【摘要】:图11-76 非对称截面的辊花图图11-77 非对称闭口截面的辊花图3.高强度钢辊压模具设计技术模具设计主要依据辊花设计图。图11-78 辊压模具4.高强度钢辊压成形预冲孔、后冲切技术预冲孔是在板料进行辊压变形以前,利用冲压模具在板料上留孔。

1.高强度钢辊压成形零件制造工序的设计
以保险杠的生产为例,其成形工序如图11-74所示。
图11-73 辊压回弹
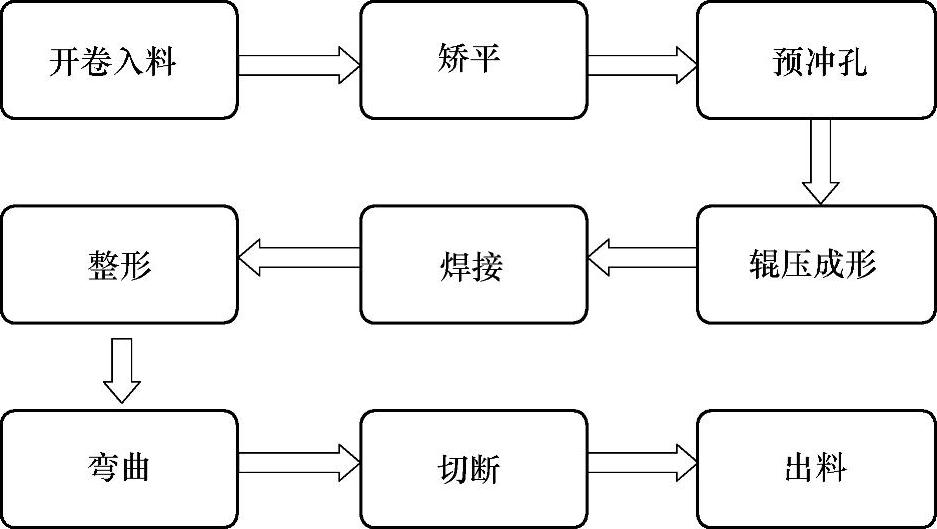
图11-74 保险杠辊压成形工序
2.高强度钢辊压成形辊花工艺设计与优化
基于辊压成形的车身各类零件,设计截面并优化辊花(零件截面可以分为对称截面、非对称截面,开口型和闭合型等)。对称截面的辊花图如图11-75所示。
由板料成形为非对称截面的辊花图如图11-76所示。
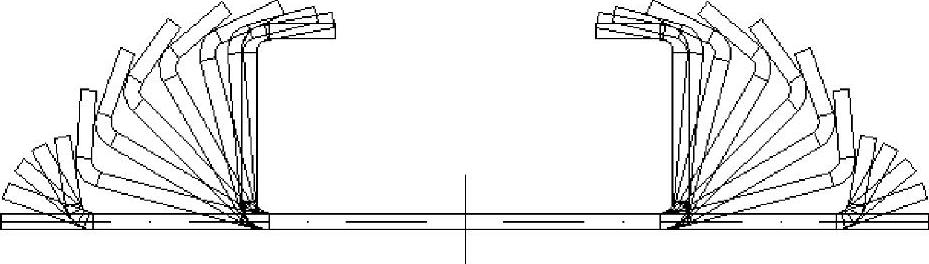
