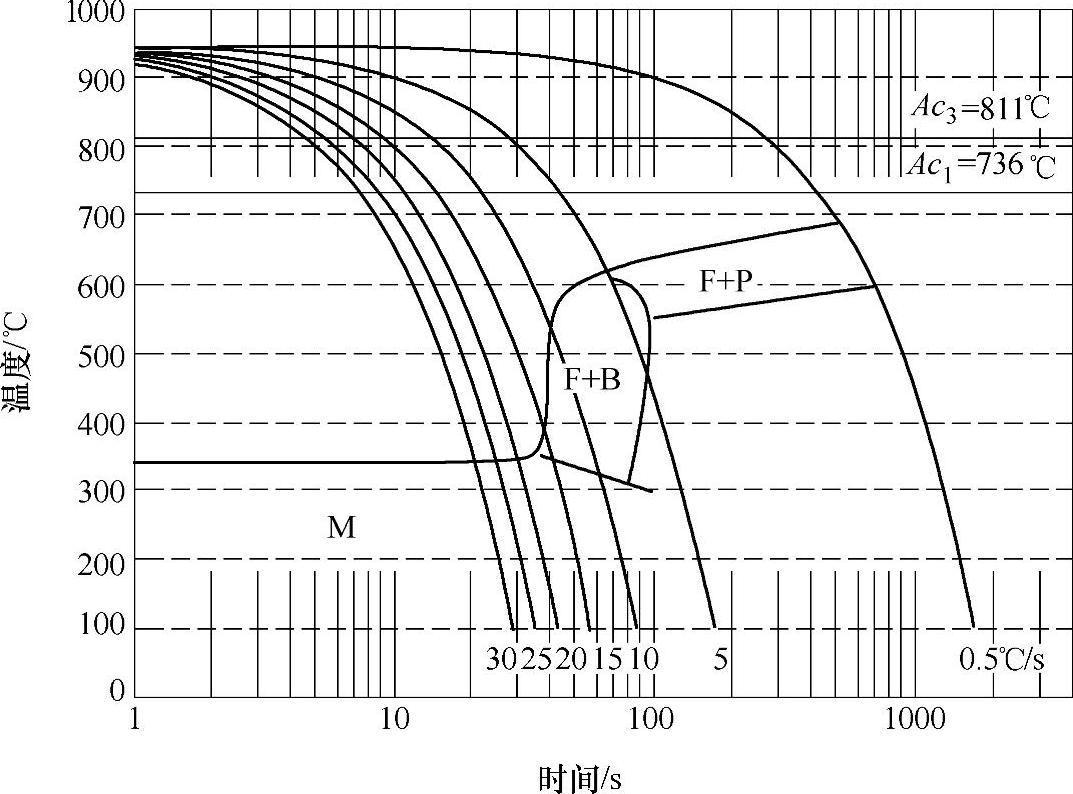
图11-88 典型热冲压钢板的CCT曲线
3)提高零件的尺寸精度。超高强钢冷冲压的另一瓶颈问题是回弹大,零件尺寸精度差。在超高强钢冷冲压模具开发过程中,经常需要首先制作样模(选用相对便宜的模具钢材料),对样模进行反复修改以补充控制回弹,直至零件尺寸精度达到要求,然后再根据样模型面选用优质的模具钢材料制作正式模。钢板性能一旦波动,就会对零件尺寸精度产生影响。对于热冲压而言,基本不存在回弹。对于A、B、C柱类零件,尽管热冲压也会产生一定的扭曲回弹,但相对比较容易调整和控制。一旦调整好以后,原板性能的波动对最终零件尺寸精度的影响就不敏感了。图11-89是用相同BORON钢冷冲压、热冲压U形件的外观对比,由此可见,热冲压回弹要明显小得多。
热冲压零件在使用性能上也具有其优势,主要有:(https://www.daowen.com)
1)提高零件的碰撞性能。
2)实现最大程度的减薄。
3)提高零件的硬度和耐磨性。
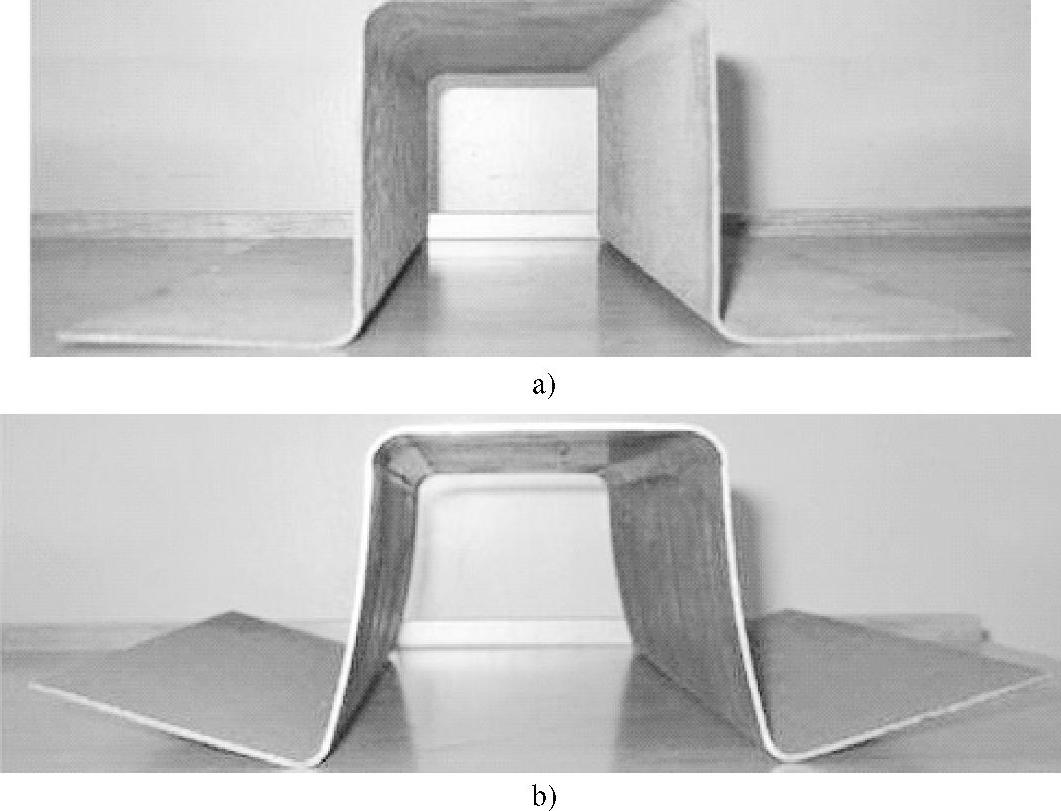
图11-89 热冲压、冷冲压回弹特性对比
A)热冲压件 B)冷冲压件
4)借助车身结构的优化,可以有效控制(乃至降低)综合制造成本。
当然热冲压也有其劣势所在。
1)热冲压生产节拍较慢。
车身零件冷冲压的生产节拍一般在每分钟6个冲程以上,而热冲压受制于保压淬火,另包括加热、夹持的时间,常见的生产节拍在每分钟3个冲程之内。
2)热冲压能耗较大。热冲压需要对钢板从室温加热到900℃左右,并支持连续生产,因此需要大功率的加热炉(装机功率通常在数百千瓦以上)。
3)热冲压质量影响因素多。热冲压零件成形质量的影响因素较一般冷冲压要多得多,如加热温度、保温时间、保压力、保压时间、外部冷却水入口温度、水压等。要得到高质量的热冲压零件,必须对这些因素进行优化,并通过长期生产积累系统KNOW—HOW。
4)需要激光切割进行切边切孔。热冲压以后的零件其抗拉强度一般在1500MPA以上,依靠传统的利用压力机和模具进行切边冲孔已经很难奏效,往往需要用激光切割来离散地进行切边切孔,生产效率低,成本高。
除了钢板热冲压以外,还有管子热冲压,即先把原始BORON钢进行卷管,然后对管子进行加热、冲压、保压淬火,最后得到超高强度的管子类零件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