图11-75 对称截面辊花图
图11-77所示为由圆管成形为非对称闭口截面的辊花图。
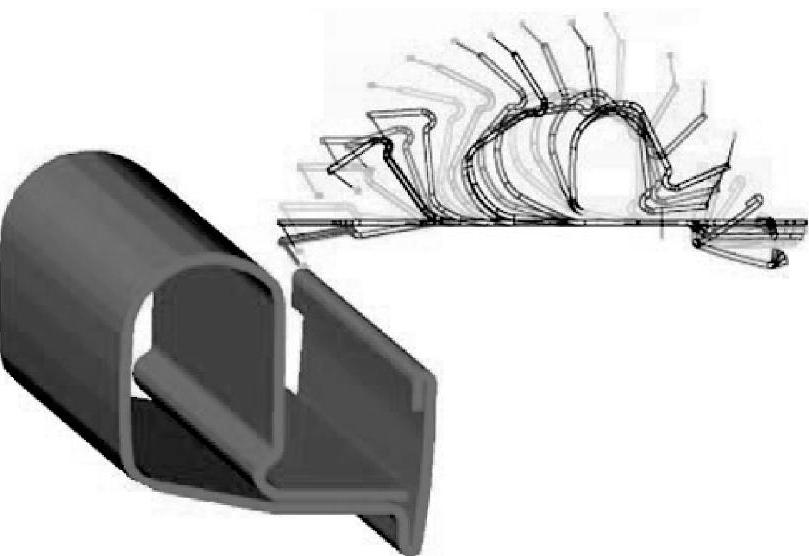
图11-76 非对称截面的辊花图
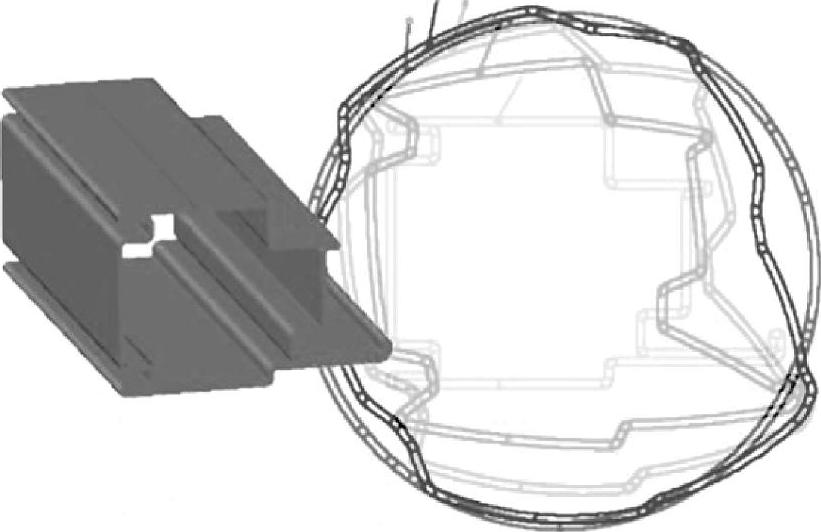
图11-77 非对称闭口截面的辊花图
3.高强度钢辊压模具设计技术
模具设计主要依据辊花设计图。辊压模具如图11-78所示。(www.daowen.com)

图11-78 辊压模具
4.高强度钢辊压成形预冲孔、后冲切技术
预冲孔是在板料进行辊压变形以前,利用冲压模具在板料上留孔。后冲切是在成形末端,利用剪切模具将产品从产线上切下。
5.高强度钢辊压成形工艺仿真技术
图11-79所示是用CAE仿真分析辊花设计。
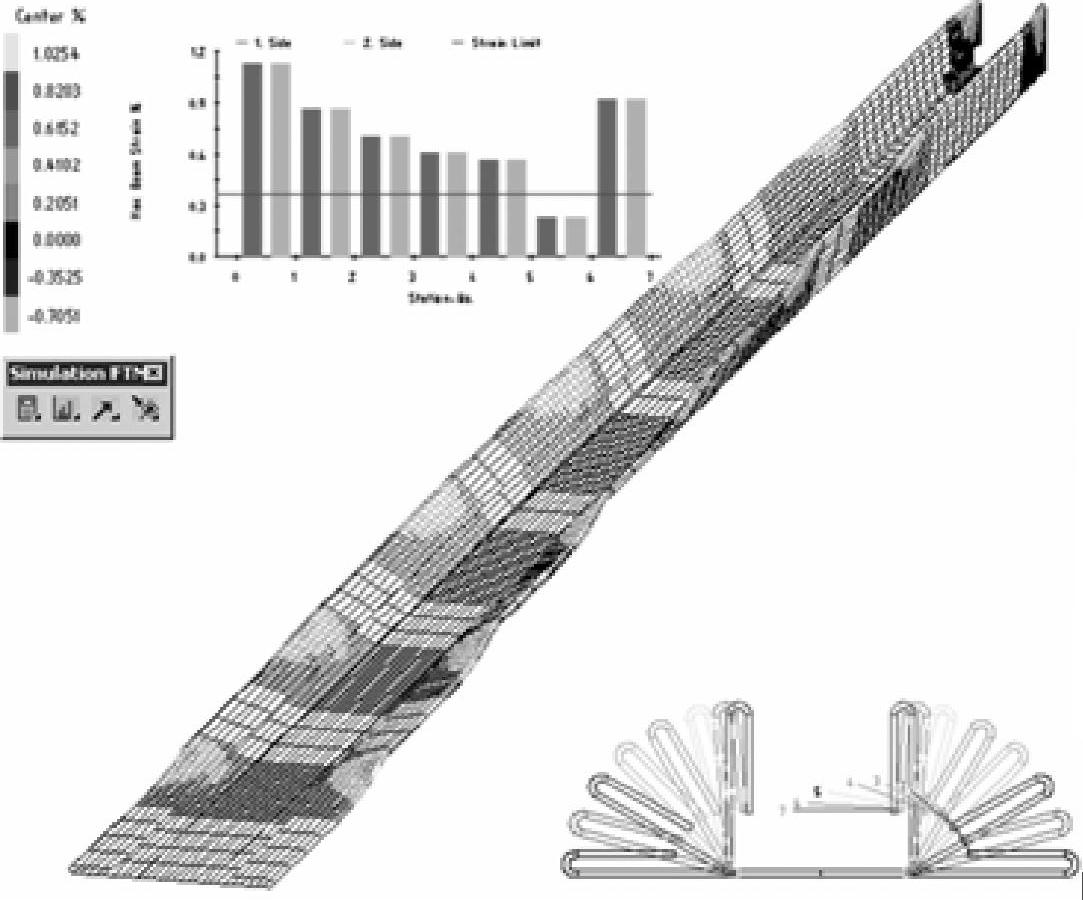
图11-79 CAE仿真分析辊花设计
对整个辊压成形过程进行仿真分析,如图11-80所示。
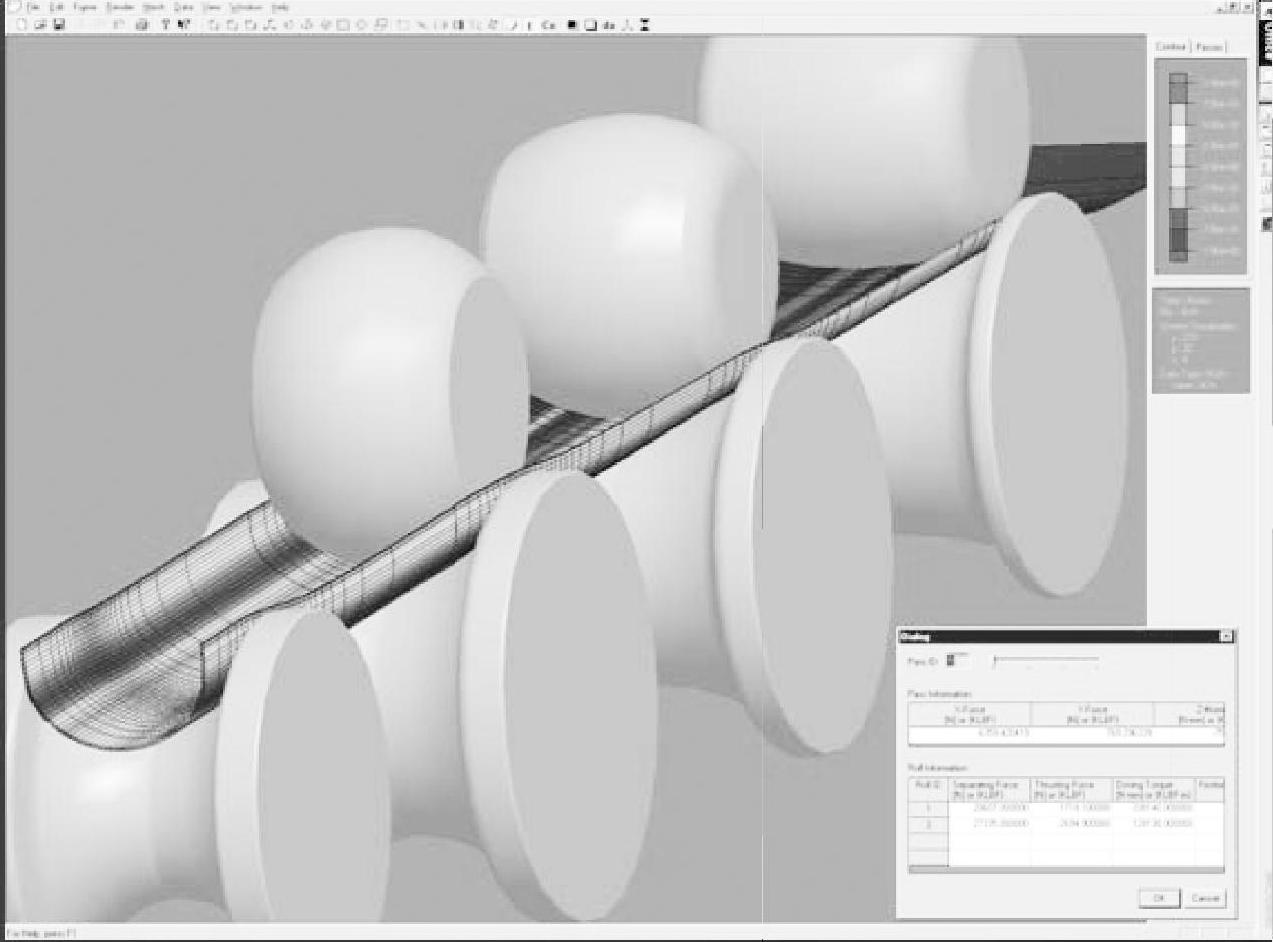
图11-80 辊压成形仿真分析
6.高强度钢辊压成形缺陷控制技术
对于纵向弯曲,可在出口利用矫直机矫正,或者采用轧辊压下装置,使轧辊间隙比板厚小,使腹板部分产生轻度压延。
对于侧弯和扭曲,一方面可以调整轧辊间隙,另一方面也可以用扭转成形机架和轧辊垫片调整、矫正。
对于边浪,对成形中的板施加产品纵向的张力,抑制板带的纵向压缩或者可通过整形辊消除。
对于边部开裂,可增加道次,减少每一变形量,降低边部的应力应变或者提高板料的边界质量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





